
콘실지퍼 (Concealed Zipper / khóa kéo ẩn / コンシールファスナー)
¶ 개요
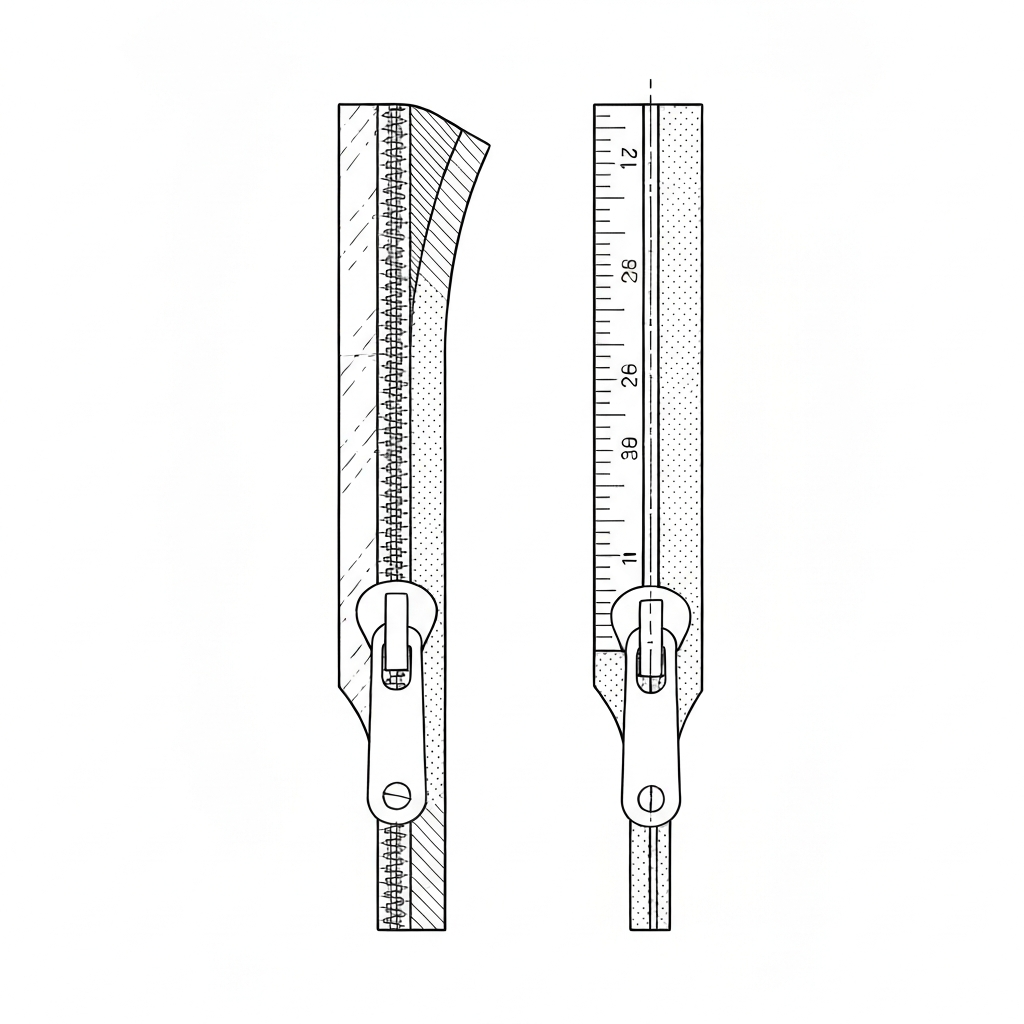
콘실지퍼(Concealed Zipper)는 지퍼를 닫았을 때 지퍼의 이빨(Teeth/Elements)이 겉으로 드러나지 않도록 설계된 은폐형 지퍼이다. 일반 지퍼와 달리 테이프의 안쪽에 이빨이 말려 있는 특수 구조를 가지며, 봉제 시 전용 노루발을 사용하여 이빨을 펴서 그 뿌리 부분을 박음질함으로써 원단 사이로 지퍼가 완벽하게 숨겨지도록 한다. 일본 YKK사의 등록상표인 'Conceal'에서 유래하여 한국과 일본에서는 콘실지퍼로 통칭되나, 국제적으로는 'Invisible Zipper'라는 용어도 혼용된다.
물리적 메커니즘 측면에서 콘실지퍼는 '반전 결합' 방식을 채택한다. 일반적인 코일 지퍼가 테이프 평면 위에 이빨이 노출되어 슬라이더가 그 위를 주행하는 구조라면, 콘실지퍼는 이빨이 테이프 배면으로 180도 말려 들어가 있어 봉제선이 이빨의 굴곡진 뿌리 바로 옆을 지나가게 된다. 이러한 구조적 특성 덕분에 지퍼를 닫으면 양쪽 원단이 맞닿으며 지퍼 전체를 덮게 되어, 외부에서는 미세한 봉제선(Seam line) 외에는 지퍼의 존재를 확인할 수 없다.
산업 현장에서 콘실지퍼는 제품의 실루엣을 해치지 않아야 하는 고부가가치 의류에서 필수적인 부자재로 취급된다. 일반 지퍼에 비해 봉제 난이도가 높고 전용 설비(노루발)가 요구되지만, 디자인적 일체감이 뛰어나 여성복 정장, 드레스, 고급 슬랙스 등에서 대체 불가능한 위치를 차지한다. 반면, 이빨이 얇고 구조적으로 약해 고하중이 걸리는 작업복이나 후물 가방 등에는 내구성 문제로 사용이 제한된다.
¶ 정의 및 구조
콘실지퍼는 제품의 실루엣을 유지하고 디자인적 완성도를 높이기 위해 사용되는 부자재이다. ISO 4915 기준 Class 301 (Lockstitch) 본봉 스티치를 사용하여 봉제하며, 주로 여성용 원피스, 스커트, 고급 슬랙스의 옆선이나 뒷중심에 적용된다. 일반 지퍼는 슬라이더가 이빨 위를 지나가지만, 콘실지퍼는 슬라이더가 테이프 안쪽에서 작동하며 닫혔을 때 봉제선만 남고 지퍼 자체는 보이지 않는 것이 특징이다.
¶ 2.1 물리적·기계적 작동 원리 및 메커니즘
콘실지퍼의 핵심은 '나선형 코일의 복원력'과 '전용 노루발의 가이드' 사이의 정밀한 상호작용에 있다. 일반 지퍼가 평면적인 결합이라면, 콘실지퍼는 3차원적인 반전 결합이다. 봉제 시 전용 노루발의 홈(Groove)이 안으로 말려 있는 이빨을 강제로 펴주면, 바늘이 이빨의 뿌리(Root)와 테이프가 만나는 지점에 정확히 낙하하여 스티치를 형성한다. 봉제가 끝나고 노루발이 지나가면, 이빨은 원래의 말린 상태로 복원되려 하며 이 과정에서 봉제선이 이빨 아래로 숨겨지게 된다.
이 메커니즘은 원단의 두께와 지퍼 테이프의 밀도에 극도로 민감하다. 바늘이 이빨에 너무 가까우면 슬라이더가 이빨을 타고 넘지 못해 씹힘 현상이 발생하고, 너무 멀면 지퍼를 닫았을 때 이빨이 겉으로 드러나는 '은폐 실패'가 발생한다. 따라서 0.1mm 단위의 바늘 위치 조정이 품질을 결정짓는 핵심 기계적 요소이다.
¶ 2.2 역사적 배경 및 산업적 위치
콘실지퍼는 1960년대 일본 YKK(Yoshida Kogyo Kabushiki Kaisha)사가 'Conceal'이라는 브랜드로 출시하며 대중화되었다. 그 전까지 여성복의 은폐형 개폐는 단추나 훅앤아이(Hook-and-eye)를 사용한 복잡한 플래킷(Placket) 구조에 의존했으나, 콘실지퍼의 등장으로 생산 효율성이 비약적으로 상승했다. 현재는 YKK 외에도 SBS, KCC, IDEAL 등 다양한 제조사에서 생산하지만, 현장에서는 여전히 '콘실'이라는 고유명사가 일반명사처럼 사용된다.
¶ 2.3 국가별 현장 인식 및 실무 차이
- 한국 (Korea): '손맛'을 중시하는 숙련공 중심의 문화가 강하다. 봉제 전 지퍼 이빨을 다림질로 미리 펴는 '프레싱 공정'을 품질의 척도로 여기며, 주로 고가의 브랜드 오더가 많아 0.5mm의 단차도 엄격하게 관리한다.
- 베트남 (Vietnam): 대규모 라인 생산 체제에 최적화되어 있다. 숙련공의 감각보다는 전용 지그(Jig)와 자동 콘실지퍼 봉제기(Automatic Invisible Zipper Sewing Machine) 도입을 통해 균일한 품질을 확보하려는 경향이 강하다. 현장에서는 'dây kéo giọt nước'(물방울 지퍼)라는 별칭이 더 자주 쓰인다.
- 중국 (China): 광둥성 등지의 지퍼 클러스터를 중심으로 다양한 등급의 부자재가 유통된다. 내수용 저가 제품부터 수출용 고가 제품까지 스펙트럼이 넓어, 공장에서는 지퍼 테이프의 수축률 테스트와 슬라이더 내구성 테스트를 입고 검사의 필수 항목으로 둔다.
¶ 2.4 세부 구성 요소
- 테이프(Tape): 주로 폴리에스터 니트(Knit) 또는 직조(Woven) 소재로 제작된다. 콘실지퍼용 테이프는 일반 지퍼보다 얇고 유연해야 이빨이 말려 들어가는 구조를 유지할 수 있다.
- 이빨(Teeth/Elements): 나일론 모노필라멘트를 코일 형태로 감아 만든다. 콘실지퍼는 이 코일이 테이프 안쪽으로 강하게 말려 있는 것이 핵심이다.
- 슬라이더(Slider): 콘실 전용 슬라이더는 몸체가 납작하고 이빨을 벌려주는 가이드가 내장되어 있다. 대부분 자동 잠금(Auto-lock) 기능을 포함한다.
- 상단/하단 멈춤쇠(Top/Bottom Stop): 슬라이더의 이탈을 방지한다. 콘실지퍼의 하단 멈춤쇠는 봉제 후 외부에서 보이지 않도록 테이프 안쪽에 위치한다.
¶ 기술 사양표
| 항목 | 상세 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (본봉 / Lockstitch) | 가장 일반적인 결합 방식 |
| 기계 유형 | 1본침 본봉 재봉기 (Single Needle Lockstitch Machine) | 자동 사절 기능 및 디지털 장력 제어 모델 권장 |
| 주요 모델 | Juki DDL-9000C, Brother S-7300A, Sunstar KM-250 | 고속 및 정밀 장력 제어 모델 |
| 전용 부속 | 콘실 전용 노루발 (Invisible Zipper Foot) | 플라스틱(S518N), 금속(P36LN/P36N) |
| 바늘 시스템 | DB×1 (원단에 따라 #7 ~ #14 선택) | 박지(Chiffon) #7~9, 중지(TR/Wool) #11~14 |
| 표준 SPI | 12 ~ 16 SPI (Stitches Per Inch) | 원단 두께 및 지퍼 테이프 밀도에 따라 조정 |
| 실 구성 | 바늘실(Needle Thread) / 밑실(Bobbin Thread) | 주로 40/2, 50/2, 60/2 코아사 사용 |
| 밑실 장력 | 20 ~ 25g (Towa Tension Gauge 기준) | 일반 본봉(30-35g)보다 약간 느슨하게 세팅 |
| 최대 봉제 속도 | 4,000 ~ 5,000 spm | 실제 현장 권장 속도: 1,800 ~ 2,200 spm |
| 횡방향 강도 | 200N ~ 400N (3호 기준) | ISO 16822 / ASTM D2061 기준 준수 |
| 적합 원단 | 경량 직물(Silk, Chiffon) ~ 중량 직물(Wool, Tweed) | 극후물용으로는 내구성 문제로 제한적 사용 |
¶ 적용 분야
콘실지퍼는 의류의 심미성을 극대화해야 하는 부위에 광범위하게 사용되며, 업종과 용도에 따라 봉제 사양(SPI, 실 종류)이 달라진다.
- 여성 의류 (High-End Fashion):

- **원피스 및 이브닝 드레스**: 뒷중심(Center Back) 또는 옆선(Side Seam)에 적용. 실크나 쉬폰 같은 박지에는 #7~9 바늘과 60/2 코아사를 사용하며, 14~16 SPI의 촘촘한 땀수로 봉제하여 지퍼의 울렁임(Puckering)을 최소화한다.

- **스커트 및 슬랙스**: 허리 밴드(Waistband)부터 엉덩이선까지 이어지는 개폐부에 사용. 주로 #11 바늘과 50/2 실을 사용하며, 12~14 SPI가 표준이다.

- 스포츠웨어 및 아웃도어 (Performance Wear):

- **사이클링 저지 및 러닝 셔츠**: 뒷면 수납 포켓에 적용. 땀에 의한 부식을 방지하기 위해 플라스틱 슬라이더를 선호하며, 활동성을 고려해 신축성이 있는 니트 테이프(Knit Tape) 콘실지퍼를 사용한다.

- **요가복/레깅스**: 허리 밴드 안쪽의 히든 포켓(Key Pocket)에 적용. 피부 마찰을 줄이기 위해 가장 얇은 2호 또는 3호 사이즈가 주로 쓰인다.

- 가방 및 잡화 (Bags & Accessories):

- **백팩 및 여행용 가방**: 등판과 맞닿는 부분의 '도난 방지용 히든 포켓'에 필수적으로 사용된다. 외부 노출이 없어 칼로 찢기 어렵고 보안성이 높다. 가방용은 내구성을 위해 #14~16 바늘과 10~12 SPI로 튼튼하게 박음질한다.

- 홈 텍스타일 및 기타 (Home Textile):

- **고급 쿠션 및 침구**: 커버의 하단부에 적용되어 솜을 넣은 후 지퍼가 보이지 않게 마감한다. 세탁 시 지퍼 슬라이더가 다른 세탁물을 손상시키지 않는 장점이 있다.

¶ 주요 결함 및 해결 방안 (Root Cause Analysis)
- 지퍼 이빨 노출 (Teeth Visible)
- 원인: 봉제선이 지퍼 이빨 뿌리에서 너무 멀리 떨어져 박힘. 노루발 홈이 이빨을 제대로 가이드하지 못함.
- 해결: 콘실 전용 노루발의 홈 간격을 확인하고, 바늘 위치를 이빨에 최대한 밀착(약 0.1~0.2mm 간격)되도록 미세 조정. 현장 노하우로는 노루발 왼쪽/오른쪽 홈의 마모 상태를 먼저 점검해야 함.
- 슬라이더 작동 불량 및 씹힘 (Slider Jamming)
- 원인: 봉제선이 지퍼 이빨을 침범하여 박혔거나, 원단 가장자리의 실밥이 이빨 사이에 끼임.
- 해결: 이빨을 씹지 않도록 간격을 재조정하고, 봉제 전 오버록 처리된 원단 끝의 실밥을 깨끗이 정리. 특히 얇은 원단은 지퍼 테이프 끝단이 말려 들어가지 않도록 주의.
- 스네이크 현상/우글거림 (Puckering & Waving)
- 원인: 지퍼 테이프와 원단 사이의 이송 차이(Differential Feed) 불일치 또는 과도한 실 장력.
- 해결: 노루발 압력을 낮추고, 바늘실 장력을 완화. 지퍼 부위에 실크 심지(Interlining)를 부착하여 원단 늘어남 방지. Towa 게이지 기준 밑실 장력을 20g 수준으로 낮추는 것이 효과적임.
- 지퍼 하단 터짐 (Bottom Stop Failure)
- 원인: 지퍼 하단 멈춤 장치(Bottom Stop) 부근의 도메(Bartack) 처리 미흡으로 인한 하중 집중.
- 해결: 지퍼 끝부분을 본봉으로 2-3회 확실히 되박음질하거나, 전용 바텍 기계로 보강 처리. 지퍼 끝단 시접을 원단에 고정하는 'U자형' 보강 봉제 권장.
- 좌우 단차 발생 (Misalignment)
- 원인: 좌우 지퍼 테이프 봉제 시 시작점(Start Point)이 일치하지 않거나 원단이 밀림.
- 해결: 봉제 전 원단에 정확한 노치(Notch)를 표시하고, 수용성 양면테이프 또는 시침핀으로 가고정 후 작업. 특히 허리선(Waist line)이 있는 경우 지퍼 테이프에 초크로 위치를 미리 표시할 것.
¶ 품질 검사 기준 (AQL 2.5 기준)
- 은폐성 검사: 지퍼를 완전히 닫았을 때 정면에서 지퍼 테이프나 이빨이 노출되지 않아야 함. (허용 오차: 0.5mm 이내)
- 슬라이딩 부드러움: 슬라이더 작동 시 걸림이 없어야 하며, 작동 하중이 일정해야 함. (YKK 기준 작동력 테스트 통과 필수)
- 수평 정렬: 허리선(Waist Line)이나 가로 절개선이 지퍼를 중심으로 좌우 수평이 완벽하게 맞아야 함. (허용 오차: ±1.0mm 이내)
- 강도 테스트: 지퍼 테이프와 원단 결합 부위를 좌우로 당겼을 때 실 터짐이나 원단 미어짐(Seam Slippage)이 없어야 함. (ASTM D2061 횡방향 인장 강도 기준 준수)
- 외관 검사: 지퍼 끝부분의 마무리가 깔끔하며, 슬라이더에 스크래치나 도금 불량이 없는지 확인.
- 색상 일치(Color Matching): 원단과 지퍼 테이프의 색상 차이가 D65 광원 아래에서 Gray Scale 4급 이상이어야 함.
¶ 공장 현장 은어 및 다국어 명칭
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 콘실지퍼 | Konsil Jipeo | 현장 표준 용어 (YKK 상표명 유래) |
| 한국어 (KR) | 숨은지퍼 | Sumeun Jipeo | 은폐지퍼의 순화어 |
| 일본어 (JP) | コンシール | Konshīru | 일본 현장 공통어 |
| 일본어 (JP) | ムシ | Mushi | 지퍼 이빨(Teeth)을 지칭하는 은어 |
| 베트남어 (VN) | khóa kéo ẩn | khóa kéo ẩn | 숨겨진 지퍼 (표준어) |
| 베트남어 (VN) | dây kéo giọt nước | dây kéo giọt nước | 슬라이더가 물방울 모양이라 붙여진 현장 은어 |
| 베트남어 (VN) | Con-si-lo | Con-si-lo | '콘실'의 베트남식 현장 발음 |
| 중국어 (CN) | 隐形拉链 | Yǐnxíng lāliàn | 인형(Invisible) 라련(Zipper) |
| 중국어 (CN) | 尼龙拉链 | Nílóng lāliàn | 나일론 지퍼 (소재에 따른 분류) |
¶ 장비 세팅 및 공정 가이드
- 노루발 선택:
- 플라스틱 노루발 (S518N): 원단 손상이 적고 유연하여 얇은 원단(Chiffon, Silk)에 적합. 열에 약하므로 고속 봉제 시 마찰열 주의.
- 금속 노루발 (P36LN/P36N): 두꺼운 원단이나 고속 작업 시 직진성이 우수하며 내구성이 높음. 바늘 구멍과의 정렬이 틀어지면 바늘 부러짐 사고 발생 위험.
- 다림질 공정 (Pre-pressing): 봉제 전 지퍼 이빨을 뒤집어 저온 다림질(120°C~140°C)로 살짝 펴주면, 노루발 홈에 이빨이 더 깊게 안착되어 바늘이 이빨 뿌리까지 최대한 밀착될 수 있음. 폴리에스터 소재 테이프의 경우 고온에서 수축할 수 있으므로 반드시 온도 조절 필요.
- 장력 설정: 콘실지퍼는 일반 지퍼보다 약간 느슨한 장력이 권장됨. 장력이 너무 강하면 지퍼 라인이 굴곡지는 '스네이크 현상'이 발생함. 디지털 재봉기(DDL-9000C 등) 사용 시 액티브 텐션 기능을 활용해 지퍼 구간만 장력을 10% 하향 조정하는 것이 기술적 팁임.
- 이송 조정: 톱니(Feed Dog)의 높이를 약간 낮추어(약 0.8mm) 지퍼 테이프가 원단보다 먼저 밀려 나가는 현상을 방지. 상하차동(Top and Bottom Feed) 기종을 사용하면 더욱 안정적인 품질 확보 가능.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목 및 부속
- 콘실 노루발 (Invisible Zipper Foot): 지퍼 이빨을 가이드하는 두 개의 홈이 파여 있는 전용 부속. 홈의 깊이와 폭에 따라 3호용, 5호용으로 구분됨.
- 지퍼 테이프 (Zipper Tape): 콘실지퍼는 주로 얇은 니트(Knit) 테이프를 사용하여 유연성을 확보함. 직조(Woven) 테이프는 신축성이 적어 정장류에 적합함.
- 슬라이더 (Slider): 콘실용 슬라이더는 일반용보다 크기가 작고 납작하며, 손잡이가 물방울 모양인 경우가 많음. 자동 잠금(Auto-lock) 기능이 내장되어 있어 임의로 열리지 않음.
- 실크 심지 (Silk Interlining): 얇은 원단의 지퍼 부위가 늘어나거나 우는 것을 방지하기 위해 부착하는 1cm~1.5cm 폭의 접착 심지. 바이어스 방향 원단 봉제 시 필수적임.
- 지퍼 스토퍼 (Zipper Stop): 지퍼의 상단과 하단에서 슬라이더가 빠지지 않게 잡아주는 금속 또는 플라스틱 부품. 콘실지퍼는 하단 멈춤쇠가 테이프 안쪽에 숨겨져 있음.
¶ 실전 트러블슈팅 가이드 (현장 노하우)
- "지퍼가 잘 안 올라가요" (슬라이더 뻑뻑함):
- 체크 1: 봉제선이 이빨에 너무 바짝 붙었는지 확인. (바늘 위치를 0.1mm 바깥으로 이동)
- 체크 2: 지퍼 하단 도메(Bartack)가 슬라이더 통로를 막고 있는지 확인.
- 체크 3: 실크 심지의 접착제가 녹아 이빨에 묻었는지 확인. (휘발유로 세척)
- "지퍼 라인이 뱀처럼 휘어요" (Puckering):
- 체크 1: 지퍼 테이프를 당기면서 박지 않았는지 확인. (테이프는 자연스럽게 놓고 원단을 살짝 밀어넣듯 봉제)
- 체크 2: 밑실 장력이 너무 강한지 확인. (Towa 게이지로 20g 이하로 조정)
- 체크 3: 바늘이 너무 굵은지 확인. (#11 이상은 얇은 원단에서 우글거림의 원인)
- "지퍼를 닫았는데 이빨이 보여요" (Exposure):
- 체크 1: 노루발 홈이 이빨을 충분히 펴주고 있는지 확인. (노루발 압력을 높이거나 이빨을 미리 다림질로 펴줌)
- 체크 2: 바늘 위치가 이빨 뿌리에서 멀리 떨어졌는지 확인. (노루발 조절 나사를 이용해 바늘 쪽으로 밀착)
- "봉제 후 지퍼 끝이 툭 튀어나와요" (Tail Bulge):
- 체크 1: 지퍼 하단 끝부분 처리가 너무 급격하게 끝났는지 확인. (지퍼 끝 2~3cm는 완만한 곡선으로 시접 쪽으로 빼내어 봉제)
- 체크 2: 지퍼 끝단에 고정 도메가 누락되었는지 확인.
¶ 대체 기법과의 비교
| 비교 항목 | 콘실지퍼 (Invisible) | 일반 코일 지퍼 (Visible) | 방수 지퍼 (Water-repellent) |
|---|---|---|---|
| 외관 | 봉제선만 보임 (은폐) | 이빨과 테이프 노출 | 무광/유광 필름 코팅 노출 |
| 봉제 난이도 | 높음 (전용 노루발 필수) | 보통 | 보통 (방수 노루발 권장) |
| 내구성 | 낮음 (이빨이 얇음) | 높음 | 높음 (필름 박리 주의) |
| 주요 용도 | 드레스, 정장, 고급 슬랙스 | 캐주얼 의류, 가방 | 아웃도어, 기능성 의류 |
| 슬라이더 구조 | 반전형 (뒤집혀 있음) | 정방향 | 정방향 (코팅면 주행) |
¶ 보관 및 취급 주의사항 (Storage & Handling)
- 보관 환경: 직사광선과 고온다습한 환경을 피해야 한다. 나일론 코일이 열에 의해 변형되거나 테이프의 색상이 변할 수 있다.
- 세탁 및 드라이클리닝: 지퍼를 반드시 닫은 상태에서 세탁망을 사용하여 세탁해야 한다. 열린 상태로 세탁 시 이빨이 다른 세탁물에 걸려 파손될 위험이 크다.
- 다림질: 지퍼 위에 직접 고온의 다리미를 대지 않아야 한다. 반드시 헝겊을 덮고 저온(120°C 이하)에서 다림질해야 슬라이더와 이빨의 변형을 막을 수 있다.
¶ 미검증 사항 및 주의사항
- 내열성 한계: 일부 저가형 콘실지퍼의 경우 150°C 이상의 고온 다림질 시 이빨이 변형되어 슬라이더 작동이 불가능해질 수 있음 (미검증 브랜드 주의).
- 화학적 반응: 형광 증백제가 포함된 세제 사용 시 지퍼 테이프와 원단 간의 이염(Color Migration) 발생 가능성이 보고됨.
- 자동 봉제기 효율: 최근 도입되는 자동 콘실지퍼 봉제기의 경우, 곡선 구간(엉덩이선 등)에서의 은폐율이 숙련공의 수동 작업보다 낮을 수 있다는 현장 의견이 있음 (미검증/개별 공장 설비 차이 존재).