
하미다시 (Piping Edge / viền nổi / 食み出し)
¶ 개요
하미다시(Piping Edge)는 두 장의 원단 사이에 별도로 제작된 파이핑 테이프(Piping Tape) 또는 심지(Cord)를 감싼 바이어스 원단을 끼워 넣어 봉제하는 장식 및 보강 기법이다. 일본어 '食み出し(하미다시, 비어져 나옴)'에서 유래한 현장 용어로, 봉제선 외부로 파이핑의 둥근 테두리가 일정하게 노출되는 것이 특징이다. 제품의 입체감을 살리고 솔기(Seam)의 내구성을 강화하며, 마찰이 잦은 모서리 부위의 마모를 방지하는 기능적 목적과 디자인적 포인트를 동시에 충족한다.
물리적 메커니즘 측면에서 하미다시는 단순한 장식을 넘어 제품의 '구조적 뼈대' 역할을 수행한다. 특히 가방이나 신발과 같이 형태 유지가 중요한 제품군에서는 내부 심지가 일종의 프레임(Frame) 역할을 하여, 외부 압력에도 원단이 무너지지 않게 지지한다. 이는 평면적인 봉제(Plain Seam)가 가질 수 없는 입체적 강성을 부여한다.
대체 기법인 바인딩(Binding)이 원단의 끝단을 감싸서 마감하는 '외부 노출형' 방식이라면, 하미다시(Piping)는 두 원단 사이에 매립되어 경계선을 강조하는 '삽입형' 방식이다. 바인딩은 시접 처리가 주 목적이지만, 하미다시는 시접의 강도 보강과 선의 미학을 동시에 추구한다. 또한, 일반적인 스티치(Topstitching)와 비교했을 때, 하미다시는 물리적인 볼륨감을 형성하므로 빛의 각도에 따른 음영 효과가 뛰어나 고급 맞춤복이나 프리미엄 가죽 제품에서 필수적으로 선택되는 사양이다. 산업 현장에서는 파이핑의 노출 폭이 0.1mm만 어긋나도 제품 전체의 균형이 깨진 것으로 간주할 만큼 정밀도가 요구되는 공정이다.
¶ 기술적 정의 및 메커니즘
하미다시는 단순한 끝단 처리(Edge Finishing)를 넘어 구조적 보강재 역할을 수행한다. ISO 4915 스티치 분류에 따라 주로 Class 301(본봉)이 사용되나, 신축성이 필요한 니트 의류나 대량 생산 공정에서는 Class 401(이중 사슬 스티치) 또는 Class 504(3사 오버록)를 응용하여 고정하기도 한다.
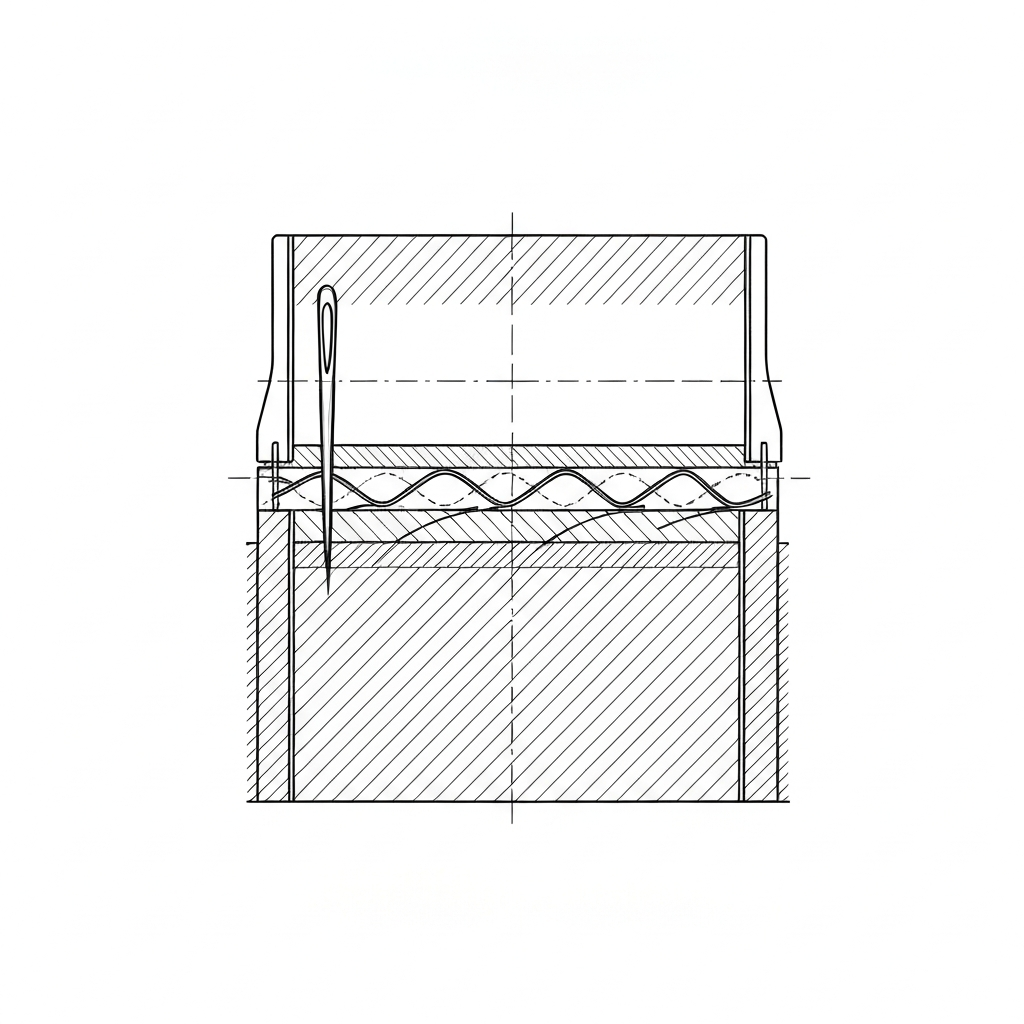
봉제 시 파이핑 심지의 직경에 최적화된 전용 노루발(Piping Foot)과 가이드(Folder/Rappa)의 사용이 필수적이며, 바늘이 심지를 관통하지 않으면서도 최대한 심지에 밀착하여 봉제되어야 완성 후 파이핑이 흔들리지 않고 견고하게 고정된다.
기술적으로 하미다시는 '삼중 구조의 마찰 제어' 메커니즘을 가진다. 상판 원단, 파이핑 테이프, 하판 원단이라는 세 층의 재료가 동시에 이송되어야 하므로, 각 층의 마찰 계수 차이로 인한 '층간 밀림(Ply Shift)'이 발생하기 쉽다. 이를 해결하기 위해 산업용 재봉기에서는 상하 이송(Compound Feed) 또는 차동 이송(Differential Feed) 장치를 통해 세 층의 속도를 동기화한다. 특히 바이어스(Bias) 방향으로 재단된 파이핑 외피는 인장 강도가 약해지기 쉬우므로, 봉제 시 가해지는 장력(Tension)이 파이핑의 최종 직경과 직진성에 결정적인 영향을 미친다.
역사적으로 이 기법은 일본의 고급 양복 공정에서 '테이핑(Taping)' 기술과 결합하여 발전하였으며, 한국의 봉제 전성기를 거쳐 현재 베트남과 중국의 대형 공장으로 전파되었다. 한국 공장에서는 정밀한 손맛을 강조하는 '편노루발' 숙련공 위주의 작업이 주를 이루는 반면, 베트남 공장은 대량 생산을 위해 자동 파이핑 공급 장치(Automatic Piping Feeder)와 정밀 랍빠(Folder)를 결합한 모듈형 공정을 선호한다. 중국 공장의 경우, 원가 절감을 위해 심지와 외피가 이미 접착된 '기성 파이핑(Ready-made Piping)'을 대량 구매하여 투입하는 경향이 강하다.
¶ 상세 사양표
| 항목 | 기술 사양 (Technical Specification) | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (Lockstitch), Class 401 (Chainstitch), Class 516 (Safety Stitch) | 공정별 선택 |
| 주요 재봉기 모델 | Juki DDL-9000C, Juki LU-1508 (중량물), Brother S-7250A, Siruba L720 | 검증 완료 |
| 바늘 시스템 | DB×1 (#11~#14, 의류), DP×17 (#18~#23, 가방/가죽), DC×27 (오버록) | 규격 준수 |
| 스티치 밀도 (SPI) | 의류: 10~14 SPI / 가방 및 잡화: 6~10 SPI | 표준 범위 |
| 실 구성 (Thread) | 상사: 코아사 30's~45's / 하사: 코아사 또는 필라멘트사 | 내구성 고려 |
| 최대 봉제 속도 | 일반 본봉: 4,000~5,000 spm / 상하이송(Walking Foot): 2,000~2,500 spm | 실무 한계치 |
| 파이핑 심지 소재 | 면사(Cotton Cord), 폴리에스테르 로프, PVC/PE 플라스틱 심지 | 용도별 상이 |
| 적합 노루발 | 편노루발(Hinged Cording Foot), 홈 노루발(Grooved Piping Foot) | 전용 장비 |
| 하사 장력 (Towa) | 의류: 20~25gf / 가방 및 가죽: 35~50gf | 정밀 측정치 |
| 심지 직경 범위 | 의류용: 1.0mm ~ 3.0mm / 가방 및 가구용: 3.0mm ~ 8.0mm | 표준 규격 |
| 노루발 압력 (Oshi) | 3.5kgf ~ 5.0kgf (원단 두께에 따라 가변) | 미검증(현장 추정치) |
¶ 적용 분야 (Application)
하미다시 기법은 산업군에 따라 요구되는 물리적 특성과 심미적 기준이 상이하다.
-
의류 (Apparel)
- 파자마 및 홈웨어: 칼라(Collar) 테두리, 소매 끝단(Cuff), 앞여밈(Placket) 라인에 적용. 주로 1.5mm 내외의 얇은 면 심지를 사용하여 피부 닿는 촉감을 부드럽게 유지한다. (SPI: 12~14)
- 스포츠웨어 및 트랙수트: 상의 어깨선부터 소매까지 이어지는 사이드 라인, 바지의 옆솔기(Side Seam). 신축성이 중요하므로 니트 바이어스 테이프와 401 체인스티치를 주로 사용한다.
- 정장 및 예복: 턱시도의 라펠(Lapel) 경계, 포켓 입구(Besom Pocket). 실크나 새틴 소재의 파이핑을 사용하여 은은한 광택감을 부여한다.
- 유니폼: 경찰, 군인, 항공사 승무원 제복의 견장(Epaulet) 및 모자 테두리. 조직의 정체성을 나타내는 배색 파이핑이 주로 사용된다.
-
가방 및 잡화 (Bags & Luggage)
- 백팩 및 데이팩: 메인 패널과 사이드 패널이 만나는 조인트 부위. 3.0mm 이상의 PVC 심지를 사용하여 가방이 비어 있어도 형태가 무너지지 않게 한다. (SPI: 7~9)
- 핸드백: 바닥면(Bottom) 테두리. 마찰이 가장 심한 부위이므로 가죽 바이어스로 보강된 파이핑을 사용하여 내마모성을 극대화한다.
- 지갑 및 파우치: 내부 칸막이 마감. 시접을 숨기면서도 얇은 두께를 유지해야 하므로 심지 없이 원단만 접은 '공(空) 파이핑'을 쓰기도 한다.
-
가구 및 인테리어 (Upholstery)
- 소파 및 쿠션: 대형 쿠션의 사각 테두리. 5.0mm 이상의 굵은 폴리에스테르 로프를 심지로 사용하여 볼륨감을 강조한다.
- 침대 매트리스: 상하판 연결부. 고속 오버록(Class 516)과 파이핑 랍빠를 결합하여 대량 생산한다.
-
자동차 내장재 (Automotive)
- 카시트: 시트의 등받이와 엉덩이 받침 연결부. 승하차 시 발생하는 강한 마찰을 견뎌야 하므로 고강도 나일론 실과 내열성 PVC 심지를 사용한다.
- 도어 트림 및 대시보드: 가죽 감싸기 공정에서 절개선을 숨기고 디자인 포인트를 줄 때 사용한다. 에어백 전개 부위의 파이핑은 전개 시 방해가 되지 않도록 특수 약화 스티치(Weakened Stitch) 설계를 병행한다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 파이핑 씹힘 (Piping Catch)
- 원인: 노루발 홈과 심지 직경 불일치로 인해 바늘이 심지를 직접 관통함.
- 해결: 심지 두께에 맞는 전용 홈 노루발로 교체하고 가이드 위치를 재설정함. 현장에서는 노루발 홈을 줄(File)로 미세하게 갈아내어 심지 통로를 최적화하기도 함.
- 심지 노출 및 유동 (Cord Exposure/Looseness)
- 원인: 봉제선이 심지에서 너무 멀게 형성되어 파이핑 내부 공간이 남음.
- 해결: 바늘 위치를 심지 쪽으로 밀착(Close-up)시키고, 노루발 압력(Presser Foot Pressure)을 높여 원단 밀림을 방지함. Towa 장력계 기준 하사 장력을 5gf 정도 상향 조정.
- 곡선부 우글거림 (Puckering at Curves)
- 원인: 파이핑 테이프의 장력이 본판보다 강하거나 시접 분량이 과다함.
- 해결: 곡선 구간에서 파이핑 테이프에 여유(Ease)를 주고, 시접 부위에 가위집(Notch)을 넣어 유연성을 확보함. 특히 'R'값이 작은 코너에서는 파이핑 심지에 칼집을 내어 굴곡 저항을 줄임.
- 단차 및 이송 불량 (Uneven Feeding)
- 원인: 상하 원단과 파이핑지의 두께 차이로 인한 층간 밀림 현상 발생.
- 해결: 상하이송(Walking Foot) 또는 차동 이송(Differential Feed) 기능을 활용하여 공급 속도를 동기화함. 톱니(Feed Dog)의 경사도를 조정하여 후방 이송력을 강화.
- 스티치 건너뜀 (Skipped Stitches)
- 원인: 파이핑의 급격한 두께 변화로 인해 바늘이 굴곡되거나 타이밍이 어긋남.
- 해결: 바늘 호수를 상향 조정하고, 바늘과 가마(Hook) 사이의 간극(Clearance)을 0.05mm 이내로 정밀 조정함. 바늘 판(Needle Plate)의 구멍 크기가 너무 크면 원단이 빨려 들어가므로 적정 사이즈로 교체.
- 파이핑 뒤틀림 (Torque/Twisting)
- 원인: 파이핑 테이프 재단 시 바이어스(Bias) 각도가 맞지 않거나 권취 장력이 불균일함.
- 해결: 반드시 정확한 45도 바이어스 재단물을 사용하고, 자동 공급 장치의 장력을 일정하게 유지함. 재단 시 식서(Selvedge) 방향과의 각도를 재확인.
- 테라(Tera) 발생 (Presser Mark)
- 원인: 노루발 압력이 너무 강하거나 열에 약한 소재(합성피혁 등) 사용 시 노루발 자국이 남음.
- 해결: 테플론 노루발을 사용하거나 노루발 바닥에 보호 테이프를 부착. 스팀 온도를 낮추고 다림질 시 천을 덧댐.
¶ 품질 검사 기준 (Quality Control)
- 노출 폭의 균일성: 전체 구간에서 노출되는 파이핑 폭의 편차가 ±0.5mm 이내일 것. (고급 가죽 제품은 ±0.3mm 이내)
- 심지 고정력: 파이핑 끝단을 강하게 당겼을 때 내부 심지가 빠지거나 겉감이 헛돌지 않아야 함.
- 조인트(Joint) 처리: 파이핑 테이프 연결 부위의 겹침(Overlap)이 매끄러워야 하며, 두께가 급격히 두꺼워져 바늘 부러짐이나 스티치 불량이 없어야 함. 연결부는 보통 45도 사선 이음(Scarf Joint)을 권장.
- 색상 일치성 (Color Matching): 디자인 사양에 따라 본판과 파이핑 테이프 간의 이색(Lot 차이) 여부를 D65 표준 광원 아래에서 확인.
- 곡선부 대칭성: 좌우 대칭 제품(예: 신발, 가방)의 경우 곡선 시작점과 끝점의 파이핑 위치가 일치해야 함.
- 심지 끝단 수축: 세탁 후 내부 심지가 수축하여 파이핑 끝이 우글거리는지 확인 (사전 수축 처리 여부 검사).
¶ 현장 용어 및 은어 (Glossary)
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 하미다시 | 일본어 유래, 현장 실무에서 가장 많이 사용됨 |
| 한국어 | 파이핑 | 기술 문서 및 공식 사양서용 표준어 |
| 일본어 | 食み出し (Hamidashi) | '비어져 나오다'는 뜻으로 파이핑의 형태적 특징을 묘사 |
| 베트남어 | viền nổi | '돌출된 테두리'라는 의미로 현장 작업지시서에 표기 |
| 중국어 | 嵌条边 (Qiàntiáo biān) | '끼워 넣는 띠 형태의 가장자리'라는 기술적 표현 |
| 현장 은어 | 랍빠 (Rappa) | 파이핑을 자동으로 접어 공급하는 폴더(Folder) 장치를 지칭 |
| 현장 은어 | 오시 (Oshi) | 노루발 압력을 의미하며, 파이핑 고정력을 조절할 때 사용 |
| 현장 은어 | 데라 (Tera) | 파이핑 작업 시 발생하는 광택이나 눌림 자국 (주로 부정적 의미) |
| 현장 은어 | 시리 (Shiri) | 파이핑의 끝단 처리 혹은 마무리 공정 |
| 현장 은어 | 가마 (Kama) | 재봉기의 북집/가마 부위, 장력 조절의 핵심 |
| 현장 은어 | 하마치 (Ha-machi) | 파이핑 작업 시 원단 끝이 맞지 않고 어긋나는 현상 |
¶ 장비 세팅 가이드 (Setup Guide)
- 노루발 선정: 심지 직경보다 약 0.2mm 큰 홈이 파여진 노루발을 선택하여 원활한 이송과 밀착 봉제를 동시에 확보한다. 가죽 작업 시에는 흠집 방지를 위해 테플론(Teflon) 코팅 노루발을 사용한다.
- 장력 조절: 파이핑 테이프가 본판보다 약 5~10% 정도 더 팽팽하게 공급되도록 장력을 설정한다. 이는 완성 후 파이핑이 바깥으로 뒤집히는 '뒤집힘 현상'을 방지한다. Towa 장력계로 상사 장력을 측정하여 일관성을 유지한다.
- 바늘 선정: 두꺼운 심지를 사용하는 가방 공정에서는 마찰열로 인한 실 끊어짐을 방지하기 위해 티타늄 코팅 바늘(예: Organ KN/SF 타입)을 권장한다. 바늘 끝 모양은 원단 종류에 따라 R(일반), SPI(초박단), LR(가죽 사선) 등을 선택한다.
- 이송 톱니 조정: 파이핑의 두께로 인해 노루발이 들리는 것을 감안하여 톱니 높이를 표준보다 0.1~0.2mm 높게 설정하여 이송력을 보강한다. 톱니의 피치(Pitch)는 원단에 자국이 남지 않는 선에서 최대한 촘촘한 것을 선택한다.
- 속도 제어: 직선 구간에서는 최대 속도를 유지하되, 곡선 및 조인트 구간에서는 자동 감속 기능을 설정하여 정밀도를 높인다. (Juki DDL-9000C의 경우 구간별 속도 프로그래밍 활용)
- 랍빠(Folder) 정렬: 바늘 구멍과 랍빠의 배출구가 일직선상에 놓이도록 정밀 세팅한다. 좌우 편차가 발생하면 파이핑 노출 폭이 불균일해진다.
¶ 공정 흐름도 (Process Flow)
¶ 실전 기술 노하우 (Expert Tips)
- 심지 끝단 처리: 가방 파이핑의 시작과 끝이 만나는 지점에서는 내부 심지를 약 10mm 정도 잘라내어 외피만 겹치게 함으로써 두께 단차를 최소화한다. 이를 '심지 깎기'라고 부른다.
- 바이어스 각도의 중요성: 45도 바이어스가 아닌 식서 방향으로 파이핑을 만들면 곡선에서 원단이 울거나 터지는 현상이 발생한다. 신축성이 없는 직물일수록 바이어스 각도 준수는 필수적이다.
- 열처리 활용: PVC 심지를 사용하는 경우, 겨울철 낮은 기온에서 심지가 딱딱해져 봉제가 어려울 수 있다. 이때는 적외선 램프나 히팅 가이드를 사용하여 심지를 약간 부드럽게 만든 후 봉제하면 품질이 안정된다.
- 실 선택의 팁: 파이핑은 마찰이 집중되는 부위이므로 일반 면사보다는 내마모성이 강한 나일론 고강력사나 코아사를 사용하는 것이 제품 수명 연장에 유리하다.
- 수축률 관리: 원단과 심지의 수축률이 다를 경우 세탁 후 파이핑 부위만 뒤틀릴 수 있다. 대량 생산 전 반드시 세탁 테스트(Washing Test)를 거쳐 수축률을 동기화해야 한다.
¶ 관련 항목 (Related Topics)
- 바이어스 테이프 (Bias Tape): 파이핑의 외피를 만들기 위한 45도 재단 원단.
- 랍빠 (Folder/Binder): 파이핑을 형성하고 위치를 잡아주는 핵심 보조 장치.
- 상하이송 (Walking Foot): 두꺼운 파이핑 공정에서 필수적인 이송 방식.
- 심지 (Piping Cord): 파이핑의 볼륨감을 결정하는 내부 충전재.
- 프렌치 심 (French Seam): 파이핑과 유사하게 시접을 깔끔하게 처리하는 고급 봉제 기법.
- 웰팅 (Welting): 가구 봉제에서 파이핑과 혼용되어 사용되는 용어.