¶ 용어 정의 및 개요
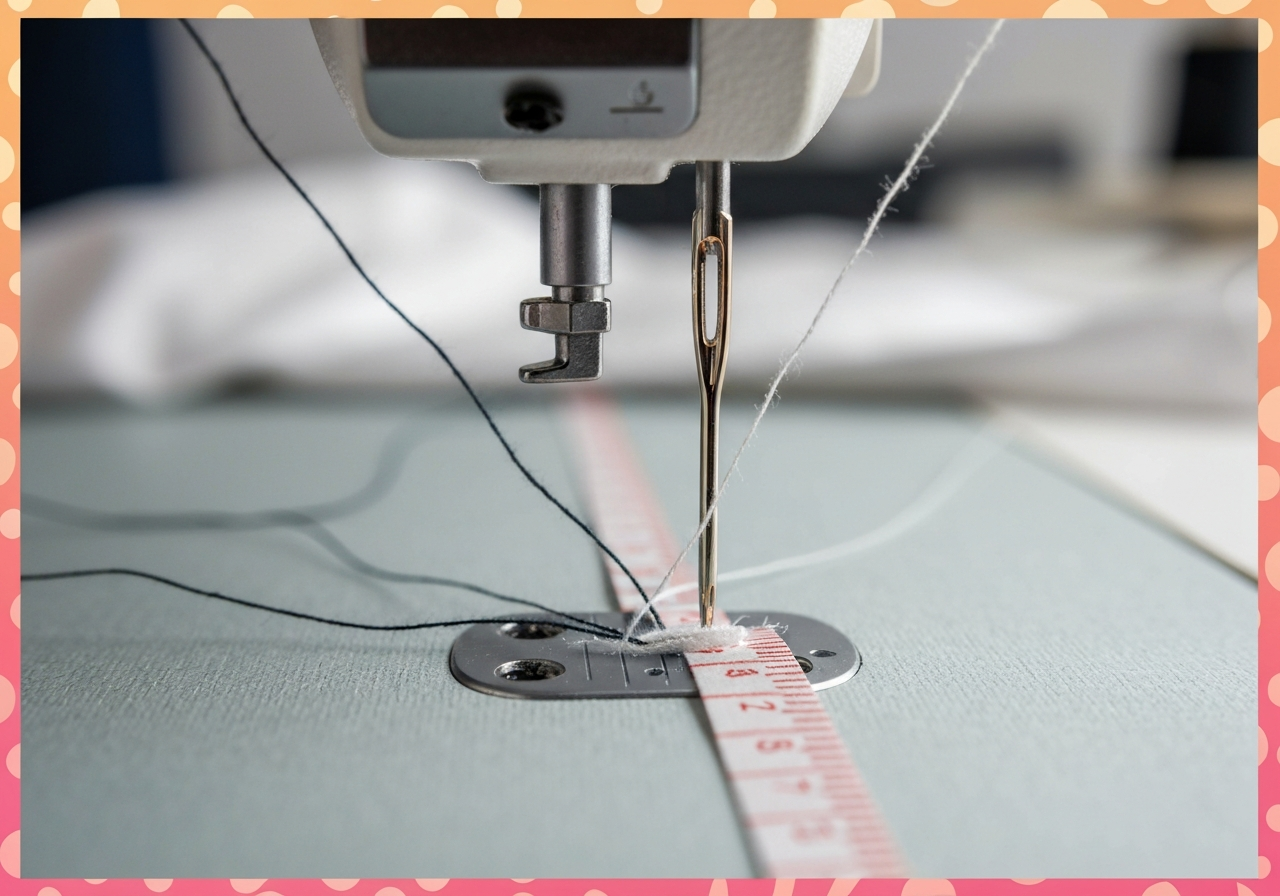
발수사(Anti-wicking Thread)는 모세관 현상(Capillary action)에 의해 봉제선을 따라 수분이 침투하는 것을 방지하기 위해 특수 발수 가공(Water-repellent finish) 처리가 된 기능성 재봉사입니다. 일반적인 재봉사는 섬유 사이의 미세한 공극을 통해 외부의 수분을 흡수하여 제품 내부로 전달하는 '심지 현상(Wicking)'을 일으키지만, 발수사는 실의 개별 필라멘트 표면에 실리콘(Silicone), 파라핀(Paraffin), 또는 최신 환경 규제에 맞춘 불소계(PFC-free, C0) 화합물을 코팅하여 수분 흡수를 원천적으로 차단합니다.
이 기술은 단순히 실 표면에 물방울이 맺히게 하는 것을 넘어, 바늘이 원단을 통과하며 생기는 구멍(Needle hole)을 실의 부피와 발수 코팅층이 물리적으로 메워주는 역할까지 수행합니다. 물리적으로 발수사는 '낮은 표면 에너지(Low Surface Energy)' 원리를 이용합니다. 액체의 표면 장력보다 실 표면의 에너지를 낮게 설정함으로써 물분자가 섬유 내부로 침투하지 못하고 구형으로 맺혀 굴러떨어지게 만듭니다. 이는 특히 고압의 수중 환경이나 장시간 우천 노출 시 봉제선이 젖어 무거워지는 현상을 방지하고, 내부 충전재(다운, 패딩 등)의 보온성을 유지하는 결정적인 역할을 합니다. 주로 심실링(Seam Sealing) 테이프 처리가 불가능한 복잡한 곡선 부위나 고기능성 아웃도어, 자동차 내장재의 방수 성능 유지를 위해 필수적으로 사용됩니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301(본봉), 401(체인), 504(오버록), 602(커버스티치) | 전 스티치 적용 가능 |
| 적용 기계 유형 | 고속 본봉기, 타카(Bartack), 2침 본봉기, 암형 피드오프더암 | 자동 사절기 권장 |
| 주요 권장 모델 | Juki DDL-9000C, Brother S-7300A, Durkopp Adler 867, Juki LH-3500 | 고부하 공정 포함 |
| 바늘 시스템 | DB×1, DP×5, 134-35, SERV7, MR(Multidirectional) | 원단 두께에 따라 선정 |
| 표준 SPI 범위 | 8 ~ 12 SPI (땀수가 너무 조밀하면 원단 손상으로 누수 발생) | 공정 표준 준수 |
| 실 구성 (Composition) | Polyester Filament 또는 Corespun (Poly/Poly) | 발수 코팅 필수 |
| 최대 봉제 속도 | 3,000 ~ 3,500 spm (코팅제 박리 방지를 위해 제한 권장) | 고속 시 냉각 필요 |
| 적합 원단 | DWR 가공 원단, 고밀도 나일론, GORE-TEX, PVC 코팅 타포린 | 기능성 원단 중심 |
| 실 굵기 규격 (Ticket No.) | Tkt 20, 30, 50, 80, 120 (숫자가 작을수록 굵음) | 용도별 차등 적용 |
| 장력 기준 (Towa Gauge) | 윗실: 120~150g / 밑실: 20~35g | 원단 및 실 굵기에 따라 조정 |
| 발수 등급 (WR Grade) | Grade 4.0 이상 (ISO 4920 기준) | 5.0 만점 기준 |
¶ 주요 적용 분야
발수사는 제품의 방수 신뢰성을 결정짓는 핵심 부자재로, 산업 전반에 걸쳐 다음과 같이 구체적으로 적용됩니다.
¶ 3.1 고기능성 의류 (High-Performance Apparel)
- 다운 재킷(Down Jacket) 및 파카: 퀼팅(Quilting) 공정에서 필수적입니다. 일반사를 사용할 경우 바늘 구멍을 통해 외부 습기가 유입되어 다운(Down)이 뭉치고 보온력이 급격히 저하되나, 발수사는 이를 차단합니다. 특히 셔츠의 옆솔기(Side Seam)나 암홀(Armhole) 부위에 적용하여 땀이나 외부 수분이 솔기를 타고 내부로 번지는 것을 막습니다.
- 레인웨어 및 스키복: 심실링 테이프가 부착되기 어려운 곡선형 절개선, 포켓 입구의 바텍(Bartack) 처리, 지퍼 테이프 봉제 부위에 사용됩니다.
- 사이클링 및 러닝 웨어: 고신축성 원단과 결합하여 격렬한 움직임 속에서도 봉제선이 수분을 흡수해 무거워지거나 피부 마찰을 일으키는 것을 방지합니다.
¶ 3.2 가방 및 수하물 (Bags & Luggage)
- 백팩(Backpack): 가방 상단의 지퍼 주위와 어깨끈(Shoulder Strap) 연결부는 우천 시 물이 가장 많이 고이는 지점입니다. 이 부위에 발수사를 적용하여 내부 수납품(노트북, 전자제품 등)을 보호합니다. 특히 가방 바닥면(Bottom)과 몸판의 접합부는 지면의 습기가 모세관 현상으로 타고 올라올 수 있으므로 반드시 발수사를 사용해야 합니다.
- 드라이백(Dry Bag) 및 방수 파우치: 롤탑(Roll-top) 구조의 봉제 부위에 적용되어 완전 방수를 보조합니다.
- 군용 배낭 및 전술 조끼(MOLLE 시스템): 가혹한 환경에서 수분 흡수로 인한 중량 증가를 억제하여 병사의 피로도를 줄입니다.
¶ 3.3 신발 (Footwear)
- 트레킹화 및 등산화: 갑피(Upper)의 복잡한 레이어 조립 시 사용됩니다. 고어텍스(Gore-Tex) 라이너가 있더라도 외부 갑피 봉제선이 젖으면 투습 성능이 저하되므로, 외부 봉제선 전체에 발수사를 적용하는 것이 표준입니다.
- 러닝화: 신발 앞코(Toe box) 부위의 메쉬와 보강재 접합부에 적용되어 새벽 이슬이나 가벼운 비로부터 발을 보호합니다.
¶ 3.4 자동차 및 모빌리티 (Automotive & Mobility)
- 카시트(Car Seat): 음료를 쏟았을 때 봉제선을 통해 시트 내부 폼(Foam)으로 액체가 스며드는 것을 방지하여 곰팡이 발생과 악취를 예방합니다.
- 컨버터블 소프트탑(Convertible Soft-top): 외부 노출이 잦은 지붕 봉제선에 고내후성 발수사를 사용하여 장기적인 방수 성능을 확보합니다.
- 바이크 시트 및 커버: 실외 주차 시 시트 봉제선으로 물이 스며들어 탑승자의 옷이 젖는 현상을 방지합니다.
¶ 3.5 산업 및 해양용 (Industrial & Marine)
- 요트 돛(Sail) 및 보트 커버: 염분이 섞인 바닷물이 실 내부로 침투하여 섬유를 부식시키는 것을 억제합니다.
- 야외용 가구(Outdoor Furniture): 테라스용 소파 커버나 파라솔 봉제선에 적용되어 내구성을 높입니다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
-
심 리크 (Seam Leak / 누수) - 원인: 실의 발수 등급 미달 또는 바늘 구멍이 실의 굵기보다 너무 커서 발생하는 틈새. - 해결: WR(Water Repellent) 등급이 검증된 실을 사용하고, 바늘 호수를 한 단계 낮추어(예: 14호 → 11호) 구멍 크기를 최소화함. 또한, 원단과 실의 수축률 차이를 확인하여 세탁 후 구멍이 벌어지지 않는지 점검해야 합니다.
-
코팅 박리 및 가루 발생 (Flaking) - 원인: 고속 봉제 시 바늘과의 마찰열로 인해 실 표면의 발수 코팅제가 녹거나 벗겨짐. 이는 가마(Hook) 내부에 쌓여 기계 고장의 원인이 됩니다. - 해결: 봉제 속도를 3,000 spm 이하로 하향 조정하고, 바늘 냉각 장치(Needle Cooler)를 설치하여 마찰열을 제어함. 실 경로에 실리콘 오일을 소량 도포하는 것도 방법입니다.
-
스티치 건너뜀 (Skipped Stitches / 메야토비) - 원인: 발수 코팅제가 바늘 눈(Eye)이나 가마(Hook) 끝에 쌓여 실의 루프(Loop) 형성을 방해함. 특히 불소계 코팅제는 점성이 있어 루프가 불안정해질 수 있습니다. - 해결: 테플론 코팅 바늘(TF Needle)을 사용하여 잔여물 부착을 방지하고, 가마 부위를 에어건으로 수시 청소함. 루프 타이밍을 평소보다 약간 늦게(Late Timing) 설정하여 루프가 충분히 커진 후 가마 끝이 지나가게 조정합니다.
-
장력 불균형 (Tension Inconsistency) - 원인: 발수 가공으로 인해 실의 표면 마찰 계수가 일반 실보다 낮아 장력 조절판에서 미끄러짐. - 해결: 프리텐션(Pre-tension) 가이드를 추가하거나, 장력 다이얼을 평소보다 10~15% 더 조여 균일한 스티치를 형성함. Towa 장력계를 사용하여 수치화된 관리를 수행합니다.
-
퍼커링 (Puckering / 우글거림) - 원인: 발수사의 낮은 신축성과 방수 원단의 고밀도 특성이 충돌하여 발생. 특히 얇은 기능성 원단에서 두드러집니다. - 해결: 노루발 압력을 최소화하고, 차동 이송(Differential Feed) 기능을 활용하여 원단 밀림을 방지함. 땀수(SPI)를 너무 촘촘하게 가져가지 않도록 주의합니다.
-
밑실 역류 (Bobbin Thread Wicking) - 원인: 윗실만 발수사를 사용하고 밑실을 일반 실로 사용하여 내부에서 수분을 흡수함. - 해결: 반드시 윗실과 밑실(Bobbin) 모두 동일한 사양의 발수사를 사용해야 함. 현장에서 밑실 교체 시 일반사와 혼동하지 않도록 보빈 케이스에 별도 표식을 합니다.
-
실 끊어짐 (Thread Breakage) - 원인: 발수 코팅 가루가 바늘 눈에 고착되어 실의 통과를 방해하거나, 마찰열로 인해 실의 강력이 저하됨. - 해결: 바늘 냉각 장치 가동 및 바늘 끝의 마모 상태를 주기적으로 점검(2시간 단위)하여 교체합니다.
¶ 품질 검사 및 관리 기준
- 심 위킹 테스트 (Seam Wicking Test): 봉제된 샘플의 하단을 색소가 섞인 물에 24시간 동안 담근 후, 실을 타고 수분이 상승한 높이를 측정. (합격 기준: 0mm ~ 2mm 이내. 일반사는 20mm 이상 상승하기도 함)
- 수압 테스트 (Hydrostatic Head Test): ISO 811 및 AATCC 127 기준에 따라 봉제 부위에 수압을 가해 물방울이 3곳 이상 투과되는 시점의 압력(mmH2O)을 측정. 고기능성 아웃도어의 경우 발수사만으로 1,000mmH2O 이상의 저항력을 요구하기도 함.
- 세탁 내구성 (Wash Durability): ISO 6330 기준에 따라 5회 이상의 표준 세탁 후에도 발수 성능(수압 저항력)이 초기 대비 80% 이상 유지되는지 확인.
- 실 마찰 테스트: 실을 고속으로 풀어낼 때 코팅 가루가 떨어지는 양을 육안 및 무게로 측정하여 코팅 고착도 확인.
- 원추형 수분 흡수 테스트 (Bundesmann Test): ISO 9865에 따라 인공 강우 환경에서 봉제 부위의 수분 흡수율을 측정.
- 발수도 테스트 (Spray Test): ISO 4920 기준에 따라 봉제 부위에 물을 뿌려 젖음 정도를 등급화(1~5등급).
¶ 현장 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 발수사 / 방수사 | 현장 공용어. 엄밀히는 '발수사'가 맞으나 혼용됨. |
| 한국어 | 안티위킹사 | 기술 사양서 및 바이어 상담 시 공식 용어. |
| 일본어 | 撥水糸 (はっすいし) | 일본 바이어 기술 상담 시 사용. |
| 일본어 | ウォーター레페런트 | Water-repellent의 일본식 발음. |
| 베트남어 | Chỉ chống thấm | 베트남 공장 현장 용어 (Chống thấm: 방수/방습). |
| 중국어 | 防虹吸线 (Fáng hóngxī xiàn) | '방홍흡선'. 모세관 현상(홍흡 현상) 방지라는 뜻. |
| 영어 | Anti-wicking / WR Thread | 국제 표준 용어. WR은 Water Repellent의 약자. |
¶ 장비 세팅 가이드 (Technical Setup)
- 바늘 선택: 원단 손상을 방지하기 위해 끝이 둥근 Ball Point(SES) 타입을 사용하되, 발수 코팅층 보호를 위해 크롬 도금이나 테플론 코팅이 된 고사양 바늘을 권장합니다. 바늘 굵기는 실 굵기의 약 2.5~3배가 적당합니다 (예: Tkt 80 실에는 11~12호 바늘).
- 실 경로(Thread Path): 실 가이드에 실리콘 오일 컵(Silicon Oil Cup)을 설치하면 고속 봉제 시 마찰열을 줄이고 코팅 박리를 예방할 수 있습니다. 단, 오일이 원단에 오염되지 않도록 양 조절이 필수적입니다.
- 가마(Hook) 관리: 발수 코팅 성분은 가마의 윤활유와 섞여 점성 있는 찌꺼기를 형성할 수 있습니다. 이는 가마의 회전 저항을 높여 열 발생을 가속화하므로, 매 작업 종료 후 반드시 가마 부위를 세척하고 급유해야 합니다.
- 장력 설정: 밑실 장력(Bobbin Tension)을 일반 실보다 약간 느슨하게 설정하여 윗실이 밑실을 충분히 감싸 안을 수 있도록 유도하면 방수 효과가 상승합니다. 윗실 장력은 실이 팽팽하게 유지되되 원단이 울지 않는 임계점까지 조여줍니다.
- 노루발(Presser Foot): 원단과의 마찰을 줄이기 위해 테플론 노루발을 사용하면 이송이 원활해져 스티치 간격이 일정해집니다.
¶ 공정 흐름도 (Process Flowchart)
¶ 대체 기법 및 소재와의 비교
제품의 방수 성능을 확보하기 위해 발수사 외에도 여러 기법이 사용되며, 각각의 장단점은 다음과 같습니다.
| 기법 | 장점 | 단점 | 비고 |
|---|---|---|---|
| 발수사 (Anti-wicking) | 공정 추가 없음, 유연한 솔기 유지, 저비용 | 완전 방수(High Pressure) 한계 | 보조적/기초적 방수 |
| 심실링 테이프 (Seam Tape) | 완벽한 수압 차단 (10,000mm 이상) | 고가의 장비 필요, 디자인 제약, 박리 위험 | 고기능성 아웃도어 필수 |
| 고주파/초음파 접합 (Welding) | 봉제선 없음, 깔끔한 외관 | 적용 가능 원단 제한(TPU/PVC 등), 고비용 | 무봉제(Seamless) 제품 |
| 심 그리퍼 (Seam Gripper/Glue) | 바늘 구멍 직접 봉쇄 | 공정 지연(건조 시간), 외관 오염 위험 | 텐트 등 대형 제품 |
발수사를 선택하는 이유: 심실링 테이프는 직선이나 완만한 곡선에는 효과적이지만, 가방의 복잡한 코너나 신발의 좁은 부위에는 부착이 불가능합니다. 이때 발수사는 유일한 대안이 되며, 심실링과 병행 사용 시 테이프 끝단에서 발생하는 미세 누수를 차단하는 이중 방어막 역할을 합니다.
¶ 국가별 제조 현장 실무 차이
- 한국 (Korea): 주로 고부가가치 샘플 제작 및 소량 다품종 생산이 이루어집니다. 기술자들의 숙련도가 높아 발수사의 특성에 따른 미세 장력 조절을 감각적으로 수행합니다. "방수사"라는 용어가 더 흔히 쓰이며, Coats나 A&E 같은 글로벌 브랜드 제품을 선호합니다.
- 베트남 (Vietnam): 대규모 아웃도어 및 가방 공장이 밀집해 있습니다. 습도가 높은 기후 특성상 발수사의 보관 관리가 매우 중요합니다. 실이 습기를 먹으면 코팅 성능이 저하되므로, 제습 시설이 갖춰진 창고 보관을 엄격히 관리합니다. 라인 투입 전 '심 위킹 테스트'를 전수 검사하는 경향이 있습니다.
- 중국 (China): 원부자재 수급이 매우 빠릅니다. 로컬 브랜드의 발수사(예: 닝보 의주 등) 사용 비중이 높으며, 가격 경쟁력을 위해 발수 등급을 세분화하여 적용합니다. 대량 생산 시 코팅 가루 발생(Flaking) 문제를 해결하기 위해 자체 제작한 바늘 냉각 장치를 개조하여 사용하는 경우가 많습니다.
¶ 실전 트러블슈팅 노하우 (Senior Technician's Tip)
- "실이 자꾸 끊어진다면?": 발수 코팅제가 바늘 눈에 타서 붙었는지 확인하십시오. 손톱으로 바늘 눈 주위를 긁었을 때 딱딱한 이물질이 느껴진다면 즉시 바늘을 교체하고 봉제 속도를 200 spm 단위로 낮추어야 합니다.
- "겉모양은 멀쩡한데 물이 샌다면?": 밑실(Bobbin)을 확인하십시오. 현장에서 가장 흔한 실수는 윗실만 발수사를 끼우고 밑실은 일반사를 그대로 사용하는 것입니다. 밑실이 스펀지처럼 물을 빨아들여 내부로 전달하게 됩니다.
- "원단에 기름 자국이 남는다면?": 실 가이드의 오일 컵을 점검하십시오. 발수사는 자체적으로 매끄럽기 때문에 일반사보다 훨씬 적은 양의 오일만으로도 충분합니다. 오일 패드를 꽉 짜서 '촉촉한' 상태만 유지하십시오.
- "장력이 널뛰기를 한다면?": 실이 걸리는 가이드(Thread Guide)들을 청소하십시오. 발수 코팅 가루가 가이드 구멍에 쌓여 실 흐름을 방해하고 있을 확률이 90%입니다.
¶ 환경 및 규제 준수 (Compliance)
최근 글로벌 브랜드(Nike, Adidas, Patagonia 등)는 환경 보호를 위해 PFC-free (C0) 발수 가공을 강력히 요구하고 있습니다. 기존의 C8, C6 불소계 코팅제는 잔류성 유기오염물질(POPs)을 포함하고 있어 사용이 제한됩니다. C0 발수사는 기존 불소계보다 발유성(Oil Repellency)이 낮고 마찰 계수가 달라 장력 세팅을 새롭게 잡아야 하므로, 생산 전 반드시 MSDS(물질안전보건자료)와 ZDHC(유해화학물질 제로배출 협회) 인증 여부를 확인해야 합니다.
¶ 관련 항목
- 심실링 테이프 (Seam Sealing Tape): 봉제선 완전 방수를 위한 보조 자재.
- PFC-Free: 환경 보호를 위한 비불소계 발수 가공 트렌드 (C0 발수).
- 모세관 현상 (Capillary Action): 발수사가 억제하고자 하는 물리적 원리.
- 코어사 (Corespun Thread): 발수 가공의 베이스가 되는 고강도 재봉사.
- DWR (Durable Water Repellent): 원단 표면에 적용되는 내구성 발수 처리.
- Towa Tension Gauge: 실의 장력을 수치로 측정하는 표준 도구.
- ISO 4920: 섬유의 표면 발수도 측정 표준.
- AATCC 127: 수압 저항력 테스트 표준.