
¶ 개요
볼포인트바늘은 바늘 끝(Point)을 둥글게 가공하여 편물(Knit)이나 신축성 원단의 섬유 손상을 방지하도록 설계된 산업용 재봉바늘이다. 일반적인 직물용 바늘(Sharp Point / R Point)이 섬유를 절단하며 관통하는 '쐐기형 관통' 방식을 사용하는 것과 달리, 볼포인트는 섬유 가닥 사이를 부드럽게 밀어내며 진입하는 '비파괴적 변위(Non-destructive Displacement)' 메커니즘을 채택한다.
현대 의류 제조 공정, 특히 다이마루(편물) 공장에서는 품질 사고 방지를 위한 필수 표준 부자재로 분류된다. 만약 니트 원단에 일반 바늘을 사용할 경우, 바늘이 원사(Yarn)를 끊어버리게 되고, 이는 초기에는 보이지 않다가 세탁이나 착용 시 코가 풀려나가는 '런(Run)' 현상으로 이어져 치명적인 클레임 원인이 된다. 따라서 볼포인트 바늘의 선택은 단순한 부자재 선택을 넘어, 제품의 내구성과 브랜드 신뢰도를 결정짓는 핵심 공정 기술로 간주된다. 산업 현장에서는 원단의 게이지(Gauge)와 밀도, 스판덱스 함유량에 따라 바늘 끝의 곡률(Radius)을 정밀하게 선택하여 운용한다.
¶ 정의 및 작동 원리
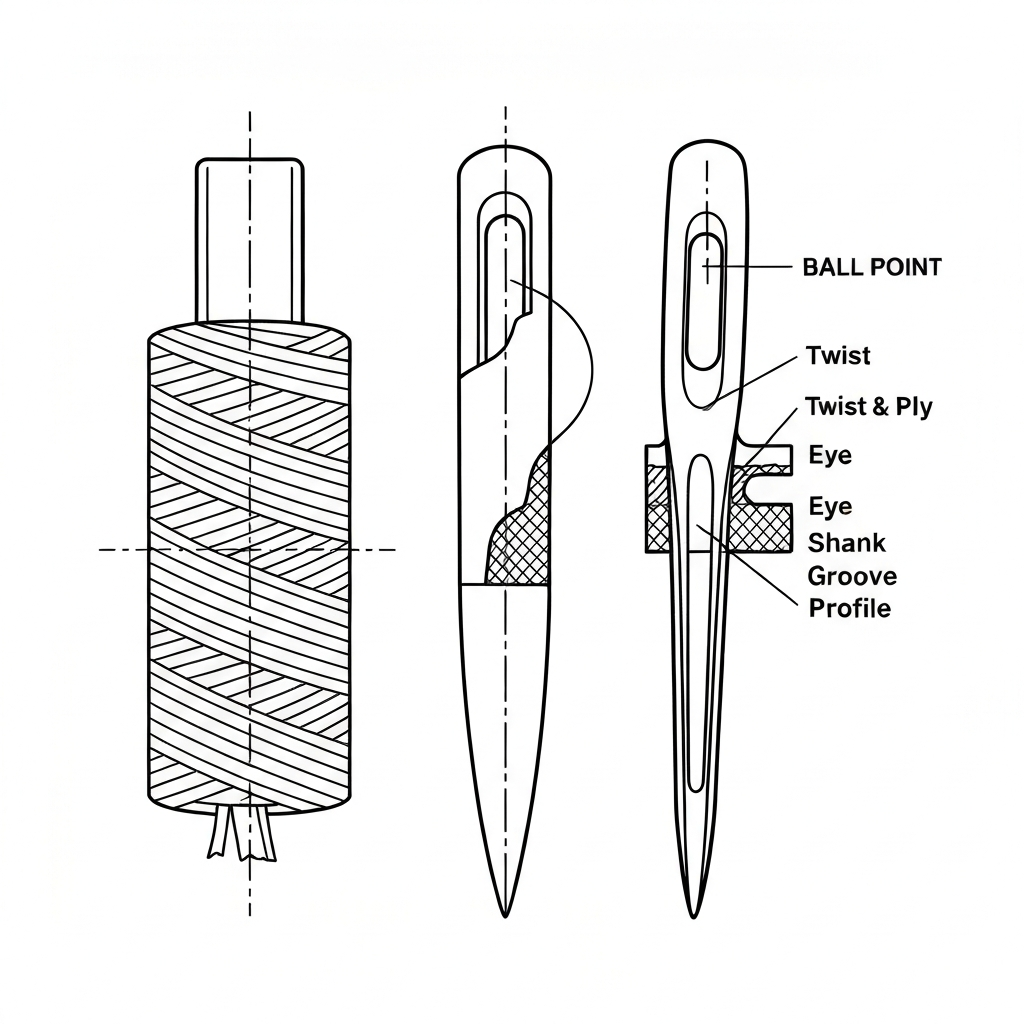
볼포인트바늘의 핵심 메커니즘은 '섬유 변위(Fiber Displacement)'이다. 바늘 끝이 날카롭지 않고 둥근 구(Sphere)의 형태를 띠고 있어, 고속 봉제(최대 8,500 spm) 시 바늘이 원단에 진입할 때 편물의 루프(Loop)를 절단하지 않고 옆으로 밀어낸다.
- 물리적 특성: 바늘 끝의 반경(Radius)에 따라 SES(Small), SUK(Medium), SKF(Heavy) 등으로 세분화된다. 바늘의 끝이 둥글수록 원단 진입 시 저항은 커지지만, 섬유 절단 가능성은 비례하여 낮아진다.
- 상호작용 메커니즘: 바늘이 하강할 때 둥근 끝부분이 원사 사이의 공간을 찾아 들어가며, 이때 발생하는 압력은 원사를 절단하기보다는 원사 자체의 탄성을 이용해 일시적으로 위치를 이동시킨다. 바늘이 상승하면 원사는 다시 원래의 위치로 복원되어 구멍이 남지 않게 된다.
- 적용 규격: ISO 4915에 따른 Class 400(이중 사슬 스티치), Class 500(오버록 스티치), Class 600(커버스티치) 등 루퍼(Looper)를 사용하는 신축성 공정에 주로 사용된다.
- 역사적 배경 및 현장 인식: 1950년대 합성 섬유와 고신축 니트 산업이 급성장하면서 독일의 Groz-Beckert와 Schmetz에 의해 표준화되었다.
- 한국 공장: '다이마루 바늘'로 통칭하며, 품질 관리가 까다로운 내수 및 일본 수출 오더 시 반드시 독일제 SES/SUK 바늘 사용을 작업지시서(Tech Pack)에 명시한다.
- 베트남 공장: 대규모 라인 가동이 많아 바늘 발열 문제가 잦으므로, 볼포인트 형태에 테플론 코팅이나 티타늄 코팅(GEBEDUR 등)이 된 바늘을 선호한다.
- 중국 공장: 저가형 오더에는 현지 브랜드(예: Flying Tiger)의 볼포인트를 사용하기도 하나, 고가 브랜드(Adidas, Nike 등) 생산 시에는 반드시 검증된 글로벌 브랜드의 규격 바늘을 사용하도록 엄격히 통제한다.
¶ 상세 사양표
| 항목 | 기술 사양 및 데이터 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 101, 401, 504, 514, 602, 605, 607 | 체인 및 오버록 위주 |
| 주요 재봉기 유형 | 본봉(Lockstitch), 오버록(Overlock), 인터록(Interlock), 플랫시머(Flatseamer) | 전 기종 대응 |
| 대표 장비 모델 | Juki DDL-9000C, Brother S-7300A, Pegasus M900, Yamato VG2700, Siruba 700K | 글로벌 표준 장비 |
| 바늘 시스템 (Needle System) | DB×1, DC×27, UY 128 GAS, TV×7, B-27, B-63 | 장비별 전용 규격 |
| 바늘 번수 (Size) | Nm 60/8 ~ Nm 110/18 | 원단 중량에 따라 선택 |
| 일반 SPI 범위 | 10 ~ 16 SPI | 신축성 확보용 설정 |
| 최대 봉제 속도 | 5,000 ~ 8,500 spm | 고속 공정 시 냉각 필수 |
| 주요 제조사 | Groz-Beckert (독일), Schmetz (독일), Organ (일본) | 3대 메이저 브랜드 |
| 밑실 장력 (Towa Gauge) | 니트 본봉 기준 20 ~ 30g | 원단 두께에 따라 가변 |
| 바늘 코팅 종류 | Chrome (표준), Titanium (GEBEDUR), Teflon (마찰 저항 감소) | 작업 환경별 선택 |
¶ 바늘 끝 형태별 세부 분류 (Point Styles)
- SES (Light Ball Point / FFG):
- 특징: 아주 미세하게 둥근 끝. 육안으로는 일반 바늘과 구분이 어려울 정도이나 현미경 상으로는 명확한 곡률을 가짐.
- 용도: 티셔츠, 싱글 저지(Single Jersey), 파인 니트, 가벼운 스판덱스 원단. 가장 범용적으로 사용되는 볼포인트 규격.
- SUK (Medium Ball Point / FG):
- 특징: SES보다 더 둥근 끝. 원단 진입 시 '툭' 하는 느낌이 들 정도로 뭉툭함.
- 용도: 중간 두께의 니트, 데님 스판(Stretch Denim), 코르셋, 고무줄 함유량이 높은 원단, 파운데이션 의류.
- SKF (Heavy Ball Point / G):
- 특징: 굵고 둥근 끝. 매우 큰 곡률을 가져 거친 조직에 적합.
- 용도: 굵은 게이지의 스웨터, 거친 편물, 라스첼(Raschel) 소재, 오픈 메쉬(Open Mesh).
- SKL (Special Ball Point):
- 특징: 가장 둥근 형태. 거의 반원형에 가까운 끝 모양.
- 용도: 매우 두꺼운 엘라스틱 소재, 수영복, 파워넷(Power Net), 의료용 압박 스타킹.
¶ 적용 분야 및 공정 디테일
- 스포츠웨어 및 액티브웨어:
- 레깅스/요가복: 인심(Inseam) 및 아웃심(Outseam)의 합봉 공정. 특히 플랫시머(Flatseamer/오드람프) 공정에서는 4개의 바늘이 동시에 진입하므로, 원단 손상을 막기 위해 반드시 SUK 또는 SES 바늘을 사용한다. (SPI: 12~14 설정)
- 기능성 티셔츠: 겨드랑이 부위의 암홀(Armhole) 오바로크 공정. 땀과 마찰이 잦은 부위이므로 바늘 구멍에 의한 미세 런(Run) 방지가 필수적이다.
- 이너웨어 및 란제리:
- 브래지어/팬티: 레이스 부착 및 거셋(Gusset) 봉제. 극세사(Microfiber) 원단 사용 시 Nm 65 이하의 가는 볼포인트 바늘을 사용하여 바늘 자국을 최소화한다.
- 밴드 봉제: 허리 밴드(Elastic Band) 연결 시 고무줄 내부의 라텍스 사가 끊어지지 않도록 SUK 바늘을 사용한다.
- 캐주얼 의류:
- 폴로 셔츠: 넥라인 테이핑 및 소매 시보리(Rib) 연결. 시보리의 굵은 조직 사이를 바늘이 안전하게 통과해야 하므로 SES Nm 75~80이 표준이다.
- 맨투맨(Sweatshirt): 삼봉(Coverstitch)을 이용한 밑단 처리. 두꺼운 시접 통과 시 바늘 휨을 방지하기 위해 강성이 보강된 볼포인트 바늘을 사용한다.
- 가방 및 잡화:
- 네오프렌 가방: 노트북 파우치나 다이빙 소재 가방의 합봉. 네오프렌 내부의 기포 층이 찢어지지 않도록 둥근 바늘 끝이 필수적이다.
- 백팩 메쉬 포켓: 등판이나 측면의 메쉬(Mesh) 소재 봉제 시, 메쉬 구멍 사이로 바늘이 미끄러져 들어가도록 설정한다.
- 산업용 자재: 자동차 시트의 니트 백킹재, 신발 상부(Upper)의 플라이니트(Flyknit) 결합 공정.
¶ 주요 결함 및 트러블슈팅 (Troubleshooting)
- 원단 런(Run) 및 사절 현상
- 증상: 봉제 후 원단에 미세한 구멍이 생기거나 코가 풀림.
- 원인: 볼포인트가 마모되어 날카로워졌거나(Hooked Point), 원단 밀도 대비 바늘 번수가 너무 큼.
- 현장 노하우: 바늘을 즉시 교체하고, 원단 게이지에 맞는 가는 번수(Nm 65~75)로 하향 조정한다. 특히 나일론 고밀도 니트의 경우 SES보다 SUK가 안전할 수 있다.
- 땀뜀 (Skipped Stitches)
- 증상: 스티치가 형성되지 않고 건너뜀.
- 원인: 둥근 바늘 끝이 원단을 밀어낼 때 발생하는 저항으로 바늘 휨(Deflection) 발생, 루퍼와의 타이밍 불일치.
- 해결: 바늘과 루퍼 사이의 간극(Clearance)을 0.05mm로 정밀 재설정한다. 필요 시 바늘 허리 부분이 보강된 SAN 10 또는 MR 규격의 볼포인트 바늘을 사용한다.
- 바늘 열에 의한 원단 용융 (Needle Heat Damage)
- 증상: 봉제선 주변에 딱딱한 알갱이가 생기거나 원단이 녹음.
- 원인: 8,000spm 이상의 초고속 봉제 시 마찰열(최대 300도 이상)로 인해 합성 섬유가 녹음.
- 해결: 바늘 냉각 장치(Needle Cooler) 가동, 실리콘 오일(Thread Lubricant) 도포, 또는 마찰 저항을 줄인 테플론/세라믹 코팅 바늘을 사용한다.
- 퍼커링 (Seam Puckering)
- 증상: 봉제선이 쭈글쭈글하게 우는 현상.
- 원인: 바늘 진입 시 원단 섬유를 밀어내는 힘이 강해 주변 조직이 압축됨.
- 해결: 노루발 압력을 최소화(1.5~2.0kgf)하고, 차동 이송(Differential Feed) 비율을 1:1.1 정도로 조정하여 원단을 살짝 밀어넣으며 봉제한다.
- 바늘 부러짐 (Needle Breakage)
- 증상: 두꺼운 시접 통과 시 바늘 파손.
- 원인: 볼포인트 특유의 뭉툭함이 두꺼운 부위에서 저항을 극대화함.
- 해결: 바늘의 테이퍼(Taper) 형상이 보강된 모델을 선택하고, 시접 부위 통과 시 속도를 자동으로 줄이는 재봉기 설정(Juki DDL-9000C의 시접 감지 기능 등)을 활용한다.
¶ 품질 검사 및 관리 기준
- 런 테스트 (Run Test): 봉제 완료 후 시접을 양손으로 강하게 3~5회 당겨 코 빠짐(Laddering)이 발생하는지 전수 또는 샘플 검사.
- 바늘 끝 마모 검사 (Point Check): 매 2시간마다 손톱 끝으로 바늘 끝을 긁어 걸리는 느낌(Burr)이 있는지 확인. 산업용 고속기에서는 바늘 끝이 미세하게 깎여 Sharp Point처럼 변하는 경우가 빈번하다.
- 세탁 후 구멍 검사 (Post-wash Inspection): 수축률 테스트와 병행하여 세탁 후 바늘 구멍이 커지거나 섬유가 끊어지는지 확인 (AQL 1.0~1.5 적용).
- 신축성 회복률: 봉제선이 원단의 최대 신장치까지 터지지 않고 견디는지 인장 강도 테스트 실시. 볼포인트 바늘 사용 시 실의 소요량(Consumption)을 10% 정도 늘려 설정하는 것이 유리하다.
- 바늘 교체 로그: 라인별 바늘 교체 주기와 사유를 기록하여 특정 기계의 타이밍 불량 여부를 역추적한다.
¶ 현장 은어 및 국가별 명칭
| 언어 | 용어 | 현장 은어 및 비고 |
|---|---|---|
| 한국어 (KR) | 볼포인트바늘 | 볼바늘, 다이마루 바늘, 니트 바늘, 둥근 바늘 |
| 일본어 (JP) | ボールポイント針 | 丸針 (마루바리 - 둥근 바늘), ニット用針, SES/SUK 針 |
| 베트남어 (VN) | Kim đầu bi | Kim tròn (킴 촌 - 둥근 바늘), Kim dệt kim (니트용 바늘) |
| 중국어 (CN) | 圆珠针 (Yuánzhūzhēn) | 针尖圆 (전지엔위안), 针头圆, 针织用针 (니트용 바늘) |
| 영어 (EN) | Ball Point Needle | FFG(SES), FG(SUK), G(SKF) - 제조사별 코드 혼용 |
¶ 장비 세팅 가이드 (Technical Setup)
- 바늘 선택: 일반 싱글 저지는 SES, 스판덱스 5% 이상 또는 고밀도 인터록은 SUK를 기본으로 설정한다.
- 이송치(Feed Dog) 조정: 니트 원단 손상을 방지하기 위해 이송치의 높이를 직물(1.0~1.2mm)보다 낮은 0.8mm 정도로 설정한다. 이송치 이빨의 밀도도 고운 것(Fine Pitch)을 사용한다.
- 차동 이송 (Differential Feed): 원단이 늘어나는 것을 방지하기 위해 1:1.1 ~ 1:1.3 범위 내에서 차동을 준다. 반대로 셔링 효과가 필요할 때는 역차동을 활용한다.
- 실 장력 (Tension): 볼포인트 바늘 사용 시 실 장력을 평소보다 10~15% 완화하여 스티치의 유연성을 확보한다. Towa 게이지 측정 시 밑실 장력은 25g 내외가 적당하다.
- 노루발 선택: 원단과의 마찰을 줄이기 위해 바닥면에 테플론 시트가 부착된 노루발이나, 니트 전용 소형 노루발을 사용한다.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- 다이마루 (Knit Fabric): 볼포인트 바늘이 사용되는 가장 대표적인 원단군. 위편물과 경편물을 모두 포함한다.
- 차동 이송 (Differential Feed): 니트 봉제 시 원단 늘어남을 제어하는 핵심 장치로, 앞뒤 이송치의 속도차를 이용한다.
- 오드람프 (Flatseamer): 4바늘 6사 방식의 무시접 봉제기로, 운동복 생산 시 반드시 볼포인트 바늘(주로 UY 128 GAS 시스템)을 사용해야 함.
- 바늘 시스템 (Needle System): 기계별로 정해진 바늘의 물리적 규격. 본봉은 DBx1, 오버록은 DCx27이 표준이다.
- AQL (Acceptable Quality Level): 봉제 공장에서 적용하는 통계적 품질 관리 기준. 볼포인트 바늘 미사용으로 인한 구멍은 'Major Defect'로 분류된다.
- SAN (Special Application Needle): 특정 공정을 위해 강화된 바늘 시리즈. 니트용으로는 SAN 10이 대표적이다.
- 바늘 냉각 장치 (Needle Cooler): 고속 봉제 시 바늘 끝의 온도를 낮추어 원단 용융을 방지하는 압축 공기 분사 장치.
- GEBEDUR: Groz-Beckert사의 티타늄 질화물 코팅 기술로, 볼포인트 바늘의 수명을 2~3배 연장시킨다.
¶ 전문가 제언: 현장 품질 관리 팁
15년간의 현장 경험에 비추어 볼 때, 볼포인트 바늘의 가장 큰 적은 '육안으로 확인되지 않는 마모'이다. 바늘 끝이 미세하게 깎여 Sharp Point화 되면, 작업자는 바늘이 멀쩡하다고 판단하여 계속 봉제하게 되고 이는 대량의 런(Run) 불량으로 이어진다. 따라서 '바늘 교체 주기 강제화'가 가장 확실한 품질 보증 방법이다. 또한, 고밀도 스판덱스 원단(예: 크레오라, 라이크라 함유)의 경우 SES보다는 SUK를 사용하는 것이 바늘 구멍에 의한 원단 미어짐(Seam Slippage)을 방지하는 데 훨씬 효과적이다. 마지막으로, 바늘 시스템(System)과 포인트(Point)를 혼동하지 않도록 현장 반장들에게 정기적인 교육을 실시하는 것이 필수적이다.