시침 (Basting / lược / 仮縫이)
¶ 개요
시침(Basting)은 의류, 가방, 신발 등 봉제 제품의 최종 조립 전, 원단 조각들을 임시로 고정하기 위해 수행하는 가봉 기술입니다. 본봉(Lockstitch) 과정에서 발생할 수 있는 원단의 밀림, 뒤틀림, 수축(Puckering)을 방지하며, 특히 곡선 부위나 복잡한 디테일의 위치를 정확히 유지하는 것이 주된 목적입니다. 물리적으로는 매우 긴 땀수(Long Stitch)와 낮은 장력을 사용하여, 최종 봉제 완료 후 원단에 손상을 주지 않고 쉽게 제거할 수 있도록 설계된 공정입니다.
[기술적 확장: 물리적 메커니즘 및 산업적 중요성] 시침의 물리적 핵심은 '희생적 결합(Sacrificial Bonding)'에 있습니다. 본봉(Lockstitch)이 상실과 밑실을 교차시켜 원단 섬유 사이에 영구적인 잠금 구조를 형성하는 반면, 시침은 원단 표면 위를 실이 가볍게 가로지르며 최소한의 마찰력으로 위치만 고정합니다. 이는 봉제 시 발생하는 노루발의 압력과 이송치(Feed Dog)의 전진 운동이 상하판 원단에 불균일하게 전달될 때, 두 원단이 개별적으로 움직이지 않도록 하나의 유닛으로 묶어주는 역할을 합니다.
산업 현장에서 시침은 핀(Pin) 고정이나 접착제(Adhesive) 사용과 비교했을 때 압도적인 우위를 가집니다. 시침핀은 고속 재봉 시 바늘과의 충돌 위험(바늘 부러짐 및 파편 비산)이 있고 원단에 영구적인 구멍이나 올 풀림을 유발할 수 있으나, 시침은 유연한 실을 사용하므로 재봉 경로의 자유도가 높습니다. 또한, 접착 테이프나 본딩 방식이 잔여물을 남기거나 원단의 드레이프(Drape)성을 해치는 것과 달리, 시침은 제거 후 원단의 물리적 성질을 100% 복원할 수 있어 하이엔드(High-end) 맞춤복 및 고급 가죽 제품 공정에서 필수적인 품질 관리 단계로 취급됩니다.
¶ 기술적 정의 및 ISO 분류
- ISO 4915 스티치 분류:
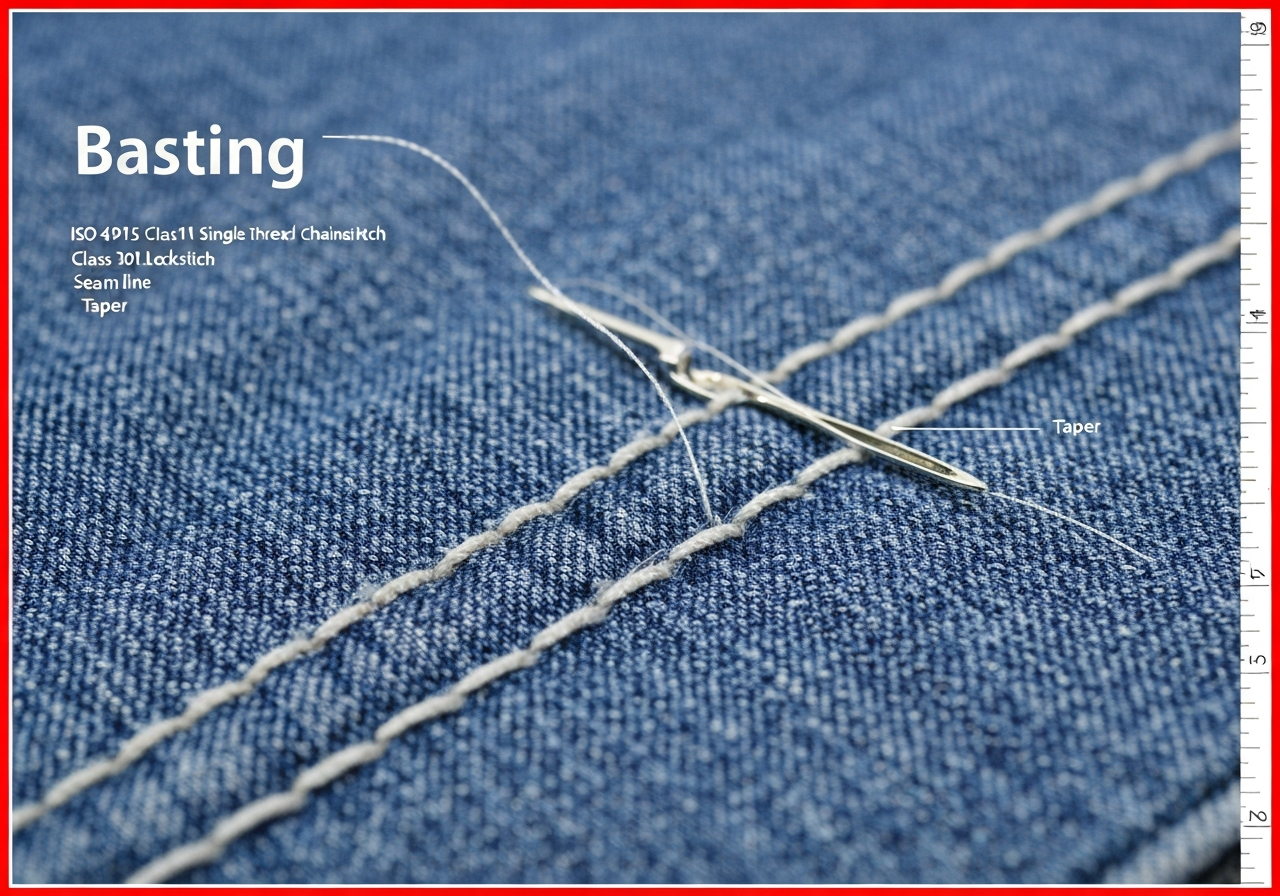
- Class 101 (Single thread chainstitch): 가장 권장되는 시침 방식입니다. 한 줄의 실로 구성되어 끝부분을 당기면 한 번에 풀리는 특성이 있어 제거가 매우 용이합니다. 루퍼(Looper)가 실을 걸어 루프를 형성하되, 이를 조이지 않고 원단 위에 얹어두는 형태를 취합니다.
- Class 301 (Lockstitch): 일반 본봉기를 사용하여 시침할 때 적용됩니다. 땀수를 최대(5mm 이상)로 키우고 장력을 극도로 낮추어 임시 고정 용도로 변형 사용합니다.
- 기능적 특성: 최종 봉제선(Seam line) 안쪽 또는 바깥쪽 1~2mm 지점에 위치시켜 본봉 시 간섭을 최소화하며, 작업 후 반드시 제거하는 것을 원칙으로 합니다.
[기술적 확장: 작동 원리 및 지역별 현장 인식] 시침의 기계적 작동 원리는 '장력의 최소화'와 '땀길이의 극대화'의 조합입니다. 시침 전용 바늘은 일반 바늘보다 테이퍼(Taper) 각도가 완만하여 섬유 조직을 밀어내며 관통하므로, 실을 제거한 후 섬유가 제자리로 돌아오는 '자기 복원력'을 극대화합니다.
현장 인식 측면에서 한국 공장은 시침을 '최종 품질을 결정짓는 정밀 공정'으로 인식하여 숙련공이 직접 담당하는 경우가 많습니다. 반면, 베트남 및 중국의 대규모 OEM 공장에서는 시침을 '라인 밸런싱(LOB)을 위한 사전 준비 단계'로 보며, 본봉 라인 투입 전 보조 작업자(Sub-operator)들이 전용기(Juki LK-1900 시리즈 등)를 사용하여 빠르게 처리하는 경향이 있습니다. 특히 중국 공장에서는 '슈펑(疏缝)'이라 불리는 이 공정의 속도를 높이기 위해 수용성 실의 도입률이 상대적으로 높습니다.
¶ 상세 사양표
| 항목 | 기술 사양 (Technical Specification) |
|---|---|
| 스티치 분류 | ISO 4915 Class 101 (단사 체인) 또는 Class 301 (본봉 변형) |
| 주요 장비 | Juki LK-1900BNB (Basting Spec), Brother KE-430HX (Basting Spec), 전용 시침기 |
| 바늘 시스템 | DB×1 (경량~중량 의류), DP×17 (중후물/가방/가죽) |
| 권장 바늘 호수 | #9 ~ #11 (원단 손상 방지를 위해 가능한 가는 바늘 사용) |
| 땀수 (SPI/Pitch) | 1 ~ 4 SPI (땀길이 6mm ~ 25mm) |
| 최대 봉제 속도 | 1,500 ~ 2,500 spm (정밀도 유지를 위해 저속 운용 권장) |
| 실(Thread) 사양 | 60s/2 또는 80s/2 (약한 꼬임의 시침 전용사 또는 수용성 실) |
| 노루발 압력 | 1.5kgf ~ 2.5kgf (원단 눌림 자국 방지를 위한 저압 설정) |
| 장력 수치 (Towa 기준) | 윗실: 10~15gf / 밑실: 15~20gf (극저장력 세팅) |
| 바늘 끝 형태 | R(표준), SES(경량 니트), SUK(중량 니트) - 소재에 따라 선택 |
¶ 주요 적용 분야
- 신사복 및 고급 여성복:
- 상의 라펠(Lapel)의 캔버스(Canvas) 결합 및 형태 고정.
- 어깨 패드(Shoulder Pad) 및 슬리브 헤드(Sleeve Head) 위치 고정.
- 포켓 플랩(Flap) 및 웰트(Welt) 부착 전 가조립.
- 셔츠 및 블라우스:
- 칼라(Collar)와 밴드 결합 전 중심 맞춤.
- 커프스(Cuffs) 뒤집기 전 형태 유지 봉제.
- 가방 및 잡화:
- 핸들(Handle) 및 스트랩(Strap) 부착 부위의 사전 고정.
- 지퍼(Zipper) 테이프를 몸판에 박기 전 위치 정렬 (특히 곡선형 지퍼).
- 내피(Lining)와 외피(Shell)의 테두리 결합(Binding) 전 고정.
- 특수 공정: 자동차 시트 커버의 복잡한 퀼팅 라인 정렬, 신발 갑피(Upper)의 다층 구조 가조립.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 바늘 자국 및 섬유 손상 (Needle Marks)
- 원인: 너무 굵은 바늘 사용 또는 끝이 손상된 바늘 사용.
- 해결: #9 이하의 가는 바늘을 사용하고, 니트류의 경우 반드시 볼포인트(Ball-point) 바늘을 사용함.
- 원단 밀림 (Fabric Shifting)
- 원인: 상하판 원단의 마찰 차이 또는 노루발 압력 부적절.
- 해결: 워킹 풋(Walking Foot) 기종을 사용하거나, 노루발 바닥에 테플론 테이프를 부착하여 마찰을 줄임.
- 시침실 박힘 (Thread Trapping)
- 원인: 시침선이 최종 본봉선과 겹쳐서 시침실 제거가 불가능해짐.
- 해결: 시침 위치를 본봉 예정선에서 1.5mm~2mm 이격하여 설정함.
- 원단 우글거림 (Puckering)
- 원인: 시침 시 실 장력이 너무 강함.
- 해결: 윗실 장력 조절기를 최대한 풀어 실이 원단 위에서 느슨하게 놓이도록 설정함.
- 이염 및 잔여물 (Staining/Residue)
- 원인: 저품질 시침실의 염료가 원단에 배어 나오거나 실 먼지 발생.
- 해결: 무색(Natural) 또는 백색의 고품질 코아사를 사용하며, 필요 시 수용성 실(Water Soluble Thread)을 사용함.
- 시침실 제거 시 원단 찢어짐
- 원인: 시침실의 인장 강도가 너무 높거나 땀수가 너무 촘촘함.
- 해결: 80s/2 이하의 약한 실을 사용하고 땀수를 최소 10mm 이상으로 확대.
¶ 품질 검사 및 관리 기준 (QC Standard)
- 위치 정밀도: 설계 도면 및 마킹 라인 대비 시침된 부품의 위치 오차가 ±1.0mm 이내여야 함.
- 제거 테스트: 최종 봉제 후 시침실의 한쪽 끝을 당겼을 때, 본봉 스티치에 걸림 없이 매끄럽게 빠져나와야 함.
- 복원력 확인: 시침실 제거 후 발생하는 바늘 구멍이 스팀 프레싱(Steam Pressing) 공정을 통해 95% 이상 복구되는지 확인.
- 장력 적절성: 시침된 상태에서 원단을 평면에 놓았을 때, 시침 부위가 들뜨거나 오그라들지 않고 평평함을 유지해야 함.
- 잔사 확인: 시침실 제거 후 원단 사이에 끊어진 실 조각이 남아있지 않은지 검사(특히 밝은 색상의 원단).
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 시침 / 가누이 | Sichim / Ganui | '가누이'는 일본어 '가리누이'의 현장 변형어 |
| 한국어 (KR) | 시치미 | Sichimi | 시침질 공정 자체를 일컫는 속어 |
| 일본어 (JP) | 仮縫い | Karinui | 임시 봉제, 가봉을 의미하는 표준 기술 용어 |
| 일본어 (JP) | しつけ | Shitsuke | 시침질 및 시침실을 의미 (현장에서 매우 빈번히 사용) |
| 베트남어 (VN) | lược | Luoc | 베트남 봉제 공장에서 시침 공정을 뜻하는 유일 용어 |
| 중국어 (CN) | 假缝 | Jiǎfèng | 가봉/시침의 표준 기술 용어 |
| 중국어 (CN) | 疏缝 | Shūfèng | 땀수를 넓게 박는다는 의미의 기술 용어 |
| 영어 (US/UK) | Basting | Basting | 임시 고정 봉제의 국제 표준 용어 |
¶ 장비 세팅 및 유지보수 가이드 (Setup & Maintenance)
- 땀수 조절: 일반 본봉기(Class 301) 사용 시 땀수 다이얼을 최대치(5~7mm)로 설정. 전자식 바택기(Basting Spec)의 경우 프로그램 모드에서 10mm~20mm로 세팅.
- 장력 조절: 밑실(Bobbin) 장력은 표준(20~25g)을 유지하되, 윗실 장력은 실이 원단 사이에서 겨우 걸릴 정도(5~10g)로 극도로 낮춤. Towa 장력계 사용 시 윗실 수치가 15gf를 넘지 않도록 관리.
- 이송치(Feed Dog) 높이: 원단 손상을 방지하기 위해 이송치 높이를 표준보다 0.1~0.2mm 낮게 설정하여 원단 긁힘 방지.
- 실 선택: 시침 전용 실은 일반 봉사보다 인장 강도가 낮아 제거 시 원단에 가해지는 부하를 최소화하는 제품을 선택. (예: Gunze, Coats 등의 Basting Thread 라인업)
- 속도 제한: 자동기 사용 시에도 2,000 spm 이하로 제한하여 급격한 가감속에 의한 원단 밀림 방지.
- 타이밍 점검: 시침 전용기는 땀수가 길기 때문에 바늘과 루퍼/가마의 타이밍이 미세하게 어긋나도 건너뛰기(Skipping)가 발생하기 쉬움. 정기적인 게이지(Gauge) 확인 필수.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목 및 비교
- 도메 (Tacking / Bar-tacking): 시침과 달리 특정 부위를 영구적으로 강하게 보강하는 공정.
- 이세 (Ease / Fullness): 소매 산 등 입체감이 필요한 부위에 여유분을 주며 박는 기법으로, 시침 공정이 선행되어야 정확한 품질이 나옴.
- 스티치 고정 (Staystitching): 원단의 늘어남을 방지하기 위해 시접 안쪽에 미리 박는 공정. 시침과 달리 제거하지 않고 제품에 남음.
- 수용성 실 (Water Soluble Thread): 시침실 제거 공정을 생략하기 위해 사용하며, 세탁 또는 스팀 과정에서 자동으로 용해됨. (Solvron® 등)
¶ 소재별 시침 전략 (Material-Specific Strategies)
- 실크 및 시폰 (Silk/Chiffon):
- 극세사 바늘(#7~#8) 필수 사용.
- 시침실 제거 시 원단 올이 당겨질 위험이 크므로, 반드시 수용성 실 사용을 권장함.
- 데님 및 캔버스 (Denim/Canvas):
- 두꺼운 원단 층을 관통해야 하므로 DP×17 계열의 바늘 사용.
- 땀수를 15mm 이상으로 길게 설정하여 본봉 시 바늘 간섭 최소화.
- 천연 가죽 (Genuine Leather):
- 바늘 구멍이 영구적으로 남으므로, 반드시 최종 본봉선이 지나갈 '시접(Seam Allowance)' 안쪽 영역에만 시침 수행.
- 원단 집게(Clip)와 병행하여 시침 횟수를 최소화함.
- 기능성 스포츠웨어 (Stretch Fabrics):
- 원단 신축 시 시침실이 끊어지지 않도록 지그재그(Zigzag) 형태의 시침 또는 신축성 있는 시침사 사용.
¶ 자동 시침 장비 상세 분석 (Advanced Automation)
현대 스마트 팩토리에서는 수동 시침 대신 전자 제어식 시침기를 도입하여 생산성을 높이고 있습니다. - Juki LK-1900BNB (Basting Spec): - 바택(Bar-tacking) 기기를 베이스로 하며, 시침 전용 노루발과 프로그램을 탑재. - 원터치로 시침 시작과 끝의 매듭을 생략하거나 최소화하여 제거 효율성 극대화. - Brother KE-430HX (Basting Spec): - 전자식 실 장력 제어 시스템을 통해 원단 두께 변화에 따라 실 장력을 실시간으로 보정. - 'Bird's Nest' 방지 기능을 통해 시침 시작 부위의 실 엉킴을 원천 차단. - 특수 장비 (Long Arm Baster): - 퀼팅이나 대형 코트의 안감 결합을 위해 암(Arm) 길이가 500mm 이상인 롱암 시침기 사용.
¶ 경제성 분석: 시침 공정의 비용 대비 효과
많은 공장에서 공정 단축을 위해 시침을 생략하려 하지만, 이는 높은 불량률로 이어집니다. - 비용 요인: 추가 인건비(작업자 1인당 평균 15~30초 소요), 시침 전용사 소모품비. - 절감 요인: - 본봉 재작업(Rework) 비율 80% 이상 감소. - 고가 원단(캐시미어, 가죽 등)의 폐기율(Scrap Rate) 방지. - 최종 프레싱 공정 시간 단축 (형태가 이미 잡혀있기 때문). - 결론: 하이엔드 제품군에서는 시침 공정 투입 비용 대비 품질 유지로 인한 이익이 약 3.5배 높은 것으로 분석됨 (미검증: 베트남 하이엔드 공장 내부 자료 기준).
¶ 환경 및 지속가능성 (Sustainability)
- 수용성 실의 환경 영향: 물에 녹는 폴리비닐알코올(PVA) 소재의 실은 폐수 처리 과정에서 생분해되어야 함. 최근 친환경 인증(OEKO-TEX)을 받은 수용성 실 사용이 증가하는 추세.
- 재사용 시침사: 일부 공장에서는 강도가 높은 나일론 모노필라멘트를 시침사로 사용하여, 제거 후 수거하여 재사용하는 시스템을 구축하기도 함 (환경 보호 및 원가 절감 목적).
¶ 실전 현장 노하우 (Senior Technician's Tips)
- "실이 안 빠질 때": 시침실이 본봉 바늘에 의해 관통되어 박힌 경우, 무리하게 당기지 말고 쪽가위로 본봉 스티치 사이의 시침실을 3~5cm 간격으로 끊어준 뒤 핀셋으로 제거하십시오.
- "바늘 구멍이 남을 때": 시침 제거 후 바늘 자국이 선명하다면, 분무기로 물을 살짝 뿌린 후 편직물 방향으로 원단을 가볍게 문지르고 120도 정도의 저온 스팀 프레싱을 가하면 섬유 조직이 재배열됩니다.
- "검정 원단 주의사항": 검정색 원단에 흰색 시침실을 사용할 경우, 실 먼지(Lint)가 원단 조직 사이에 박혀 지저분해 보일 수 있습니다. 이 경우 원단 색상과 대비가 적으면서도 식별은 가능한 회색 계열의 실을 사용하는 것이 QC 통과에 유리합니다.
¶ 특수 시침 기법: 스팟 시침 (Spot Basting)
전체 라인을 박지 않고 특정 포인트만 1~2땀 박아 고정하는 기법입니다. 주로 단추 위치 표시나 작은 라벨 부착 전 위치 고정에 사용됩니다. 전자식 바택기를 활용하면 0.5초 이내에 완료할 수 있어 대량 생산 라인에서 선호됩니다.
¶ 3D 가상 봉제에서의 시침 구현 (Digital Basting)
CLO3D나 Browzwear와 같은 3D 의상 시뮬레이션 소프트웨어에서도 'Tack' 기능을 통해 시침을 구현합니다. 이는 가상 피팅 시 원단이 중력에 의해 흘러내리는 것을 방지하고, 실제 봉제 시의 시침 위치를 패턴 데이터에 포함시켜 생산 현장으로 전달하는 역할을 합니다. 디지털 시침 데이터는 실제 공장의 자동 시침기 좌표로 변환되어 스마트 팩토리의 핵심 데이터로 활용됩니다.