
¶ 정의 및 핵심 메커니즘
단뜨기(Blind Hem)는 의류의 겉면(Face)에 재봉사 노출을 극소화하면서 밑단을 고정하는 정밀 봉제 기법입니다. 일반적인 본봉(Lockstitch, ISO 301)이 상사와 하사를 교차시켜 원단을 수직으로 관통하는 것과 달리, 단뜨기는 곡선 바늘(Curved Needle)이 원단을 수평 방향으로 훑고 지나가는 물리적 특성을 가집니다.
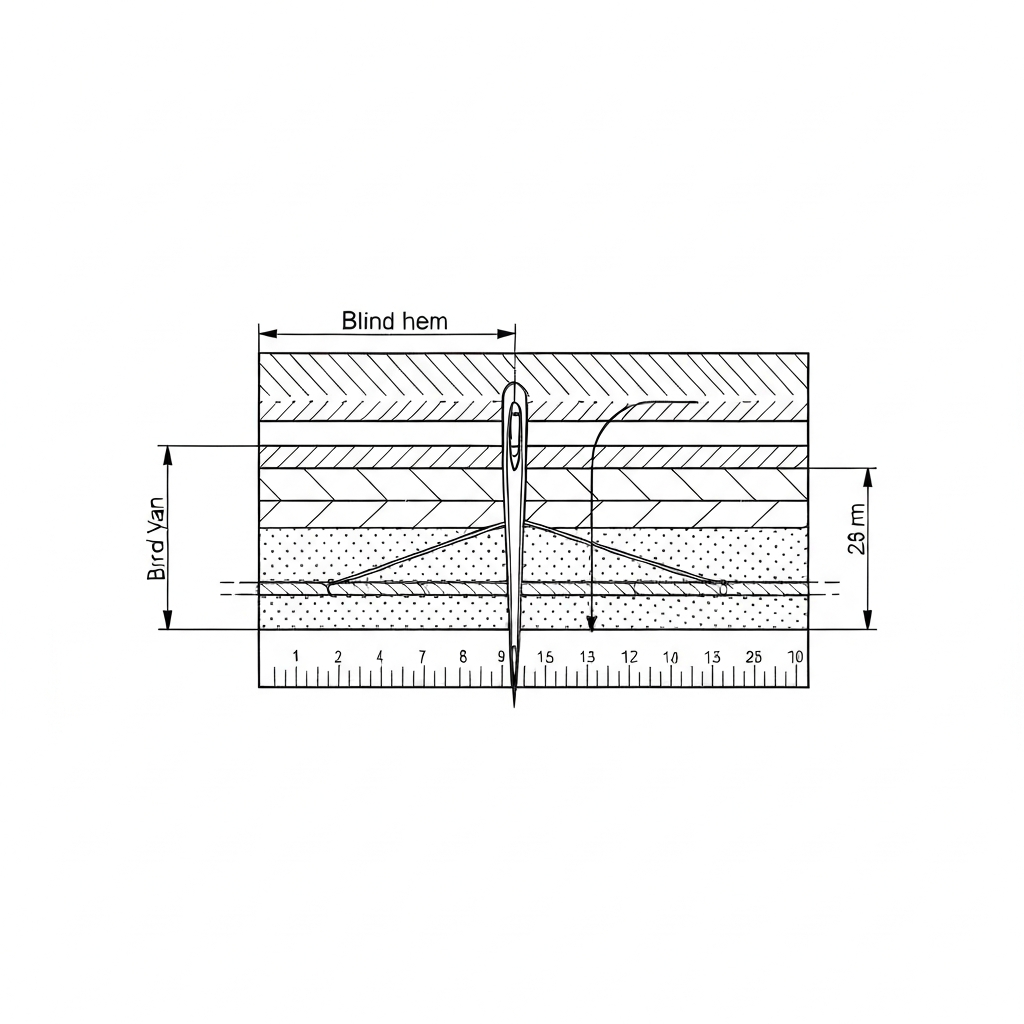
물리적·기계적 작동 원리 단뜨기의 핵심은 '비관통(Non-penetration)'과 '선택적 낚기(Selective Scooping)'에 있습니다. 재봉기의 리지 플레이트(Ridge Plate)가 원단을 위로 밀어 올리면, 원단이 산(Peak) 모양으로 굴곡을 형성합니다. 이때 좌우로 왕복 운동을 하는 곡선 바늘이 이 산의 정점 부분, 즉 원단 두께의 약 50~70% 지점(내측 섬유층)만을 스치듯 지나가며 실을 겁니다. ISO 4915 기준 Class 103(단사 체인 블라인드 스티치)으로 분류되며, 밑실(Bobbin thread) 없이 한 개의 바늘실로만 루프를 형성하여 체인을 만드는 구조입니다.
유사 기법과의 비교 * 본봉(Lockstitch): 원단을 완전히 관통하여 겉면에 직선 스티치가 노출됨. 내구성은 높으나 고급 정장에는 부적합. * 커버스티치(Coverstitch): 겉면에 두 줄의 직선 스티치가 보이며 신축성이 좋으나, 단뜨기만큼의 은폐성은 없음. * 단뜨기: 겉면에는 바늘이 통과한 아주 미세한 점(Dot) 형태의 흔적만 남거나 아예 보이지 않음. 원단의 드레이프성(Drapability)을 해치지 않으면서도 견고한 고정력을 제공함.

¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 103 (Single-thread blindstitch) | 단사 체인 구조 |
| 주요 장비 | Juki CM-1103, Treasure BS-101, Yamato CM-352, Strobel 103-180 | 산업용 전용기 (검증 완료) |
| 바늘 시스템 | LW×6T (#9 ~ #14), LW×2T, LW×5T, LW×1T | 곡선형 바늘 필수 |
| 스티치 밀도 | 3 ~ 5 SPI (Stitches Per Inch) | 원단 두께 및 용도에 따라 가변 |
| 봉제 속도 | 2,000 ~ 2,500 spm (최대 3,000 spm) | 고속 시 원단 열 손상 주의 |
| 실 구성 | 1 Needle Thread (No Bobbin) | 밑실 없는 단사 구성 |
| 이송 방식 | 하부 피드(Bottom Feed) 및 리지 플레이트 연동 | 원단 굴곡 형성 핵심 |
| 특수 기능 | Skip-stitch 장치 (1:1 / 2:1 전환 가능) | 스티치 간격 확장 기능 |
| 장력 수치 | 20 ~ 40g (Towa Tension Gauge 기준) | 매우 낮은 장력 유지 필수 |
| 리지 플레이트 각도 | 15° ~ 25° (원단 두께에 따라 조정) | 얇은 원단일수록 완만한 각도 |
| 바늘대 행정 | 12mm ~ 16mm | 기종별 상이 |
¶ 적용 분야 및 공정 상세
단뜨기는 의류의 종류와 부위에 따라 SPI(땀수)와 실의 종류를 엄격히 구분하여 적용합니다.
-
신사복 및 숙녀복 정장 (Formal Wear)
- 슬랙스/트라우저 밑단: 가장 대표적인 적용 부위입니다. 보통 3.5~4 SPI를 적용하며, 원단 색상과 100% 일치하는 폴리에스테르 필라멘트사(60s/3 또는 80s/3)를 사용합니다.
- 자켓 소매단 및 안단(Facing): 자켓 내부의 안감을 겉감에 고정할 때 사용합니다. 이때는 실의 장력을 극도로 낮추어 겉면에서 '찝힘' 현상이 전혀 없어야 합니다.
- 코트 밑단: 두꺼운 울(Wool) 소재의 경우 LW×6T #14 이상의 굵은 바늘을 사용하며, 리지 플레이트의 높이를 깊게 설정하여 중량감을 견딜 수 있게 합니다.
-
캐주얼 및 니트 (Casual & Knitwear)
- 티셔츠 소매 및 밑단: 니트 전용 단뜨기 기계(예: Yamato CM-352)를 사용합니다. 니트의 신축성을 대응하기 위해 2:1 Skip-stitch 모드를 주로 사용하며, 5~6 SPI로 촘촘하게 작업하여 활동 시 실이 풀리지 않도록 합니다.
- 폴로 셔츠 전립(Placket) 하단: 전립의 끝부분을 몸판에 보이지 않게 고정할 때 미세하게 적용됩니다.
-
고급 액세서리 및 홈 텍스타일
- 넥타이(Necktie): 넥타이 뒷면의 중심선을 봉제할 때 'Slip Stitch' 효과를 내기 위해 사용됩니다. 이는 넥타이가 매듭지어질 때 내부에서 실이 유연하게 움직이도록 돕습니다.
- 커튼(Curtains): 대형 커튼의 측면과 하단 헴라인에 적용됩니다. 2~3 SPI의 넓은 간격으로 작업하며, 투명사(Monofilament)를 사용하여 어떤 색상의 원단에도 대응할 수 있도록 합니다.
업종별 SPI 및 실 종류 가이드 | 업종 | 권장 SPI | 권장 실 (Thread) | 비고 | |------|------|------|------| | 고급 정장 (Wool 100%) | 3.0 ~ 3.5 | Poly 80s/3 또는 Silk Thread | 가시성 제로 목표 | | 일반 캐주얼 (Cotton/Poly) | 4.0 ~ 4.5 | Poly 60s/3 | 내구성 위주 | | 니트/다이마루 | 5.0 ~ 6.0 | Wooly Nylon 또는 고신축사 | 신축성 확보 필수 | | 커튼/인테리어 | 2.0 ~ 3.0 | Nylon Monofilament (투명사) | 대량 생산 효율성 |
¶ 주요 결함 및 기술적 해결책 (RCA 분석)
- 겉면 실 노출 (Show-through / Grinning)
- 현상: 제품 겉면에서 실이 점 형태로 보이거나 원단이 찝혀 보임.
- 원인: 리지 플레이트가 너무 높거나 바늘 침투 깊이가 깊음. 바늘이 원단을 완전히 관통함.
- 해결: 리지 플레이트 조절 다이얼을 미세하게 풀어 바늘이 원단 두께의 1/2~2/3만 낚아채도록 조정. 현장에서는 '한 가닥만 걸친다'는 느낌으로 세팅함.
- 미싱 (Skip Stitch)
- 현상: 체인이 형성되지 않고 실이 건너뛰어짐.
- 원인: 바늘 끝 마모, 바늘과 루퍼(Looper) 간극 과다, 리지 플레이트 높이 부족, 실 장력 과다.
- 해결: LW×6T 바늘 교체, 루퍼 타이밍 재설정(바늘 상승 시 2.5mm 지점에서 루퍼 교차), 루퍼와 바늘 간극 0.05~0.1mm 이내 유지.
- 원단 씹힘 및 퍼커링 (Fabric Pucker)
- 현상: 봉제 라인을 따라 원단이 우글거림.
- 원인: 바늘실 장력 과다 또는 노루발 압력 과다. 원단 이송 속도와 바늘 속도의 불일치.
- 해결: 실 장력을 최소화(Towa 기준 25g 이하)하고, 노루발 압력을 원단이 밀리지 않을 정도로만 낮춤. 보조 피드 독(Feed Dog) 높이 조정.
- 실 풀림 (Unraveling)
- 현상: 실 끝을 당기면 전체 스티치가 풀려나감.
- 원인: 단사 체인 스티치의 구조적 한계로 끝부분 마감 미흡. 체인 고리가 제대로 형성되지 않음.
- 해결: 봉제 종료 시 최소 2~3cm 이상 겹침(Overlap) 봉제를 수행하거나 바텍(Bartack)으로 보강.
- 바늘 자국 및 원단 손상 (Needle Marks / Atari)
- 현상: 바늘이 들어간 자리에 구멍이 남거나 원단이 번들거림.
- 원인: 원단 밀도 대비 굵은 바늘 사용 또는 바늘 끝 손상(Burr).
- 해결: 실크/박지 원단은 #9, 일반지는 #11 바늘 사용. 볼 포인트(Ball Point) 바늘 검토. 다림질 시 전용 천 사용.
- 이송 불량 (Uneven Feeding)
- 현상: 땀 간격이 일정하지 않거나 원단이 밀림.
- 원인: 피드 독(Feed Dog) 높이 부적절 또는 리지 플레이트와의 동기화 오류.
- 해결: 피드 독 높이를 0.8~1.0mm로 조정하고 이송 타이밍 점검.
¶ 품질 검사 기준 (QC Standard)
- 가시성(Visibility): 제품 겉면에서 보았을 때 스티치가 육안으로 거의 식별되지 않아야 함. (허용치: 1mm 이하의 미세 점 형태, 고급 정장은 0.5mm 이하)
- 침투 균일성: 10cm 구간 내 스티치 건너뜀(Skip)이 0회여야 함. 바늘이 원단을 너무 얕게 낚아채어 발생하는 '헛방' 주의.
- 유연성(Flexibility): 밑단을 좌우로 당겼을 때 실의 장력으로 인해 원단이 울지 않고 자연스럽게 늘어나야 함. (Stretch Test 15% 이상 통과)
- 강도(Strength): 가벼운 인장력(약 2kgf)에 밑단이 분리되지 않아야 하며, 체인 고리가 견고하게 형성되어야 함.
- AQL 기준: 고급 정장 공정에서 단뜨기 미싱은 'Critical Defect'로 분류하여 전수 검사를 원칙으로 함. 일반 의류는 AQL 1.5 적용.
¶ 현장 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 스쿠이 (Sukui) | 일본어 'すくい(낚기)'에서 유래. 현장에서 가장 흔히 쓰임. |
| 한국어 | 마쯔리 (Matsuri) | 주로 손바느질 단뜨기를 지칭하나, 기계 작업에도 혼용됨. |
| 베트남어 | Xăm lai | 단뜨기 기계 작업을 뜻하는 현장 전문 용어. |
| 베트남어 | May lai ẩn | '숨은 밑단 봉제'라는 뜻의 정식 기술 명칭. |
| 중국어 | 暗缝 (Ànfèng) | '어두울 암, 꿰맬 봉'을 사용하여 숨겨진 봉제를 의미. |
| 중국어 | 挑缝 (Tiaofeng) | '돋울 조, 꿰맬 봉' 바늘로 원단을 살짝 들어 올리는 동작 강조. |
| 일본어 | すくい縫い (Sukui-nui) | '떠서 꿰매기'라는 뜻의 정식 명칭. |
| 영어 | Felling | 단뜨기를 포함한 내측 고정 봉제를 통칭하는 용어. |
¶ 장비 세팅 및 유지보수 가이드 (시니어 엔지니어 지침)
- 리지 플레이트(Ridge Plate) 미세 조정: 단뜨기 품질의 90%를 결정함. 원단 교체 시마다 테스트 피스(Test Piece)를 통해 바늘 침투 깊이를 반드시 재설정해야 함. 다이얼 1클릭이 약 0.05mm의 깊이 차이를 만듦.
- Skip-stitch 레버 활용: 얇은 원단에서 실 노출을 줄이기 위해 한 땀 건너 한 땀씩 원단을 낚아채는 2:1 모드를 적극 활용함. 이는 겉면 노출 빈도를 50% 감소시킴.
- 바늘과 루퍼 타이밍: 바늘이 최하점에서 상승하여 2.5~3.0mm 지점에 도달했을 때 루퍼 끝이 바늘 중심선에 위치하도록 설정. 이때 바늘과 루퍼의 간극은 0.05~0.1mm 사이가 이상적임.
- 청소 및 주유: 곡선 바늘의 특성상 바늘대 부근에 먼지가 쌓이면 미싱의 원인이 되므로 매일 작업 전 에어 클리닝 필수. 특히 루퍼 궤적 내의 실 먼지는 장력 변화의 주범임.
- 실 경로(Thread Path) 점검: 단사 체인 스티치는 실 경로의 작은 저항에도 민감함. 실 가이드의 마모 상태를 정기적으로 확인하고 실리콘 오일을 실에 소량 도포하여 마찰을 줄임.
- 바늘 가드(Needle Guard) 설정: 바늘이 휘어지는 것을 방지하기 위해 바늘 가드가 바늘에 살짝 닿을 정도로 설정(간극 0mm ~ 0.05mm). 이는 고속 봉제 시 바늘 부러짐을 방지함.
¶ 공정 흐름도 (Mermaid)
¶ 국가별 실무 차이 및 현장 노하우
- 한국 공장: 숙련공의 '감각'에 의존하는 경향이 큼. 리지 플레이트 다이얼 수치보다는 봉제 시 발생하는 소리와 원단이 넘어가는 저항감을 보고 즉석에서 장력을 조절함. '스쿠이' 작업 전용 조명을 설치하여 겉면 노출을 실시간 감시함.
- 베트남 공장: SOP(표준작업절차서)에 따른 수치 관리를 중시함. 원단별로 리지 플레이트의 다이얼 번호(예: 3.5번)를 지정하여 라인 전체의 균일성을 유지함. 대량 생산 라인에서는 자동 사절 기능이 포함된 Juki CM-1103 모델 선호도가 매우 높음. 고온 다습한 환경으로 인해 실의 수축이 발생할 수 있으므로, 실 보관실의 온습도 관리를 철저히 함.
- 중국 공장: 최근 고속 단뜨기 기계와 자동 이송 장치를 결합한 반자동 스테이션을 구축하는 추세임. 특히 니트류 단뜨기에서 Yamato 장비의 복제품(Local Brand)을 대량 운용하며 원가 절감을 꾀함. 투명사(Monofilament) 사용 시 정전기로 인한 실 꼬임을 방지하기 위해 대전 방지 장치를 부착하기도 함.
¶ 기술적 심화: Skip-stitch (1:1 vs 2:1) 메커니즘
단뜨기 기계의 가장 독특한 기능인 Skip-stitch는 기어 메커니즘을 통해 리지 플레이트의 상승 주기를 조절합니다. * 1:1 모드: 바늘이 왕복할 때마다 리지 플레이트가 원단을 밀어 올려 매 땀마다 원단을 낚아챕니다. 강한 고정력이 필요한 두꺼운 원단이나 작업복에 사용됩니다. * 2:1 모드: 리지 플레이트가 두 번에 한 번꼴로만 상승합니다. 바늘은 매번 움직이지만, 한 번은 원단을 낚아채고 다음 번은 공중에서 루프만 형성합니다. 결과적으로 겉면에는 실 노출 점이 절반으로 줄어들어 훨씬 고급스러운 외관을 형성하며, 실의 소모량도 줄어듭니다. 고급 정장 하의의 90% 이상은 이 2:1 모드로 작업됩니다.
¶ 실전 트러블슈팅: 시니어 기술자의 노하우
- 원단이 얇아 자꾸 겉으로 실이 보일 때: 바늘 번수를 #9로 낮추고, 2:1 스킵 스티치 모드로 전환하십시오. 또한 실을 80s/3 이상의 극세사로 교체하고 Towa 장력을 20g까지 낮추면 해결됩니다.
- 봉제 후 밑단이 울퉁불퉁할 때(Puckering): 이는 장력 문제입니다. 단뜨기는 본봉과 달리 실이 원단을 꽉 조이면 안 됩니다. 실이 원단 위에서 '떠 있다'는 느낌이 들 정도로 장력을 풀어주십시오.
- 특정 구간에서만 미싱(Skip)이 발생할 때: 원단 겹침 부위(시접)를 지날 때 리지 플레이트가 과하게 눌리는 현상입니다. 리지 플레이트의 스프링 압력을 조절하거나, 시접 부위에서 속도를 줄여 수동으로 넘기십시오.
- 다림질 후 단뜨기 자국(Atari)이 심할 때: 프레싱 온도를 140~150도로 낮추고, 반드시 전용 다림질 천(Pressing Cloth)을 사용하십시오. 스팀을 과하게 주면 실의 수축으로 인해 자국이 더 심해질 수 있습니다.
¶ 관련 항목
- 오바로크 (Overlock): 단뜨기 전 원단 끝 풀림 방지를 위한 필수 선행 공정.
- 투명사 (Monofilament): 실 노출을 극단적으로 방지하기 위해 사용하는 나일론 투명사.
- 헤밍 (Hemming): 모든 종류의 밑단 접어 박기 공정을 통칭.
- 곡선 바늘 (Curved Needle): 단뜨기 기계의 핵심 부품으로, 원단을 관통하지 않고 훑고 지나가게 설계됨.
- 시아게 (Finishing): 봉제 완료 후 최종 다림질 및 검사 공정. 단뜨기 부위의 광택(Atari) 방지를 위해 전용 다림질 천을 사용함.
- 바텍 (Bartack): 단뜨기 시작과 끝부분의 풀림 방지를 위해 사용되는 보강 봉제.
- 리지 플레이트 (Ridge Plate): 원단을 밀어 올려 바늘이 낚아챌 수 있게 산을 만들어주는 핵심 부품.