¶ 개요
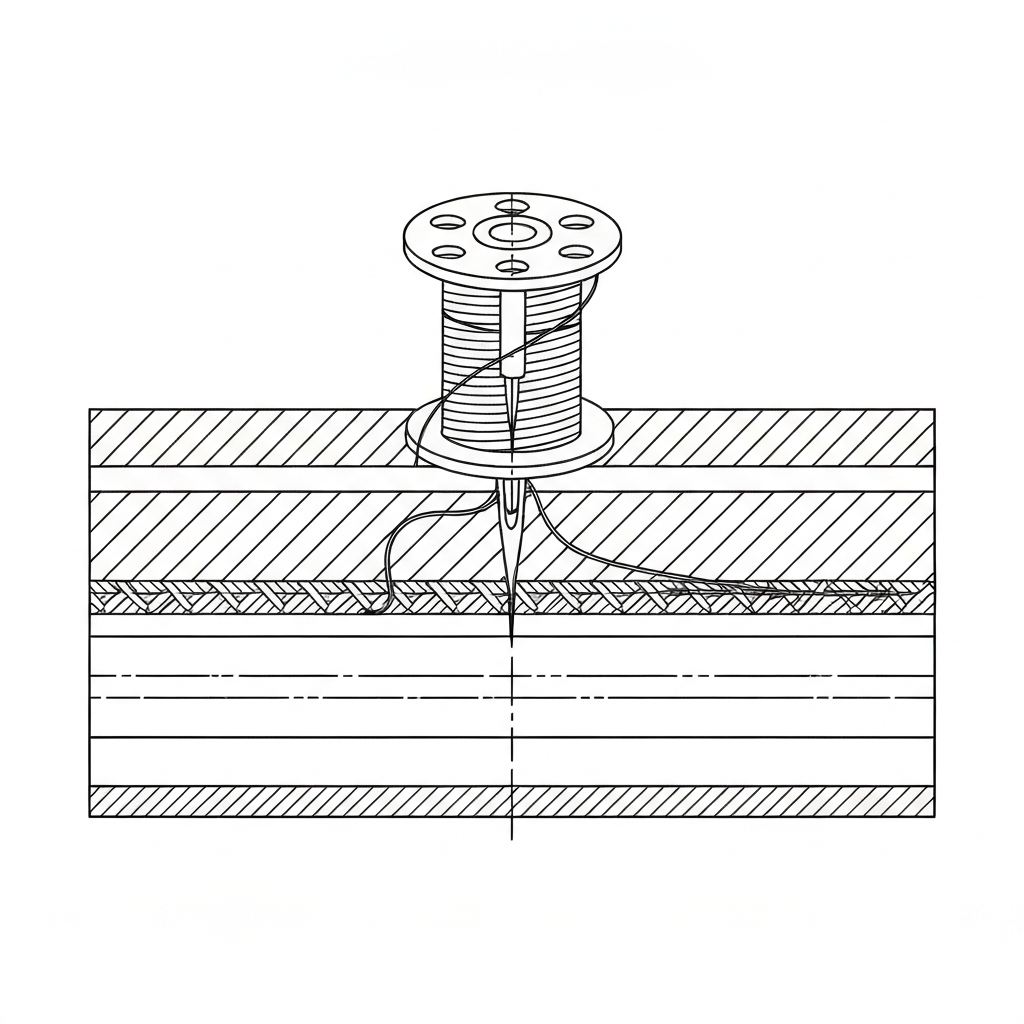
북알(Bobbin)은 본봉(Lockstitch, ISO 4915 Class 301) 재봉기에서 밑실(Lower Thread)을 감아 보관하고 공급하는 원통형 핵심 부품입니다. 재봉기의 가마(Hook) 내부 또는 북집(Bobbin Case)에 장착되어, 바늘실(Upper Thread)이 가마의 회전에 의해 북알 주위를 360도 통과하며 밑실과 교차함으로써 견고한 스티치를 형성합니다.
물리적 메커니즘 관점에서 북알은 단순한 저장 장치를 넘어, 고속 회전 시 발생하는 관성(Inertia)과 마찰열을 제어해야 하는 정밀 부품입니다. 본봉 스티치는 체인스티치(Chainstitch, ISO 4915 Class 401)와 달리 밑실의 양이 북알의 용량으로 제한되므로, 봉제 공정에서 밑실의 저장 용량과 교체 주기는 생산 효율(Downtime)을 결정하는 핵심 변수입니다. 특히 자동 사절 기종에서는 사절 후 남는 실의 길이와 북알의 회전 정지 타이밍이 다음 스티치의 품질을 좌우합니다. 산업 현장에서는 원단의 두께, 실의 굵기, 기계의 속도에 따라 알루미늄, 스틸, 세라믹 코팅 등 다양한 재질의 북알을 전략적으로 선택하여 사용합니다.
¶ 기술 사양표
| 항목 | 상세 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (Lockstitch) | 본봉 전용 (상하 실 교차 구조) |
| 주요 재질 | 알루미늄(고속/경량), 스틸(후물/내구성), 플라스틱(가정용), 황동(특수) | 작업 환경 및 속도에 따라 선택 |
| 기계 유형 | 본봉 미싱, 상하이송(Walking Foot), 전자 바텍, 패턴 미싱, 자수기 | 가마의 크기에 따라 북알 규격 결정 |
| 주요 호환 모델 | Juki DDL-9000C, Brother S-7300A, Juki LU-2810 (2배 가마), Mitsubishi PLK 시리즈 | 산업용 표준 규격 준수 |
| 규격 분류 | L-Style (표준), M-Style (대용량/Jumbo), U-Style (초대형), 15-Class | 가마(Hook) 설계 규격에 종속 |
| 바늘 시스템 | DB×1 (16~110호), DP×5 (65~160호), DP×17 (110~230호) | 북알의 실 수용량과 밀접한 관계 |
| 일반 SPI 범위 | 6 - 14 SPI (땀수) | 1인치당 땀수, 밑실 소모량 계산 근거 |
| 최대 봉제 속도 | 3,000 - 5,500 spm (Stitches Per Minute) | 고속 시 알루미늄 북알 필수 (관성 제어) |
| 표준 치수 (L-Style) | 직경 약 21mm, 높이 약 9mm | 가장 보편적인 산업용 본봉 규격 |
| 표준 치수 (M-Style) | 직경 약 25.5mm, 높이 약 11mm | 가방, 가죽, 텐트 등 후물용 대형 가마 |
| 표준 치수 (U-Style) | 직경 약 31mm 이상 | 자동차 시트, 컨테이너 백 등 특수 후물용 |
¶ 상세 정의 및 작동 원리
북알은 고속 회전하는 가마(Hook) 시스템 내에서 정밀한 실 공급을 담당하는 장치로, 그 작동 원리는 다음과 같은 물리적 단계로 세분화됩니다.
- 권취(Winding): 보빈 와인더(Bobbin Winder)를 통해 실이 일정한 장력으로 평행하게 감깁니다. 이때 실이 너무 느슨하면 봉제 중 장력이 불안정해지고, 너무 강하면 나일론 실의 경우 수축력에 의해 북알의 플랜지(Flange)가 변형되거나 파손될 수 있습니다.
- 장착(Loading): 북집(Bobbin Case)에 삽입되어 가마의 중심축(Center Post)에 고정됩니다. 수평가마 기종은 북집 없이 직접 가마에 안착되기도 합니다.
- 루프 형성(Looping): 바늘이 최하점(Bottom Dead Center)을 지나 상승할 때, 바늘 눈 바로 윗부분에 형성된 바늘실 루프를 가마의 검(Hook Point)이 낚아챕니다.
- 교차(Interlacing): 낚아챈 바늘실이 가마의 회전력을 이용해 북알 전체를 한 바퀴 휘감으며 통과합니다. 이때 바늘실은 북알과 북집 사이의 미세한 틈새(Clearance)를 통과하게 되며, 이 과정에서 북알에서 풀려나온 밑실과 꼬이게 됩니다.
- 조임(Tightening): 실채기(Take-up Lever)가 급격히 상승하며 이 교차점을 원단 중간(Center of Fabric)으로 끌어올려 스티치를 완성합니다.
역사적 배경 및 기술 진화: 초기 재봉기는 '셔틀(Shuttle)'이라 불리는 배 모양의 장치가 좌우로 왕복하며 실을 공급했으나, 이는 속도의 한계가 명확했습니다. 이후 19세기 후반 로터리 훅(Rotary Hook) 기술이 완성되면서 원형의 북알이 도입되었고, 이는 현대 산업용 재봉기가 5,000spm 이상의 고속을 달성하는 기반이 되었습니다.
현장 인식 차이: - 한국 공장: 정밀한 장력 조절을 위해 '요요 테스트'와 더불어 Towa 장력계를 활용한 수치 관리를 선호합니다. 북알의 미세한 흠집도 품질 불량으로 간주하여 엄격히 관리합니다. - 베트남 공장: 대량 생산 라인이 주를 이루므로, 밑실 교체 시간을 단축하기 위해 '대용량 가마(Large Hook)' 기종 도입을 선호하며, 보빈 와인더의 자동화 상태를 중요하게 점검합니다. - 중국 공장: 최근 자동화 설비(Pattern Tacker) 도입이 빨라지면서, 밑실 잔량 감지 센서가 부착된 특수 북알과 자동 보빈 교체 시스템(Auto Bobbin Changer)의 활용 빈도가 높아지고 있습니다.
¶ 적용 분야 (구체적 공정)
북알의 규격과 재질은 공정의 특성에 따라 엄격히 구분됩니다.
-
의류 제조 (Apparel):
- 드레스 셔츠: 칼라(Collar), 커프스(Cuffs), 앞단(Placket)의 정밀한 스티치. 주로 80수/3합 또는 100수 실을 사용하며, L-Style 알루미늄 북알을 사용하여 고속 봉제 시의 관성을 최소화합니다. (SPI: 12~14)
- 데님 팬츠: 주머니 부착(Pocket Setting), 옆솔기(Side Seam). 20수/3합 이상의 굵은 실을 사용하므로 실 소모량이 많아 M-Style 대용량 북알을 선호합니다. (SPI: 6~9)
- 속옷/란제리: 얇은 원단의 우글거림(Puckering)을 방지하기 위해 매우 낮은 장력의 북알 세팅이 요구됩니다.
-
가방 및 잡화 (Bags & Leather Goods):
- 백팩 어깨끈(Shoulder Strap): 하중을 견뎌야 하는 연결부 봉제. 나일론 63번(Tex 70) 이상의 굵은 실을 사용하며, 전자 바텍(Bartack) 기종에서 강한 장력을 견딜 수 있는 스틸 북알을 사용합니다.
- 핸드백 본판 합봉: 가죽의 두께 때문에 바늘실과 밑실의 교차점이 정확히 중간에 위치해야 하므로, 북집의 판스프링 장력 관리가 매우 중요합니다.
- 지갑 엣지 스티치: 외관상 매우 중요한 공정으로, 밑실의 꼬임이 겉으로 드러나지 않도록 정밀 세팅된 북알을 사용합니다.
-
산업용 및 특수 분야:
- 자동차 시트: 에어백 전개 부위 등 안전과 직결된 공정. 밑실 잔량 감지 센서가 필수적이며, 일정한 장력 유지를 위해 세라믹 코팅된 고가형 북알을 사용하기도 합니다.
- 텐트 및 타포린: 장시간 연속 봉제가 필요하므로 초대형 가마(U-Style 이상)를 사용하여 밑실 교체 횟수를 극단적으로 줄입니다.
¶ 주요 결함 및 해결 가이드 (Troubleshooting)
-
밑실 엉킴 (Bird's Nesting) - 증상: 봉제 시작 부분 뒷면에 실이 뭉침. - 원인: 사절 후 북알이 관성에 의해 더 돌아가서 실이 풀림(Overrun). - 현장 노하우: 북집 내부에 부착된 '안티 스핀 스프링(Anti-spin spring)'이 마모되었는지 확인하십시오. 알루미늄 북알로 교체하면 무게가 가벼워져 관성 문제를 즉시 완화할 수 있습니다.
-
스티치 건너뜀 (Skipped Stitches) - 증상: 밑실이 바늘실을 낚아채지 못함. - 원인: 북알이 북집 내에서 상하로 유격(Play)이 심하거나, 북알 자체가 휘어져 회전 시 가마와의 타이밍을 방해함. - 현장 노하우: 북알을 유리판 위에 굴려보아 휘어짐을 체크하십시오. 또한 가마의 검(Hook Point)과 바늘 사이의 간극이 0.05~0.1mm인지 재점검하십시오.
-
밑실 끊김 (Thread Breakage) - 증상: 봉제 중 밑실이 빈번하게 단절됨. - 원인: 북알 플랜지 가장자리의 버(Burr)나 스크래치, 또는 실 감기 시 너무 높은 장력으로 인한 실의 인장 강도 저하. - 현장 노하우: 손톱으로 북알 테두리를 훑어 걸리는 부분이 있다면 즉시 폐기하십시오. 고속 공정에서는 마찰열을 식혀주는 실리콘 오일을 북알에 미세하게 도포하기도 합니다.
-
장력 불균형 (Tension Irregularity) - 증상: 땀이 일정하지 않고 위아래로 튀어 나옴. - 원인: 보빈 와인더 설정 오류로 실이 한쪽으로 쏠려 감김(Coning). - 현장 노하우: 실이 북알의 80%만 감기도록 스토퍼를 조정하고, 감긴 모양이 원통형(Cylindrical)이 아닌 원뿔형(Conical)이라면 와인더 가이드의 위치를 좌우로 미세 조정하십시오.
-
원단 우글거림 (Puckering) - 증상: 봉제 후 원단이 쭈글쭈글해짐. - 원인: 북알에 실을 감을 때 발생한 과도한 장력이 봉제 후 이완되면서 원단을 잡아당김. - 현장 노하우: 보빈 와인더의 장력 디스크를 최대한 풀고, 실이 흘러내리지 않을 정도의 최소 장력으로 감으십시오.
¶ 품질 검사 및 관리 기준 (QC)
- 권취 상태 (Winding Uniformity): 실이 북알 양 끝단까지 평행하게 감겨야 하며, 전체 용량의 80~85%를 넘지 않아야 합니다. (100% 충전 시 북집 벽면과의 마찰로 장력이 급증함)
- 회전 동심도 (Concentricity): 전용 게이지나 평면판에서 회전 시 흔들림(Wobble)이 0.03mm 이내여야 고속 봉제 시 진동이 발생하지 않습니다.
- 표면 거칠기 (Surface Finish): 실이 닿는 모든 면은 경면 연마(Mirror Polishing) 상태여야 합니다. 특히 알루미늄 북알은 산화 방지 코팅 상태를 확인합니다.
- 장력 수치 관리 (Towa Gauge):
- 일반 본봉(L-Style): 20~30g (0.2~0.3N)
- 두꺼운 실(M-Style): 40~60g (0.4~0.6N)
- 위 수치는 실의 종류와 원단에 따라 가감될 수 있음.
- 중량 편차: 동일 로트의 북알 간 중량 편차가 5% 이내여야 라인 전체의 품질 균일성이 확보됩니다.
¶ 공장 현장 용어 및 은어
| 언어 | 용어 | 현장 표기/발음 | 비고 |
|---|---|---|---|
| 한국어 | 북알 / 실토리 | Buk-al / Sil-tori | 가장 보편적인 현장 용어 |
| 한국어 | 보빈 | Bobbin | 기술 문서 및 사양서 표준 표기 |
| 한국어 | 도란스 | Doransu | (은어) 북알을 감는 장치나 변압기를 혼용하기도 하나 주의 필요 |
| 일본어 | ボビン | Bobbin | 일본계 공장(Juki, Brother) 매뉴얼 용어 |
| 일본어 | 下糸 | Shitaito (시타이토) | 밑실 자체를 지칭 |
| 베트남어 | Suốt chỉ | Suot chi (쑤옷찌) | 베트남 현장 필수 용어 |
| 중국어 | 梭芯 | Suō xīn (쑤오신) | 표준 기술 용어 |
| 중국어 | 线芯 | Xiàn xīn (시엔신) | 현장 은어 (실의 심지라는 뜻) |
¶ 장비 세팅 및 유지보수 가이드
- 북집 장력 설정 (Yo-Yo Test & Towa):
- 북집에서 실을 잡고 가볍게 흔들었을 때, 북집의 무게로 인해 실이 2~5cm 정도 스르륵 풀려 내려가는 상태가 기본입니다.
- 정밀 공정에서는 Towa TM-1(본봉용) 또는 TM-2(대형용) 장력계를 사용하여 수치화된 데이터로 관리하십시오.
- 재질별 선택 가이드:
- 알루미늄: 열전도율이 좋아 고속 봉제 시 발생하는 마찰열 발산에 유리하며, 가벼운 무게로 인해 급정지 시 실이 더 풀리는 현상을 방지합니다.
- 스틸/황동: 내구성이 뛰어나며, 무거운 무게가 실이 풀릴 때 일종의 댐퍼 역할을 하여 굵은 실 작업 시 장력을 안정화합니다.
- 청소 주기: 북알을 교체할 때마다 에어건이나 브러시로 북집 내부와 가마 사이의 먼지(Lint)를 제거하십시오. 먼지가 판스프링 사이에 끼면 장력이 갑자기 약해지는 원인이 됩니다.
- 보관: 북알은 전용 보관함(Bobbin Box)에 세워서 보관하며, 서로 부딪혀 스크래치가 발생하지 않도록 주의하십시오. 자석 근처에 두면 금속 북알이 자화되어 가마 시스템의 미세한 오작동을 유발할 수 있습니다.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목
- 북집 (Bobbin Case): 북알을 보호하고 밑실 장력을 최종 조절하는 장치. (예: Hirose, Koban 정품 권장)
- 가마 (Hook): 수평가마와 수직가마로 나뉘며, 북알이 안착되는 회전체. (예: Juki DDL 시리즈의 로터리 훅)
- 보빈 와인더 (Bobbin Winder): 밑실을 자동으로 감아주는 장치. 독립형과 기계 내장형이 있음.
- 밑실 잔량 감지기 (Bobbin Thread Detector): 적외선 센서나 물리적 레버를 통해 실이 떨어지기 전 작업자에게 알림을 주어 불량(실 없음)을 방지함.
- 프리-와운드 보빈 (Pre-wound Bobbin): 공장에서 미리 감겨서 나오는 일회용 보빈. 균일한 장력과 긴 실 길이를 제공하여 대규모 생산 라인에서 선호함. (주로 종이 측면 또는 플라스틱 측면 방식)
¶ 실무 기술 팁 (Senior Technician's Note)
- 실의 수축(Shrinkage) 대응: 합성사(Polyester/Nylon)를 감을 때는 감긴 후 실이 수축하며 북알을 압박한다는 점을 잊지 마십시오. 너무 꽉 감긴 북알은 북집에서 잘 빠지지 않거나 회전 저항이 생겨 장력이 널뛰게 됩니다.
- 기름 오염 방지: 가마에 급유되는 오일이 북알과 실에 직접 닿지 않도록 가마의 오일량 조절 나사를 미세 조정하십시오. 흰색 원단 작업 시 북알에 묻은 미세한 오일은 치명적인 품질 사고로 이어집니다.
- 호환성 주의: Juki와 Brother의 일부 기종은 북알의 높이가 미세하게 다를 수 있습니다. 육안으로 비슷해 보인다고 혼용하면 가마 타이밍이 틀어지거나 북집 파손의 원인이 됩니다. 반드시 기계 매뉴얼에 명시된 부품 번호를 확인하십시오.
- 미검증 데이터 주의: 일부 저가형 호환 북알의 경우 표기된 재질과 실제 성분이 다를 수 있으므로, 고속 자동 사절기에는 반드시 검증된 브랜드(예: 정품 부품 또는 전문 제조사) 제품을 사용하십시오.