¶ 개요
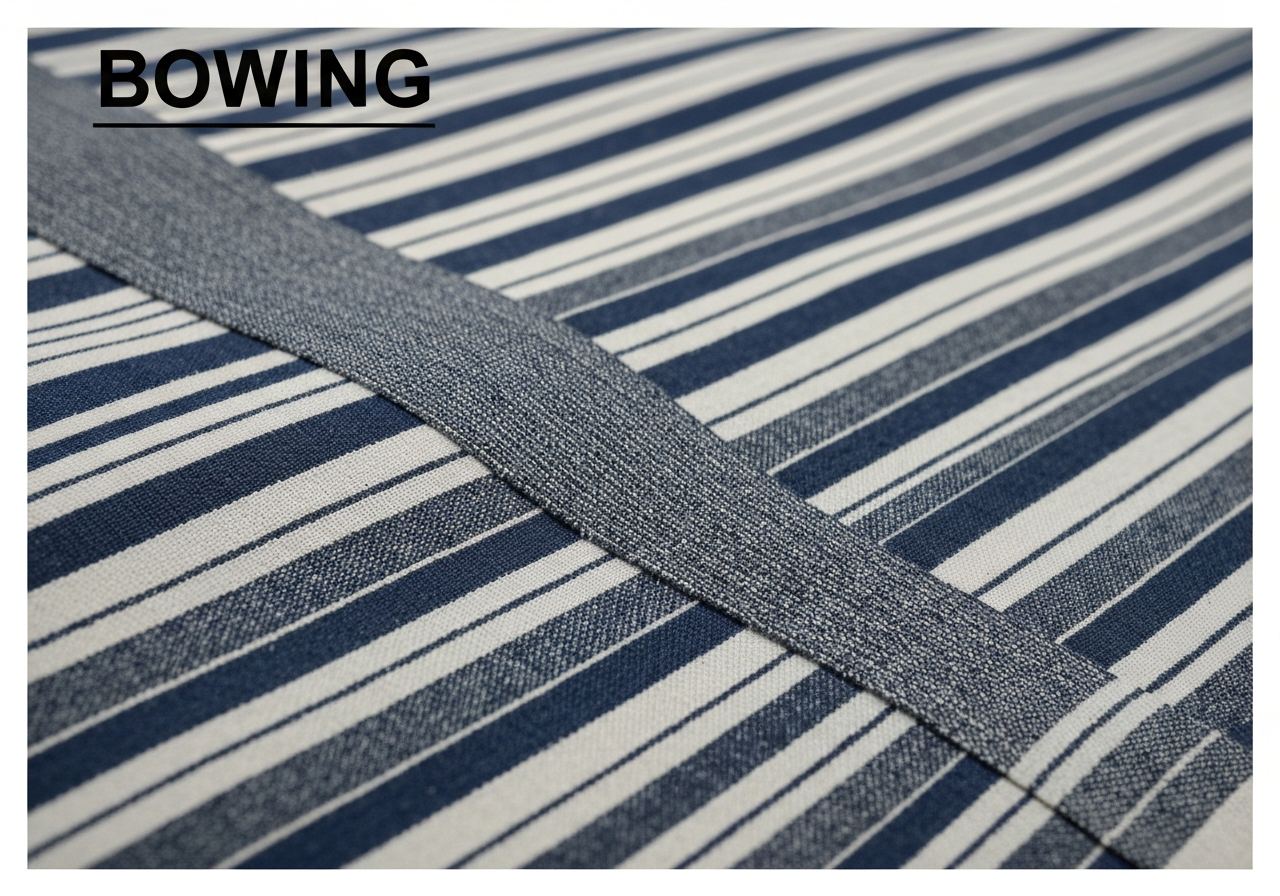
휘어짐(Bowing)은 직물(Woven)의 위사(Weft) 또는 편물(Knit)의 코스(Course)가 원단의 폭 방향에 대해 직선을 유지하지 못하고, 중앙부가 양 끝단(Selvage)보다 앞서거나 뒤처지며 활 모양(Arc)으로 굽어지는 중대 원단 결함이다. 이는 주로 염색 및 가공 공정의 핵심 장비인 텐터(Tenter) 기계 내에서 원단 양끝을 잡아주는 핀(Pin)이나 클립(Clip)의 이송 속도와 중앙부의 이송 속도가 물리적/기계적 요인으로 인해 불균형할 때 발생한다.
봉제 공정에서 보잉은 단순한 외관 불량을 넘어 패턴의 대칭성을 근본적으로 파괴하며, 완성 후 세탁 시 제품이 뒤틀리는 '토크(Torque)' 현상의 직접적인 원인이 된다. 특히 고속 자동화 생산 라인에서는 보잉으로 인한 원단 내 잠재 응력(Residual Stress)이 봉제 장력과 충돌하여 심각한 품질 저하를 초래한다. 프리미엄 브랜드(Lululemon, Nike, Armani 등)의 품질 기준(VQS)에서는 보잉률을 1.5% 미만으로 엄격히 제한하며, 이를 초과할 경우 전량 재가공(Re-processing) 또는 불합격(Reject) 판정을 내리는 것이 일반적이다.
¶ 기술적 정의 및 메커니즘
물리적으로 보잉은 원단 가공 시 가해지는 기계적 장력이 폭 방향으로 균일하게 분산되지 않아 발생한다. 원단이 텐터기의 고온 건조 영역(Drying Chamber)을 통과할 때, 열고정(Heat Setting) 과정에서 위사가 비정상적인 곡선 형태로 고착된다.
¶ 2.1. 발생 유형별 메커니즘
- 리딩 보잉 (Leading Bow): 원단의 중앙부가 양 끝단보다 먼저 진행하여 '∩' 형태로 휘는 현상. 주로 텐터기 중앙의 열풍 압력이 과도하게 강하거나, 이송 롤러의 중앙 직경이 마찰에 의해 양 끝보다 미세하게 클 때(Crown Effect) 발생한다.
- 래깅 보잉 (Lagging Bow): 원단의 중앙부가 양 끝단보다 뒤처져 '∪' 형태로 휘는 현상. 롤러 중앙부의 마찰력이 부족하거나, 원단 중앙의 수분 함량이 높아 하중이 집중될 때, 또는 텐터 체인의 장력이 과도할 때 빈번하게 나타난다.
- 더블 보잉 (Double Bow): 원단 폭 내에서 'W'자 또는 'M'자 형태로 두 번 이상의 곡선이 발생하는 현상. 이는 텐터기 내의 중간 지지 롤러(Support Roller) 세팅이 비대칭이거나, 공기 흐름(Air Flow)이 불균일하게 분사될 때 나타나는 복합 결함이다.
¶ 2.2. ISO 4915 스티치 분류와의 상관관계
보잉은 ISO 4915 스티치 구조 자체를 변형시키지는 않으나, 봉제 시 이송치(Feed Dog)와 노루발(Presser Foot) 사이에서 원단이 밀리는 정도에 결정적인 영향을 미친다. - Class 301 (Lockstitch): 보잉된 원단에서 위사가 휜 지점은 바늘이 실의 가닥(Yarn)을 정면으로 치지 못하고 비껴치게 되어, 바늘 열(Needle Heat) 발생이 증가하고 SPI(Stitches Per Inch)의 미세한 불균형을 초래한다. - Class 401 (Chainstitch): 체인스티치는 구조적 신축성이 있어 보잉에 의한 응력을 일부 흡수하지만, 보잉이 심할 경우 루퍼(Looper)와의 타이밍이 미세하게 어긋나 건너뛰기(Skipped Stitch) 결함이 발생할 수 있다.
¶ 상세 사양표 및 기술 데이터
| 항목 | 기술 사양 및 상세 기준 |
|---|---|
| 관련 국제 표준 | ASTM D3882 (Standard Test Method for Bow and Skew), ISO 13015 |
| 측정 공식 | $Bowing (\%) = (D / W) \times 100$ (D: 최대 휨 깊이, W: 원단 유효 폭) |
| 허용 오차 (일반) | 2.0% ~ 3.0% 이내 (일반 캐주얼, 워크웨어 기준) |
| 허용 오차 (패턴물) | 1.0% ~ 1.5% 이내 (체크, 스트라이프, 보더 프린트물) |
| 주요 교정 장비 | 자동 위사 교정기 (Automatic Weft Straightener) |
| 권장 장비 모델 | Mahlo Orthopac RVMC-15, Corino B-S-T, Bianco Digitex |
| 추천 재봉기 | Juki DDL-9000C (디지털 본봉), Juki LU-2810 (유니슨 피드), Brother S-7300A |
| 권장 바늘 시스템 | DB×1 (본봉), DC×27 (오버록), Groz-Beckert SAN6 (고부하 원단용) |
| 바늘 번수 (Size) | 원단 두께에 따라 #9 ~ #14 (Thin/Medium), #16 ~ #21 (Heavy) |
| 최대 봉제 속도 | 보잉 심화 원단 시 3,000 ~ 3,500 spm 이하 권장 (고속 시 뒤틀림 가속) |
| 실 장력 기준 (Towa) | 본봉 기준: 밑실(Bobbin) 20~25g, 윗실(Needle) 100~120g |
| 텐터 가공 온도 | Polyester: 170°C~180°C, Cotton: 140°C~150°C (보잉 교정 필수 온도) |
¶ 주요 적용 분야 및 영향 분석
보잉은 제품의 복잡도와 원단의 특성에 따라 치명도가 달라지며, 특히 대면적 재단물에서 그 영향이 극대화된다.
¶ 4.1. 의류 (Apparel)
- 고급 셔츠 및 블라우스: 앞판 단추 여밈선(Placket)이 직선으로 떨어지지 않고 활처럼 휘어지며, 좌우 칼라(Collar) 끝의 패턴 대칭이 무너진다. 스트라이프 셔츠에서 가슴 포켓의 가로선이 몸판과 일치하지 않는 '패턴 미스매치'의 90% 이상은 보잉이 원인이다.
- 데님 및 캐주얼 팬츠: 바지 옆솔기(Side Seam)가 무릎 아래에서 앞쪽으로 돌아가는 'Leg Twist' 현상이 발생한다. 이는 인심(Inseam)과 아웃심(Outseam)의 장력 불균형을 유발하여 착용감을 현저히 저해한다.
- 티셔츠 및 니트웨어: 넥라인(Neckline)의 립(Rib) 조직이 보잉된 몸판과 결합될 때, 한쪽은 늘어나고 한쪽은 씹히는 현상이 발생하여 세탁 후 목 부위가 우는 원인이 된다.
¶ 4.2. 가방 및 잡화 (Bags & Accessories)
- 백팩 및 토트백: 캔버스나 코듀라(Cordura) 등 고중량 원단의 보잉은 재단물 간의 조립 시 치수 불일치를 유발한다. 특히 어깨끈(Shoulder Strap) 연결 부위가 보잉된 원단으로 재단되면, 좌우 어깨에 가해지는 하중이 비대칭적으로 분산되어 형태 왜곡이 발생한다.
- 가방 바닥(Bottom): 바닥판의 결이 휘어 있으면 가방을 세웠을 때 한쪽으로 기울어지는 '자립 불량'의 원인이 된다.
¶ 4.3. 산업용 및 인테리어
- 자동차 시트: 대면적 원단 사용 시 퀼팅(Quilting) 라인의 직선도 유지가 불가능하며, 에어백 전개 부위의 원단 강도 불균형을 초래할 위험이 있다.
- 커튼 및 블라인드: 긴 기장의 제품에서 보잉은 하단부가 수평을 이루지 못하고 물결치는 심미적 결함을 만든다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 패턴 매칭 불량 (Pattern Mismatch) - 원인: 위사가 휘어진 상태에서 직선으로 재단하여, 봉제 시 패턴 끝점이 맞지 않음. - 해결: 재단 전 최소 24시간 이상 원단을 이완(Relaxing)시키고, 자동 위사 교정기를 통해 텐터 공정을 재수행함. 현장에서는 원단을 펼친 후 손바닥으로 중앙에서 바깥쪽으로 밀어보아 복원력을 확인하는 '핸드 필(Hand Feel) 테스트'를 병행함.
- 세탁 후 솔기 뒤틀림 (Seam Torque) - 원인: 보잉으로 인해 내재된 잠재 응력이 세탁 시 수축과 함께 해소되면서 원단이 원래의 결 방향으로 돌아가려 함. - 해결: 무장력 연단기(Tension-free Spreader)를 사용하고, 재단 시 보잉 방향을 고려한 '한 방향 재단(One-way Cutting)' 실시. 봉제 시에는 이송 속도를 15% 감속하여 장력 간섭을 최소화함.
- 포켓 및 라벨 수평 불량 (Misaligned Attachments) - 원인: 원단 결(Grain Line)을 기준으로 부착했으나 결 자체가 곡선임. - 해결: 레이저 가이드 라인을 작업대에 투사하여 원단 결이 아닌 절대 수평선을 기준으로 부착. 보잉이 심한 구간은 부착 전 스팀 아이롱으로 국부적 교정 실시.
- 심지 부착 후 기포 발생 (Bubbling/Moire) - 원인: 원단과 접착 심지의 결 방향 불일치로 인한 열수축률 차이. - 해결: 심지 재단 시 원단의 보잉 각도와 동일하게 심지를 재단하거나, 저온 접착(120°C 이하) 심지를 사용하여 원단의 응력 변화를 최소화함.
- 좌우 소매 길이 편차 (Sleeve Length Variation) - 원인: 좌우 판넬의 보잉 곡률 차이로 인해 봉제 시 노루발 압력에 의한 밀림 현상이 다르게 나타남. - 해결: 상하 이송(Compound Feed) 또는 차동 이송(Differential Feed) 기능이 있는 재봉기를 사용하여 원단 밀림을 강제 제어. Juki DDL-9000C의 디지털 피드 설정을 통해 구간별 이송량을 미세 조정함.
¶ 품질 검사 및 측정 방법 (Standard Operating Procedure)
- 샘플링: 원단 롤의 시작, 중간, 끝부분에서 최소 3군데 이상 측정. 특히 롤의 양 끝 5m 이내는 장력이 불안정하므로 제외하고 측정하는 것이 원칙이다.
- 직선 긋기: 원단 폭 방향으로 한쪽 식서(Selvage)에서 반대쪽 식서까지 직각으로 직선을 긋거나 실을 팽팽하게 당김. T-Square(T자형 자)를 사용하여 식서와 완벽한 90도를 유지하는 것이 핵심이다.
- 깊이 측정: 그어진 직선과 실제 위사(또는 패턴) 사이의 가장 먼 거리(D)를 mm 단위로 측정. 이때 원단에 주름이 없도록 평평한 검사대 위에서 수행해야 하며, 인위적인 인장력을 가해서는 안 된다.
- 계산 및 기록: $Bowing (\%) = (D / W) \times 100$. 측정 데이터는 ERP 시스템에 기록하여 텐터 가공소의 피드백 자료 및 로트(Lot) 관리 자료로 활용한다.
- 판정: 일반 직물 3% 초과 시 'Major Defect', 패턴물 1.5% 초과 시 'Reject' 또는 바이어 특별 승인(Waiver) 필요.
¶ 현장 은어 및 국가별 용어 대조표
| 언어 | 용어 | 로마자/한자 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 결 휨 / 보잉 | Gyeol-hwim | 현장 표준 용어 |
| 한국어 (KR) | 아다리 불량 | Adari-bullyang | 일본어 유래, 패턴이 맞지 않는 상태를 통칭 |
| 일본어 (JP) | 目曲がり | Memagari | 직물 조직(눈)이 휘었다는 뜻으로 가장 많이 쓰임 |
| 일본어 (JP) | 湾曲 / ボーイング | Bōingu | 기술 문서상의 정식 명칭 |
| 베트남어 (VN) | Cong vải | Cong vai | 원단이 활처럼 휘었다는 직관적 표현 |
| 베트남어 (VN) | Lệch sợi | Lech soi | 위사가 틀어졌다는 의미 (Skew와 혼용되기도 함) |
| 중국어 (CN) | 纬斜 | Wěixié | 위사가 기울거나 휘었다는 표준 기술 용어 |
| 중국어 (CN) | 弧斜 | Húxié | 보잉(활 모양 휨)을 특정하여 부르는 용어 |
| 중국어 (CN) | 歪斜 | Wāixié | 현장에서 구어체로 '비뚤어짐'을 통칭할 때 사용 |
¶ 공정별 세팅 가이드 (Technical Setting)
- 연단 공정 (Spreading):
- 원단 롤의 장력을 완전히 제거한 상태에서 연단. 자동 연단기 사용 시 'Bucket Feed' 시스템을 활용하여 무장력 상태 유지.
- 연단 높이(Lay Height)를 평소보다 20% 낮게 유지하여 하단부 원단의 눌림에 의한 변형 방지.
- 재단 공정 (Cutting):
- 보잉이 심한 경우 수동 재단보다는 정밀한 자동 재단기(CAM)를 사용하되, 진공 흡착(Vacuum) 장력을 조절하여 원단 왜곡 방지.
- 패턴의 노치(Notch) 깊이를 최소화하여 결 방향의 약화를 방지함.
- 봉제 공정 (Sewing):
- 노루발 압력: 최소화(10~15N 수준)하여 원단이 밀리는 현상 방지. 테플론(Teflon) 노루발 또는 롤러 노루발 권장.
- 차동 이송: 니트 원단의 경우 차동 비율을 0.8~1.0 사이로 미세 조정하여 보잉에 의한 늘어남 상쇄.
- 실 장력: 밑실 장력을 평소보다 10% 낮추어(Towa 기준 20g 미만) 봉제 후 솔기가 우는 현상(Puckering) 방지.
- 바늘 선택: 원단 조직 손상을 줄이기 위해 Ball Point(SES/SUK) 팁이 있는 바늘 사용 권장.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목 (Related Terms)
- 사선 휨 (Skewing/Slanting): 위사가 직선이지만 직각을 이루지 못하고 대각선으로 기운 현상. 보잉은 '곡선', 스큐는 '선형' 변형이라는 점이 결정적 차이다.
- 식서 (Selvage): 원단의 양쪽 끝단. 보잉 측정의 기준점이 되며, 텐터 핀 자국(Pin Mark)이 남는 부위다.
- 축융 (Relaxing): 가공 중 발생한 물리적 스트레스를 제거하여 원단을 안정화하는 필수 예비 공정. 보잉이 심한 원단은 축융 시간을 48시간까지 늘리기도 한다.
- 토크 (Torque): 원단의 꼬임 현상. 보잉이 해결되지 않은 채 봉제되었을 때 나타나는 최종 결과물 결함으로, 주로 환편물(Circular Knit)에서 심각하게 나타난다.
- 위사 교정기 (Weft Straightener): 광학 센서로 위사의 각도를 감지하여 롤러의 속도차로 보잉을 실시간 교정하는 장치. 현대 공장에서는 Mahlo社의 제품이 표준으로 통한다.
- 그레인 라인 (Grain Line): 원단의 결 방향. 재단 시 패턴의 기준선이 되며, 보잉은 이 그레인 라인 자체가 휘어지는 현상이다.
- 이송차 (Differential Feed): 앞뒤 이송치의 속도차를 이용해 원단의 늘어남이나 줄어듦을 제어하는 기능으로, 보잉 대응의 핵심 봉제 기술이다.