

카라비너 (Carabiner / móc khóa / カラビナ)
¶ 정의 및 개요 (Definition & Overview)
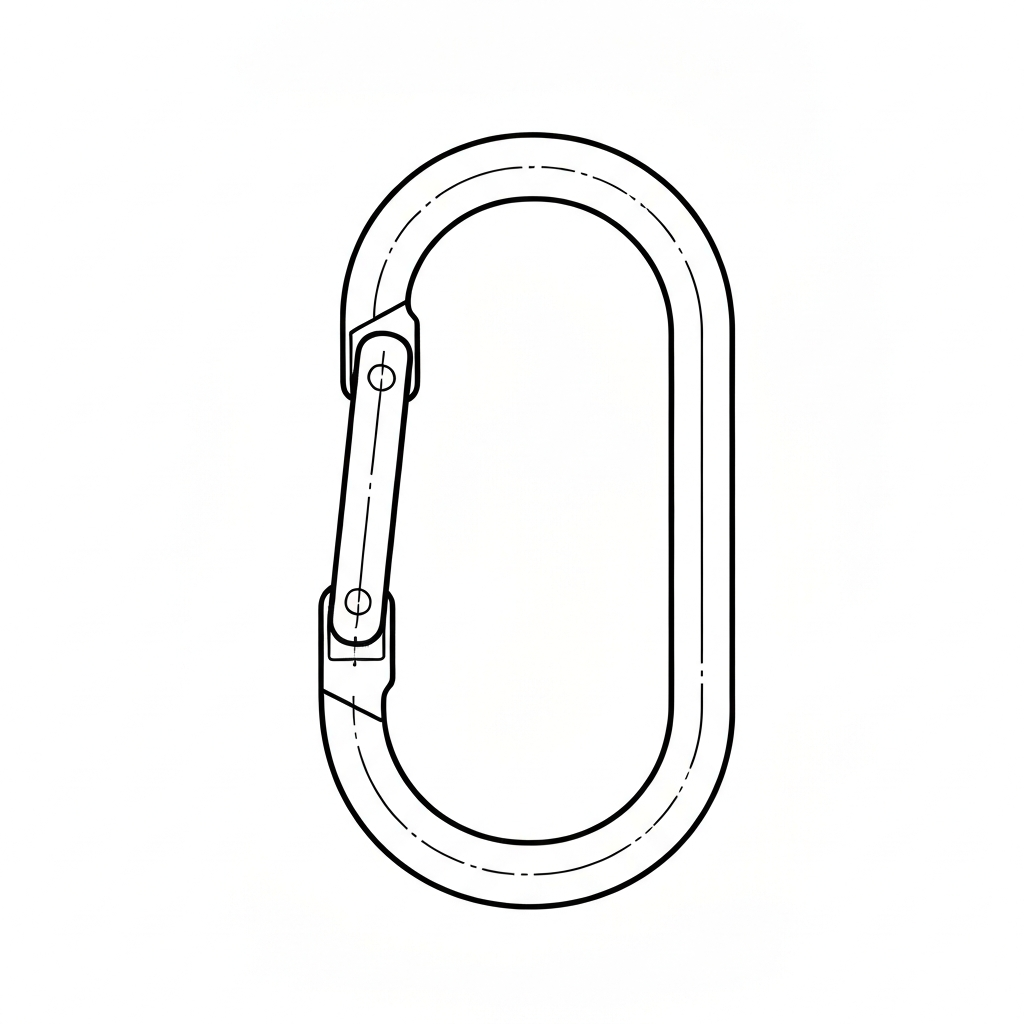
카라비너는 개폐 가능한 게이트(Gate)가 장착된 금속 또는 플라스틱 재질의 연결용 부자재이다. 가방의 어깨끈, 아웃도어 의류의 장비 걸이, 전술용 베스트(Tactical Vest)의 MOLLE 시스템 등에서 구성 요소를 신속하게 연결하거나 분리하는 목적으로 사용된다. 물리적으로는 스프링 장력을 이용한 게이트가 프레임의 노즈(Nose) 부분에 맞물려 폐쇄 회로를 형성하는 구조를 가진다.
봉제 공정에서는 주로 웨빙(Webbing)이나 테이프를 카라비너의 아일렛(Eyelet) 또는 프레임에 통과시킨 후, 바택(Bartack)이나 본봉(Lockstitch) 보강 봉제를 통해 고정한다. 산업용 카라비너는 단순한 액세서리를 넘어, 인명 구조나 고하중 지지 등 안전과 직결되는 핵심 부품으로 분류되므로 엄격한 재질 관리와 봉제 강도 확보가 필수적이다.
기술적 심화 및 물리적 메커니즘: 카라비너의 핵심 구조는 프레임(Frame), 게이트(Gate), 리벳(Rivet/Hinge), 스프링(Spring), 그리고 노즈(Nose)로 구성된다. 하중이 가해질 때 프레임의 장축(Major Axis) 방향으로 힘을 분산시키도록 설계되며, 특히 비대칭 D형(Asymmetric D-shape)은 하중을 척추(Spine) 쪽으로 집중시켜 강도를 극대화한다. 봉제 산업에서 카라비너는 제품의 기능적 확장성을 결정짓는 핵심 인터페이스 역할을 수행한다.
대체 기법과의 비교: 1. 고정식 버클(Fixed Buckle) 대비: 카라비너는 한 손으로 조작 가능한 신속한 탈부착성을 제공하나, 금속 재질 사용 시 제품의 전체 중량이 증가하고 보행 중 부딪히는 소음(Clanking Noise)이 발생할 수 있다. 2. 스냅 후크(Snap Hook) 대비: 일반적인 개고리(Snap Hook)보다 개구부(Gate Opening)가 넓어 굵은 로프나 다수의 웨빙 루프를 동시에 체결할 수 있으며, 인장 강도 면에서 압도적으로 우수하다. 3. 소프트 샤클(Soft Shackle) 대비: 섬유로 만든 소프트 샤클은 가볍고 소음이 없으나, 내마모성이 낮고 반복적인 개폐 속도가 카라비너에 비해 현저히 떨어진다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 관련 봉제 분류 | 부자재 부착 (Trims & Accessories Attachment) | - |
| ISO 4915 스티치 코드 | 304 (지그재그 바택), 301 (본봉 보강) | 바택은 304의 고밀도 집합체 |
| 주요 재질 | Aluminum 6061/7075, Stainless Steel, POM, Zinc Alloy | 7075는 항공기급 고강도 |
| 부착 기계 유형 | 컴퓨터 바택기, 중량물용 본봉기, 패턴 타커 | - |
| 추천 모델 | Juki LK-1900BN, Brother KE-430HX, Juki LU-2810 | LU-2810은 상하송(Walking Foot) |
| 바늘 시스템 | DP×17 (중량물/웨빙용), DP×5 (일반 의류용) | 135×17 / 134 시스템 호환 |
| 권장 바늘 호수 | #19 ~ #23 (Nm 120 ~ 160) | 웨빙 두께 및 실 굵기에 따라 조정 |
| 부착 SPI | 28 - 42 stitches (바택 패턴당 침수 기준) | 인치당 침수가 아닌 패턴당 침수 |
| 인장 강도 범위 | 패션용(5-20kgf), 산업/안전용(20kN 이상) | 1kN ≒ 101.97kgf |
| 표면 처리 | Anodizing, Powder Coating, Electroplating | Nickel-free 필수 확인 |
| 권장 실 굵기 | 본드사(Bonded Thread) #20/3, #30/3 (V-69, V-92) | 고강력 나일론 또는 폴리에스터 |
| 밑실 장력(Towa) | 250g ~ 350g (중량물 웨빙 작업 기준) | 일반 본봉 대비 약 1.5~2배 강도 |
| 최대 봉제 속도 | 1,800 ~ 2,200 spm | 지그 관성 및 바늘 열 발생 고려 |
¶ 적용 분야 (Applications)
- 가방 및 잡화:
- 백팩 어깨끈 연결부: 하중이 집중되는 하단 스트랩과 본체의 연결점에 D링과 조합하여 사용.
- 사이드 압축 스트랩(Compression Straps): 외부 장비(텐트, 매트리스)를 신속하게 결속하기 위한 용도.
- 내부 키 리테이너(Key Retainer): 가방 안감 쪽에 작은 카라비너를 부착하여 열쇠나 파우치 분실 방지.
- 카메라 스트랩: 퀵 릴리즈 시스템의 일부로 사용되어 바디와 스트랩을 즉각 분리.
- 아웃도어 및 전술 의류:
- 테크웨어 자켓: 가슴 포켓 하단이나 옆구리 라인에 카라비너 루프를 배치하여 장갑이나 모자 휴대.
- 전술 바지(Tactical Pants): 벨트 루프(Belt Loop) 중 전면 2곳을 강화하여 카라비너 전용 부착점 형성.
- 파카 유틸리티 루프: 혹한기 장갑을 낀 상태에서도 조작이 용이하도록 대형 카라비너 적용.
- 산업용 안전 용품:
- 추락 방지용 하네스(Harness): 등판(D-ring)과 안전 로프 사이의 주 연결 매개체.
- 랜야드(Lanyard): 공구 낙하 방지를 위해 작업대와 공구 손잡이를 연결.
- 반려동물 용품:
- 대형견 리드줄(Leash): 갑작스러운 인장력(Shock Load)에 견딜 수 있도록 항공기용 알루미늄 카라비너 사용.
- 스포츠 장비:
- 암벽 등반용 퀵드로우(Quickdraw): 두 개의 카라비너를 웨빙(Dogbone)으로 연결한 형태.
¶ 주요 결함 및 해결 방안 (Defects & Solutions)
- 게이트 작동 불량 및 스프링 피로 (Gate Failure) - 원인: 저가형 스프링 사용 또는 조립 불량으로 게이트가 완전히 닫히지 않음. - 해결: Duraflex, ITW Nexus, WJ 등 검증된 브랜드 부품 사용. 입고 시 5,000회 이상의 개폐 사이클 테스트(Cycle Test) 실시.
- 표면 버(Burr) 및 날카로운 모서리 - 원인: 다이캐스팅 또는 성형 공정 후 마감 미비. 봉제된 웨빙의 마모 및 사용자 부상 유발. - 해결: 배럴 연마(Tumbling) 공정 시간 확대 및 전수 검사를 통한 평활도 확인.
- 도금 박리 및 이염 (Color Migration) - 원인: 저가형 전해 도금 처리 및 원단과의 화학적 반응. - 해결: 염수 분무 테스트(Salt Spray Test, 48시간 이상) 통과 제품 사용. REACH/RoHS 기준을 준수하는 친환경 코팅 적용.
- 바택 위치 이탈 및 바늘 부러짐 (Needle Breakage) - 원인: 카라비너 프레임이 두꺼워 노루발이 수평을 유지하지 못하고 밀림. - 해결: 카라비너 형상에 맞춘 전용 홈 가공 노루발(Sae-dae) 제작 및 지그(Jig) 사용으로 위치 고정.
- 저온 취성 파괴 (Cold Brittleness) - 원인: 일반 플라스틱(ABS 등) 소재 사용 시 혹한기 충격에 파손. - 해결: 영하 20도 이하에서도 충격 강도를 유지하는 내한성 POM(Polyoxymethylene) 또는 나일론 소재 사용 확인.
- 게이트 래틀(Gate Rattle) 소음 - 원인: 게이트와 프레임 사이의 유격이 과다하거나 스프링 장력이 약함. - 해결: 정밀 공차 설계 제품 채택 및 게이트 접점 부위에 실리콘 댐퍼(Damper)가 적용된 모델 검토.
- 땀뜀(Skipped Stitches) 현상 - 원인: 고강도 웨빙의 밀도가 너무 높아 바늘이 관통할 때 편향(Deflection) 발생. - 해결: 바늘 번수를 상향하고, 바늘과 가마(Hook) 사이의 간극(Clearance)을 0.05mm로 정밀 재설정.
¶ 품질 검사 기준 (QC Standard)
- 게이트 정렬 및 복원력: 게이트를 최대 개방 후 놓았을 때 0.1초 이내에 복귀하며, 노즈(Nose)와 좌우 편차 없이 정확히 맞물리는지 확인.
- 인장 강도 테스트 (Tensile Strength): 바이어 요구 스펙(예: 50kgf)의 1.2배 하중을 1분간 가했을 때 프레임 변형이나 게이트 이탈이 없어야 함.
- 내식성 검사: 금속 제품의 경우 ASTM B117 기준에 따라 염수 분무 테스트 후 산화물(녹) 발생 여부 확인.
- 치수 정밀도: 웨빙이 통과하는 슬롯(Slot)의 폭이 설계 도면 대비 ±0.5mm 이내인지 캘리퍼스로 측정.
- 니켈 용출 테스트 (Nickel Release): 피부 접촉 부위의 경우 EN 1811 기준에 따른 니켈 용출량 검사.
- X-ray 비파괴 검사: 안전용 카라비너의 경우 내부 주물 기포(Void) 여부를 확인하여 잠재적 파손 위험 제거.
- 표면 조도 검사: 웨빙 접촉부의 거칠기가 Ra 1.6 이하인지 확인하여 마찰에 의한 웨빙 손상 방지.
¶ 현장 은어 및 국가별 명칭
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 카라비너 | Carabiner | 현장 표준 용어 |
| 한국어 (KR) | 개고리 | Gaegori | 스위벨(Swivel) 타입의 소형 카라비너를 통칭 |
| 일본어 (JP) | カラビナ | Karabina | 일본어 외래어 표기 |
| 일본어 (JP) | ナスカン | Nasukan | '가지 고리' 형태의 스냅 후크를 지칭 (가방 공장 다수 사용) |
| 베트남어 (VN) | móc khóa | moc khoa | 일반적인 고리, 잠금장치를 통칭하는 용어 |
| 베트남어 (VN) | móc leo núi | moc leo nui | 등산용 카라비너를 구체적으로 지칭할 때 사용 |
| 베트남어 (VN) | móc chó | moc cho | '개고리'의 직역 표현, 현장 작업자들이 흔히 사용 |
| 중국어 (CN) | 登山扣 | Dēngshān kòu | '등산용 버클'이라는 의미로 가장 널리 쓰임 |
| 중국어 (CN) | 葫芦扣 | Húlu kòu | 조롱박 모양의 카라비너를 지칭 |
| 중국어 (CN) | D扣 | D kòu | D형 카라비너를 지칭하는 현장 약어 |
¶ 장비 세팅 및 봉제 가이드 (Technical Setting)
- 전용 지그(Jig) 제작: 카라비너의 금속 프레임은 바늘이 닿을 경우 즉시 파손되거나 타이밍이 틀어지는 원인이 된다. 따라서 카라비너의 외형을 감싸는 형태의 알루미늄 또는 수지 지그를 제작하여 바택기 노루발에 장착해야 한다.
- 실 장력(Tension) 최적화: 카라비너 부착 시에는 주로 고강도 웨빙을 사용하므로, #20/3 이상의 두꺼운 실을 사용한다. 이때 밑실(Bobbin thread) 장력을 평소보다 15~20% 강하게 설정하여 매듭(Lock)이 웨빙 조직 정중앙에 형성되도록 한다. Towa 장력계 기준 300g 내외가 적당하다.
- 봉제 속도 제어: 카라비너의 무게로 인해 고속 왕복 운동 시 관성이 발생하여 패턴이 일그러질 수 있다. 기계의 최대 속도를 2,000spm 이하(정격의 약 70%)로 제한하는 것이 품질 안정화에 유리하다.
- 바늘 포인트 선택: 직조가 치밀한 나일론 웨빙의 경우, 섬유 손상을 방지하기 위해 끝단이 약간 둥근 'Light Ball Point (SES)' 또는 원단을 가르고 들어가는 'Diamond Point' 중 원단 특성에 맞는 것을 선택한다.
- 실리콘 오일 활용: 고강도 웨빙 봉제 시 바늘 열로 인해 실이 녹거나 끊어지는 현상을 방지하기 위해 실에 실리콘 오일을 도포하는 'Thread Lubricator' 장치 사용을 권장한다.
¶ 공정 흐름도 (Process Flowchart)
¶ 국가별 실무 차이 및 현장 노하우
- 한국 공장: 다품종 소량 생산 체계가 발달하여, 카라비너 형상에 따른 전용 지그(새대)를 공장 내 선반에서 직접 가공하여 사용하는 경우가 많다. 품질 기준이 까다로워 바택의 시작과 끝점의 실 엉킴(Bird's Nest)을 극도로 경계하며, 이를 위해 'Thread Nipper' 기능이 강화된 최신형 바택기를 선호한다.
- 베트남 공장: 대규모 라인 생산 위주로, Juki LK-1900BN 같은 자동 바택기보다는 대형 패턴 타커(Pattern Tacker)를 사용하여 한 번에 4~8개의 카라비너를 웨빙에 부착하는 멀티 지그 방식을 선호한다. 생산성 향상을 위해 자동 사절 장치의 칼날 교체 주기를 엄격히 관리한다.
- 중국 공장: 부자재 공급망이 인접해 있어 다양한 합금 재질의 카라비너를 쉽게 수급한다. 다만, 원가 절감을 위해 아연 합금(Zinc Alloy) 비율을 높인 제품이 섞일 수 있으므로, 하중이 중요한 제품의 경우 반드시 성분 분석표(Mill Test Certificate)를 요구하고 자체 인장 강도기로 로트별 검증을 실시한다.
¶ 실전 트러블슈팅 (Troubleshooting)
- 증상: 바택 봉제 중 바늘이 계속 부러짐
- 체크리스트:
- 카라비너가 지그 내에서 유동(Play)이 있는지 확인.
- 바택 패턴의 가로/세로 폭이 카라비너 프레임 안쪽 공간보다 넓게 설정되었는지 확인.
- 바늘이 웨빙을 뚫을 때 발생하는 열로 인해 바늘 끝이 휘었는지 확인. - 조치: 지그에 고무 패드를 덧대어 유동 방지, 패턴 폭 축소, 바늘 번수 한 단계 상향 및 냉각 에어(Needle Cooler) 설치.
- 증상: 봉제 후 웨빙이 카라비너 슬롯 내에서 한쪽으로 쏠림
- 체크리스트:
- 이송(Feed) 시 노루발 압력이 불균일한지 확인.
- 웨빙의 폭과 카라비너 슬롯 폭의 공차 확인. - 조치: 노루발 수평 조절, 웨빙 폭에 딱 맞는 가이드(Folder)를 바택기에 추가 설치하여 진입 각도 고정.
- 증상: 밑실이 겉으로 튀어나옴 (Looping)
- 체크리스트:
- 윗실 장력이 너무 강하거나 밑실 장력이 너무 약함.
- 보빈(Bobbin) 케이스 내부에 먼지나 실밥이 끼어 있음. - 조치: Towa 장력계를 사용하여 밑실 장력을 300g 수준으로 재설정, 보빈 케이스 청소 및 보빈 공회전 방지 스프링 점검.
¶ 관련 항목 (Related Items)
- 웨빙 (Webbing): 카라비너를 제품 본체에 연결하기 위한 고강도 직조 테이프.
- 바택 (Bartack): ISO 4915 304 스티치를 활용한 고밀도 보강 봉제.
- D링 (D-Ring): 카라비너의 상대물로 사용되는 D자형 금속/플라스틱 부자재.
- 스위벨 (Swivel): 카라비너 하단에 회전축을 추가하여 줄 꼬임을 방지하는 구조.
- MOLLE (Modular Lightweight Load-carrying Equipment): 전술 장비에서 카라비너를 활용해 파우치를 결착하는 표준 시스템.
- 파라코드 (Paracord): 소형 카라비너와 결합하여 액세서리 루프를 만드는 데 사용되는 고강도 나일론 줄.
- 인장 시험기 (Tensile Tester): 카라비너와 봉제부의 파단 강도를 측정하는 필수 QC 장비.