¶ 정의 및 기술적 원리
시레 가공(Cire Finish)은 합성섬유(Nylon, Polyester) 직물 표면에 고온과 고압의 캘린더(Calender) 롤러를 통과시켜 물리적인 광택을 부여하고 섬유 사이의 공극을 메우는 열기계적 후가공(Thermal-Mechanical Finishing) 공정입니다. 'Cire'는 프랑스어로 '왁스를 바른(Waxed)'이라는 뜻에서 유래되었으며, 열가소성을 가진 합성섬유의 표면을 납작하게 변형시켜 매끄러운 질감과 강한 광택(Wet-look)을 생성합니다. 기능적으로는 원단의 투기성(Air Permeability)을 극도로 낮추어 다운(Down) 제품의 충전재가 빠져나오지 않도록 하는 다운프루프(Down-proof) 성능 확보를 주 목적으로 합니다.
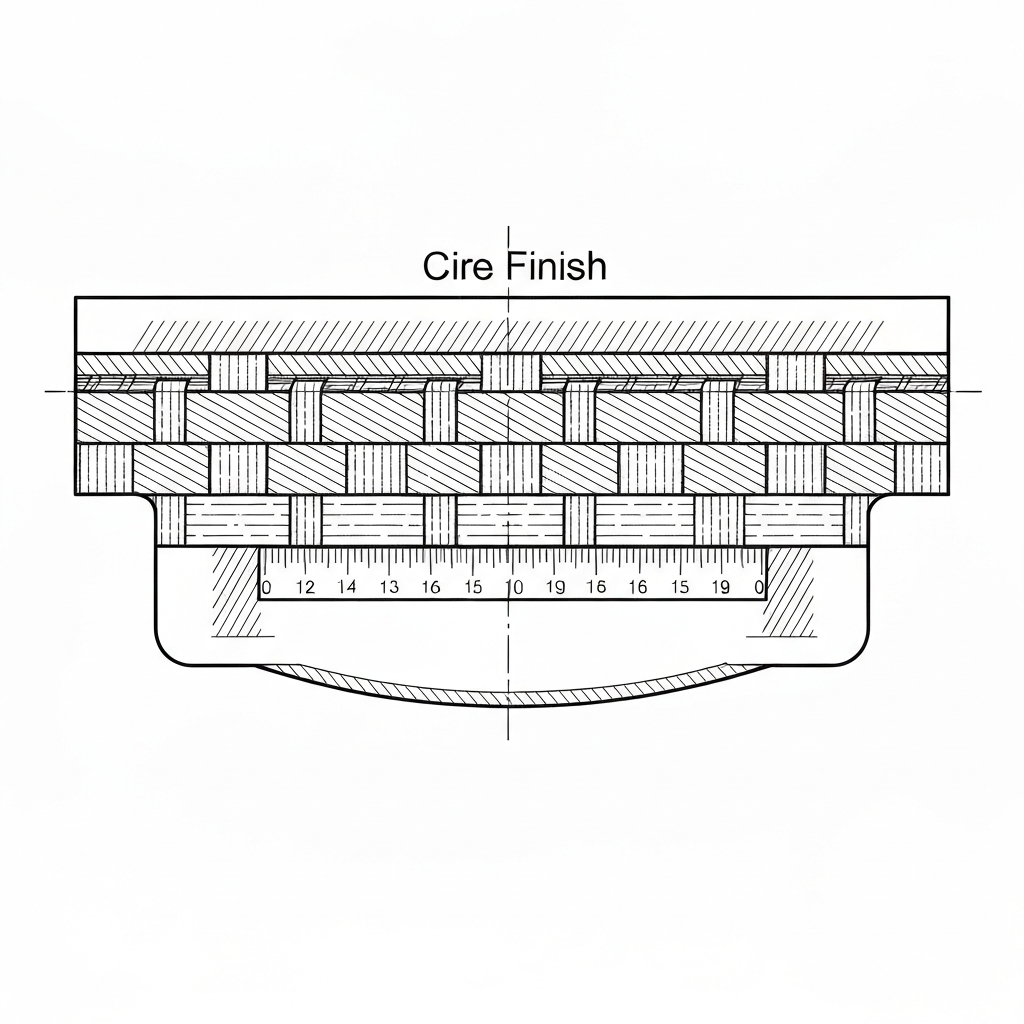
[확장된 기술적 원리 및 배경] 물리적으로 시레 가공은 섬유의 유리전이온도(Glass Transition Temperature, Tg) 이상, 융점(Melting Point) 미만의 정밀한 온도 범위에서 수행됩니다. 고압의 롤러가 원단의 필라멘트사를 수직으로 압착하면, 원형이었던 실의 단면이 편평한 타원형 혹은 직사각형 형태로 변형됩니다. 이 과정에서 빛의 난반사가 줄어들고 정반사율이 극대화되어 특유의 거울 같은 광택이 발생합니다. 또한, 경사와 위사 사이의 미세한 틈새(Interstice)가 압착된 섬유에 의해 물리적으로 폐쇄되는데, 이는 화학적 코팅 없이도 공기 흐름을 차단하는 '기계적 실링(Mechanical Sealing)' 효과를 냅니다.
유사 기법인 친츠 가공(Chintzing)과 비교했을 때, 친츠는 주로 면(Cotton) 소재에 수지(Resin)를 병용하여 부드러운 광택을 내는 반면, 시레는 합성섬유의 열가소성만을 이용해 훨씬 강하고 영구적인 'Wet-look'을 구현합니다. 역사적으로는 1950년대 듀폰(DuPont)사의 나일론 보급과 함께 아웃도어 의류의 경량화 요구가 커지면서, 무거운 코팅 대신 원단 자체의 밀도를 높이는 시레 가공이 표준 기술로 자리 잡았습니다.
현장 인식 측면에서 한국 공장은 시레 가공을 '다운프루프의 마침표'로 인식하여 품질 검사 시 투기성 수치를 최우선시합니다. 반면, 베트남 공장은 대량 생산 환경에서 시레 원단의 '미끄러움'으로 인한 봉제 이탈(Slippage) 방지에 집중하며, 중국 공장은 다양한 압력 설정을 통해 광택의 정도를 조절하는 '오더별 맞춤형 시레(Customized Cire)'에 강점을 보입니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 공정 분류 | 물리적/열적 후가공 (Thermal-Mechanical Finishing) | 화학 약제 미사용 원칙 |
| 주요 장비 | 3-Roll 또는 5-Roll 캘린더 머신 (Cire Calendering Machine) | 유압식 압력 제어 필수 |
| 권장 모델 | Monti Antonio 72 Series, Klieverik GTC, 일성기계(Il-Sung) | 글로벌 표준 장비 |
| 가공 온도 | Nylon 6: 170°C~185°C / Nylon 66: 190°C~210°C / PET: 200°C~220°C | 원단 융점(Melting Point) 고려 |
| 가공 압력 | 40 ~ 100 kg/cm² (선압 기준 150~300 N/mm) | 원단 밀도에 따라 가변 |
| 가공 속도 | 15 ~ 45 m/min | 생산성과 광택도의 상관관계 |
| 적합 원단 | 15D, 20D, 30D High-density Nylon/Polyester Taffeta | 필라멘트사 직물 최적 |
| 관련 표준 | ISO 9237 (투기성), ISO 105-C06 (세탁 견뢰도) | 국제 품질 규격 |
| 밑실 장력 (Towa) | 15 ~ 25g (본봉 기준) | 시레 원단 전용 저장력 세팅 |
| 노루발 압력 | 1.5 ~ 2.0 kgf | 원단 밀림 및 자국 방지 |
| 바늘 시스템 | Organ DBx1 SF (Slim Fit) / NY (Nylon Point) | 원단 손상 방지용 특수 바늘 |
| 스티치 분류 | ISO 4915 301 (Lockstitch), 401 (Chainstitch) | 다운 자켓 주요 스티치 |
¶ 적용 분야
시레 가공은 단순한 외관 개선을 넘어 기능적 요구치가 높은 고부가가치 의류 제조에 필수적입니다.
- 아웃도어 및 스포츠웨어:
- 헤비 다운 자켓(Heavy Down Jacket): 겉감(Shell)에 적용하여 충전재 유출 방지 및 발수 보조.
- 경량 패딩(Lightweight Down): 안감(Lining)에 시레 가공을 하여 착용 시 정전기 발생 억제 및 다운 이탈 방지.
- 윈드브레이커(Windbreaker): 고밀도 시레 가공을 통해 방풍(Wind-proof) 성능 극대화.
- 가방 및 장비:
- 침낭(Sleeping Bag): 내부 온기 보존을 위한 투기성 제어.
- 전술 배낭 및 경량 파우치: 립스탑(Ripstop) 원단의 조직감을 살리면서 표면 내마모성 강화.
- 산업용 자재:
- 낙하산(Parachute) 원단: 정밀한 투기성 제어가 필요한 특수 분야.
- 여과용 필터(Industrial Filter): 미세 입자 차단을 위한 공극 제어.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 모아레 현상 (Moiré Effect)
- 원인: 원단 투입 시 장력 불균형 또는 롤러 간의 미세한 평행도 이탈.
- 해결: 텐션 바(Tension Bar)를 재설정하고, 롤러의 수평 상태를 레이저 정렬 장치로 교정.
- 이색 (Color Shade Variation / Side-Center-Side)
- 원인: 캘린더 롤러 내부의 가열 오일 순환 불량으로 인한 좌/우 온도 편차.
- 해결: 오일 순환 펌프 압력 점검 및 롤러 표면 온도 실시간 스캐닝 시스템 도입.
- 원단 경화 및 취화 (Stiffness & Brittleness)
- 원인: 과도한 열 노출로 인한 섬유의 과숙성(Over-curing) 및 분자 구조 손상.
- 해결: 가공 속도를 높이거나 온도를 5~10°C 하향 조정. 필요 시 유연제(Softener) 전처리 검토.
- 광택 불균일 (Uneven Gloss / Oil Spot)
- 원인: 롤러 표면의 이물질 고착 또는 유압 시스템의 미세 누유.
- 해결: 롤러 클리닝 블레이드 점검 및 가공 전 원단의 정련(Scouring) 상태 확인.
- 정전기 및 권취 불량 (Static Electricity)
- 원인: 고온 건조 환경에서의 마찰로 인한 전하 축적.
- 해결: 권취부(Winding)에 이오나이저(Static Eliminator) 설치 및 공장 내 습도 55~65% 유지.
- 핀홀(Pin-hole) 및 원단 녹음
- 원인: 생지 상태의 매듭(Knot)이나 이물질이 고압 롤러를 통과하며 원단을 파손.
- 해결: 금속 탐지기 및 생지 검사 공정 강화.
[시니어 기술 편집자의 실전 노하우] * "떡광" 발생 시: 즉시 롤러의 냉각 시스템을 점검하십시오. 롤러 표면 온도가 설정값보다 5도만 높아도 합성섬유는 반용융 상태가 되어 광택이 뭉치게 됩니다. 이때는 압력을 낮추기보다 속도를 5m/min 단위로 올려 체류 시간을 줄이는 것이 효과적입니다. * 봉제 시 땀뜀(Skipped Stitches): 시레 원단은 표면이 매우 딱딱하여 바늘이 원단을 뚫지 못하고 튕기는 현상이 잦습니다. 이 경우 바늘을 Organ DBx1 SF(Slim Fit) 타입으로 교체하고, 가마(Hook)와 바늘 사이의 간극을 0.05mm 수준으로 극도로 좁게 세팅해야 합니다.
¶ 품질 검사 및 관리 기준
- 광택도 측정 (Gloss Level): ASTM D523 표준에 의거, 광택계(Gloss Meter)를 사용하여 60도 각도에서 측정. (통상 20~50 GU 범위 관리)
- 투기성 테스트 (Air Permeability): ISO 9237(Frazier 방식)에 따라 측정. 다운 자켓의 경우 1.0 cm³/cm²/sec 이하를 합격선으로 간주.
- 다운프루프 테스트 (Down-proof Test): ISO 12127-1 또는 회전 박스법(Rotating Box Method)을 통해 일정 시간 회전 후 빠져나온 깃털의 개수를 계측.
- 세탁 후 외관 변화: ISO 105-C06에 의거, 5회 이상 표준 세탁 후 광택 저하율이 10% 이내여야 함.
- 인장/인열 강도: ISO 13934-1(인장), ISO 13937-2(인열) 기준, 시레 가공 후 열 손상으로 인한 강도 저하가 15%를 초과하지 않는지 확인.
¶ 현장 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 시레 / 시레가공 | 현장 공통 표준어 |
| 한국어 | 떡광 | 과도한 압력/온도로 인해 광택이 뭉치고 원단이 뻣뻣해진 불량 상태 |
| 한국어 | 가라 시레 | 패턴(Pattern)이 있는 롤러를 사용하여 문양을 찍어내는 가공 (엠보 시레) |
| 베트남어 | Cán bóng | '압연하여 빛나게 하다'는 뜻으로 현장 지시서에 사용 |
| 일본어 | シレー加工 (Shire-kako) | 일본 바이어 오더 시트 표준 표기 |
| 일본어 | チンツ加工 (Chintsu-kako) | 친츠 가공. 시레보다 낮은 압력의 광택 가공을 지칭할 때 혼용 |
| 중국어 | 轧光 (Zhá guāng) | 캘린더링을 통한 광택 가공의 정식 명칭 |
¶ 제조 및 봉제 세팅 가이드
- 바늘 선정 (Needle Selection): 시레 원단은 조직이 매우 치밀하여 바늘 통과 시 마찰열이 심함. 반드시 초경 바늘(Titanium Coated) 또는 Slim Point(NY/KN) 바늘을 사용해야 함.
- 바늘 굵기: 원단 손상 및 퍼커링(Puckering) 방지를 위해 #7 ~ #9 (60~65Nm) 사용 권장. 최대 #11을 넘지 않도록 함.
- 스티치 밀도 (SPI): 12~14 SPI가 적당함. 밀도가 너무 높으면 원단이 잘려나가는 'Cutting' 현상이 발생하고, 너무 낮으면 다운이 샐 수 있음.
- 봉제사: 원단과 수축률이 유사한 고강력 폴리에스테르 필라멘트사(Coats Epic 등) 사용.
- 니들 쿨러 (Needle Cooler): 고속 봉제 시 바늘 열로 인해 원단이 녹는 것을 방지하기 위해 실리콘 오일 장치나 에어 쿨러 설치 필수.
[심화 봉제 테크닉] 1. 이송 시스템(Feed System): 시레 원단은 상하층 원단 사이의 마찰력이 극도로 낮아 '상하 밀림'이 심합니다. 이를 방지하기 위해 Bottom Feed(하부 이송) 방식보다는 Needle Feed(바늘 이송) 또는 Walking Foot(상하 이송) 재봉기 사용이 필수적입니다. Juki DLN-5410N 또는 DDL-9000C-F 모델이 권장됩니다. 2. 장력 관리(Tension Control): 시레 가공으로 인해 원단이 신축성을 잃고 딱딱해진 상태이므로, 실의 장력이 조금만 높아도 봉제선이 우는 퍼커링이 발생합니다. Towa 장력계 기준 밑실 장력을 20g 이하로 설정하고, 윗실은 실이 풀리지 않을 정도의 최소 장력(Minimum Tension)을 유지하십시오. 3. 노루발 선택: 금속 노루발보다는 원단 표면 스크래치를 방지하고 부드러운 이송을 돕는 테플론(Teflon) 노루발 사용이 표준입니다.
¶ 공정 흐름도 (Process Flow)
¶ 국가별 실무 차이 및 현장 대응
- 한국 (K-Factory): 주로 고기능성 아웃도어(K2, Black Yak 등) 물량을 처리하며, 시레 가공 후 DWR(내구 발수) 가공과의 결합력을 엄격히 관리합니다. 시레 가공 시 발생하는 정전기가 후속 공정인 자동 재단(Auto-Cutting)에서 원단 겹침 문제를 일으키므로, 재단 전 24시간 에이징(Aging) 공정을 반드시 거칩니다.
- 베트남 (V-Factory): 글로벌 브랜드(Nike, Adidas, North Face)의 대량 생산 기지로, ISO 9237 투기성 테스트를 라인 투입 전 전수 검사하는 시스템이 잘 갖춰져 있습니다. 고온 다습한 기후 특성상 시레 원단이 서로 달라붙는 'Blocking' 현상을 방지하기 위해 원단 사이에 간지(Interleaving Paper)를 넣어 보관하기도 합니다.
- 중국 (C-Factory): 광저우, 성택 등 원단 산지와 밀접하여 '가라 시레(엠보 시레)'와 같은 디자인적 변형이 매우 빠릅니다. 저가형 물량의 경우 시레 압력을 낮추어 생산 속도를 극대화하는 경향이 있으므로, 바이어는 반드시 세탁 후 광택 유지력을 확인해야 합니다.
¶ 대체 기술과의 비교 분석
| 구분 | 시레 가공 (Cire) | PU 코팅 (Coating) | 라미네이팅 (Laminating) |
|---|---|---|---|
| 원리 | 열과 압력에 의한 물리적 압착 | 화학 수지를 표면에 도포 | 기능성 필름(Membrane) 접착 |
| 중량 증가 | 거의 없음 (0g/m²) | 상당함 (5~15g/m²) | 높음 (20g/m² 이상) |
| 투기성 | 낮음 (조절 가능) | 매우 낮음 (불투과) | 투습 가능 (기능성 필름 시) |
| 터치감 | 매끄럽고 약간 뻣뻣함 | 끈적임이 있을 수 있음 | 두껍고 둔탁함 |
| 비용 | 저렴함 | 중간 | 높음 |
| 주요 단점 | 세탁 후 광택 점진적 감소 | 코팅 박리(Peeling) 위험 | 박리 및 투습도 저하 |
¶ 관련 항목
- 다운프루프 (Down-proof): 시레 가공의 핵심 기능적 목적.
- 캘린더링 (Calendering): 시레를 포함한 모든 압연 가공의 상위 개념.
- 발수 가공 (DWR): 시레 가공 전후에 처리되는 발수 코팅 공정. (통상 시레 후 발수 처리가 광택 유지에 유리)
- 퍼커링 (Puckering): 고밀도 시레 원단 봉제 시 가장 빈번하게 발생하는 봉제 불량.
- 안티 스태틱 (Anti-static): 시레 원단의 고질적인 문제인 정전기를 방지하기 위한 추가 가공.
- 니들 히트 (Needle Heat): 시레 원단 봉제 시 바늘 마찰로 인해 발생하는 열 손상 현상.
- ISO 4915: 스티치 분류 국제 표준. 시레 원단 봉제 시 301 본봉이 주로 사용됨.
¶ 유지보수 및 보관 가이드 (현장 매뉴얼)
- 롤러 클리닝: 캘린더 작업 종료 후 반드시 롤러가 회전하는 상태에서 전용 세척제로 표면의 미세 섬유 찌꺼기를 제거해야 합니다. 이물질이 고착된 상태로 재가열하면 롤러 표면에 영구적인 흠집이 생겨 원단에 '반복적 점 결함'을 유발합니다.
- 유압 시스템: 롤러의 좌우 압력을 균일하게 유지하기 위해 유압 실린더의 오일 누유를 주간 단위로 점검하십시오. 좌우 압력 편차가 2kg/cm² 이상 벌어지면 육안으로 확인 가능한 이색(Shade)이 발생합니다.
- 원단 보관: 시레 가공이 완료된 원단은 수직으로 세워서 보관(Vertical Racking)하는 것이 원칙입니다. 눕혀서 적재할 경우 하단 원단이 상단 원단의 무게에 눌려 광택이 죽거나(Crushing), 원단끼리 달라붙는 현상이 발생할 수 있습니다.
- 온도 센서 교정: 롤러 표면 온도와 제어반 표시 온도의 오차를 매월 비접촉식 적외선 온도계로 교정(Calibration)해야 합니다. 5도 이상의 오차는 원단 취화의 직접적인 원인이 됩니다.