칼라 (Collar / 에리 / cổ / 襟)
¶ 개요
칼라(Collar)는 의복의 목 둘레(Neckline)에 부착되어 목을 감싸거나 장식하는 핵심 구성 요소이다. 한국 봉제 현장에서는 일본어 '에리(襟, え리)'라는 용어가 지배적으로 사용되며, 베트남에서는 'Cổ áo', 중국에서는 '领子(Lǐngzi)'로 통칭된다. 칼라는 의복의 전체적인 실루엣과 인상을 결정하는 가장 중요한 부위로, 좌우 대칭의 정밀도와 곡선 부위의 이세(Ease) 처리가 품질의 핵심이다. 구조적으로는 목에 직접 닿는 세워진 부분인 '칼라 스탠드(Collar Stand, 에리 고시)'와 겉으로 꺾여 내려오는 '칼라 리프(Collar Leaf, 에리)'로 구분된다.
물리적 메커니즘 및 산업적 중요도: 칼라는 단순한 평면 원단의 결합이 아니라, 인체의 수직적인 목 구조와 상체의 수평적인 어깨 라인이 만나는 지점에서 발생하는 입체적 장력을 제어하는 공학적 장치이다. 칼라가 제대로 설계되지 않으면 의복이 뒤로 넘어가거나(Back-heavy), 앞판이 들뜨는 현상이 발생한다. 대체 기법인 '바인딩(Binding)'이나 '립(Rib/시보리)' 처리와 비교했을 때, 칼라는 심지(Interlining)를 삽입하여 구조적 강성(Structural Rigidity)을 확보할 수 있다는 장점이 있다. 이는 착용자의 얼굴을 시각적으로 강조하고 의복에 격식(Formality)을 부여한다. 고급 맞춤복(Bespoke)과 기성복(RTW)을 막론하고, 칼라의 끝점(Point)이 정확히 대칭을 이루고 라펠(Lapel)로 이어지는 롤링(Rolling)이 자연스러운가는 해당 공장의 기술 수준을 가늠하는 절대적 척도이다.
¶ 기술적 정의 및 구조
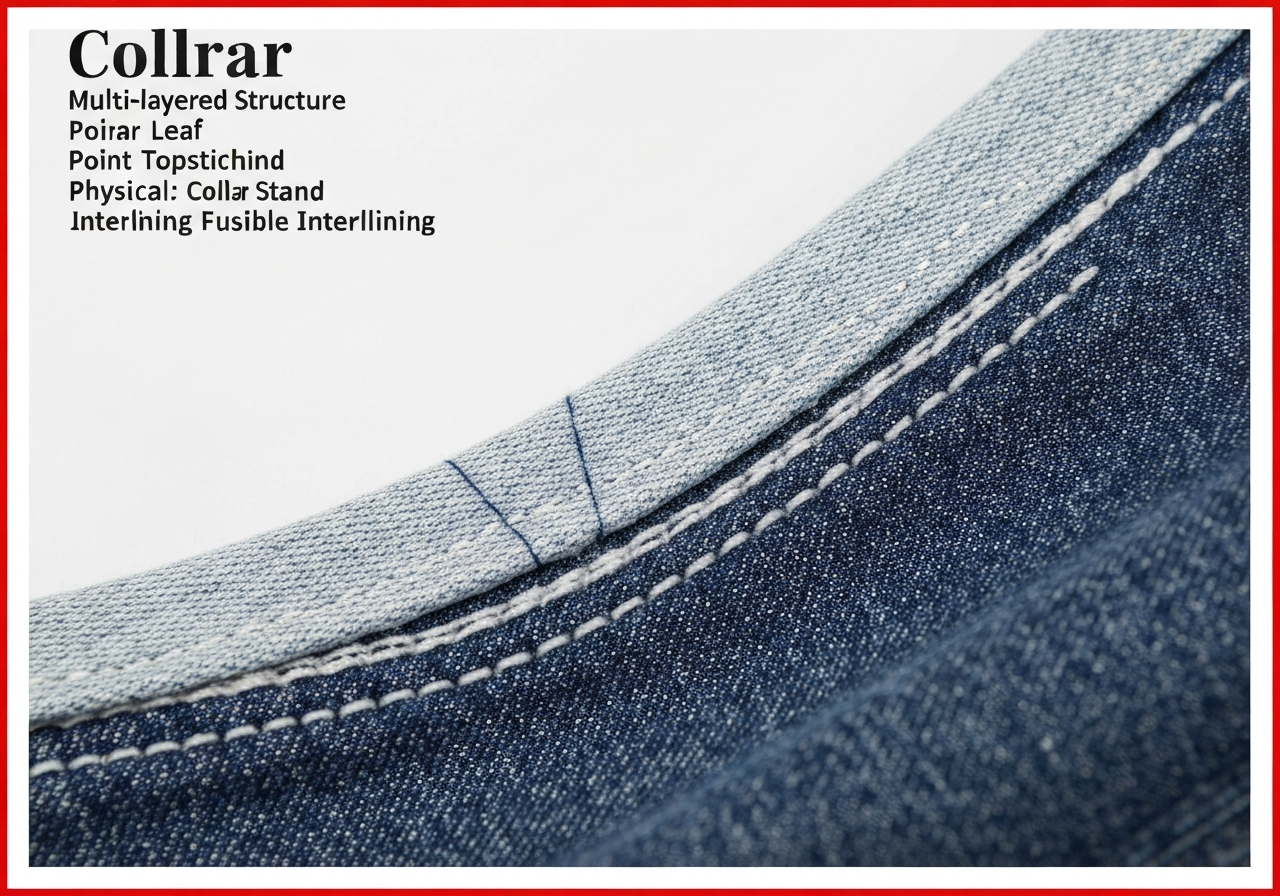
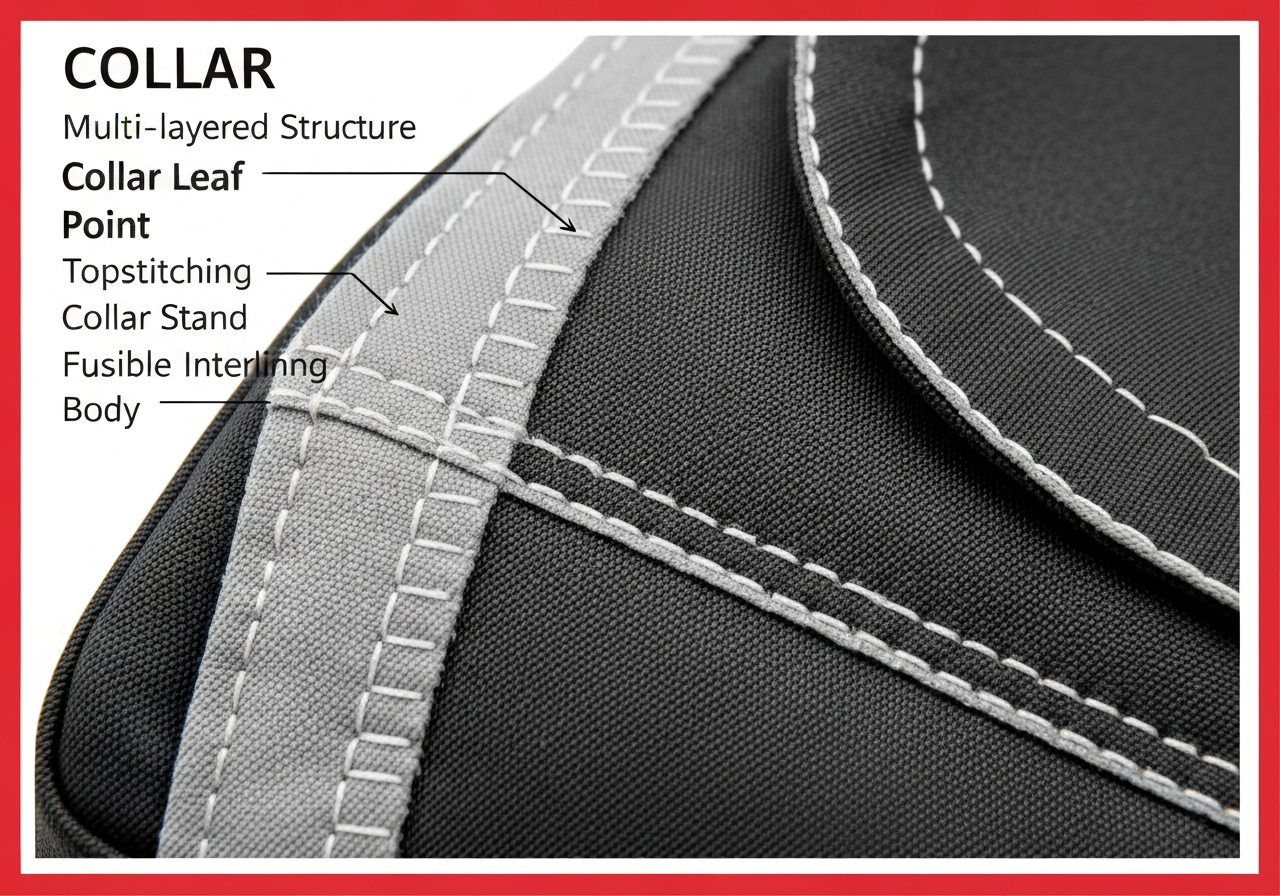
칼라는 의복의 형태 안정성을 유지하기 위해 다층 구조(Multi-layered Structure)로 설계된다.
- 칼라 리프 (Collar Leaf): 겉으로 보이는 칼라의 윗부분. 끝부분(Point)의 각도와 대칭이 중요하며, 상침(Topstitching)의 간격이 외관 품질을 결정한다.
- 칼라 스탠드 (Collar Stand): 칼라를 세워주는 지지대 역할. 목의 곡선에 맞춰 입체적으로 설계되어야 하며, 몸판(Body)과 리프를 연결한다. 현장 용어로 '에리 고시'라고 한다.
- 심지 (Interlining): 칼라의 보강재. 접착 심지(Fusible Interlining)를 주로 사용하며, 칼라의 강도, 복원력, 세탁 후 형태 유지력을 결정한다.
- 지에리 (Under Collar): 칼라의 안쪽 면. 재킷이나 코트에서는 형태 유지를 위해 겉감과 다른 소재(멜톤, 펠트 등)를 사용하거나 바이어스 방향으로 재단하여 신축성을 확보한다.
- 칼라 스테이 (Collar Stay): 칼라 리프 끝부분의 꺾임을 방지하기 위해 삽입하는 플라스틱 또는 금속 소재의 보강물.
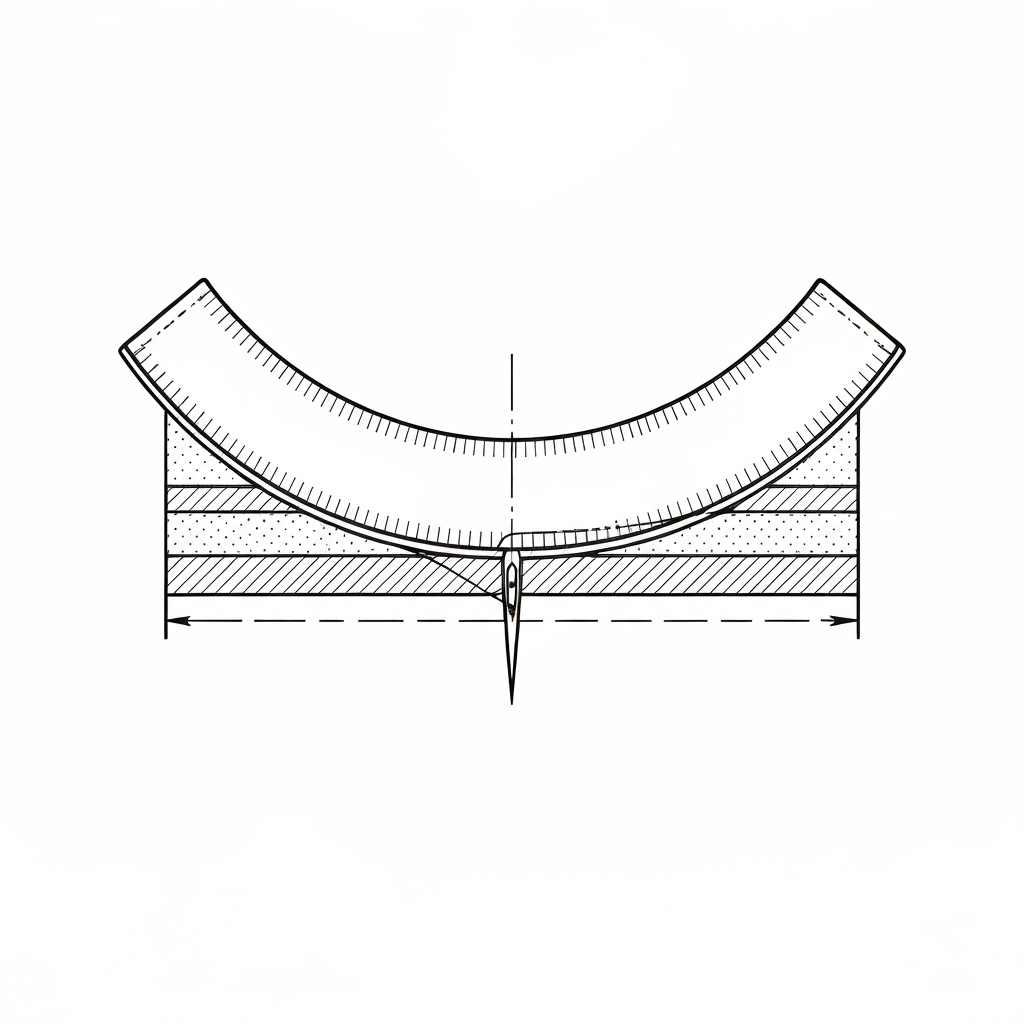
물리적·기계적 작동 원리 (외륜차 제어): 칼라 봉제의 핵심은 '외륜차(Outer Circumference Difference)'의 극복이다. 칼라를 꺾었을 때 바깥쪽으로 나가는 칼라 리프(Upper Collar)는 안쪽의 지에리(Under Collar)보다 더 넓은 면적을 커버해야 한다. 이를 위해 봉제 시 상단 원단에 약 2~3mm(원단 두께의 약 1.5~2배)의 '이세(Ease/여유분)'를 주어 봉제한다. 만약 이세 없이 동일한 길이로 봉제할 경우, 칼라를 꺾었을 때 끝부분이 위로 들뜨는 '에리 뒤집힘' 현상이 발생하여 치명적인 품질 불량으로 이어진다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (본봉 / Lockstitch) | 가장 일반적인 접합 및 상침용 |
| 보조 스티치 | ISO 4915 Class 401 (체인 스티치) | 워크웨어 및 신축성 대응용 |
| 주요 장비 | 본봉기(Lockstitch), 바늘 이송 미싱(Needle Feed) | Juki DDL-9000C, Brother S-7300A, Juki DLN-5410N |
| 자동화 장비 | 자동 칼라 봉제기 (Automatic Collar Unit) | Juki ASN-690 시리즈 또는 Ngai Shing 자동 트리머 |
| 바늘 시스템 | DB×1 #9~#14 (직물), DP×5 (중량물/청바지) | Organ 또는 Schmetz SERV 7(열 방지) 권장 |
| SPI 범위 | 10 - 18 SPI (Stitches Per Inch) | 드레스 셔츠: 14-18, 캐주얼: 10-12, 코트: 8-10 |
| 봉사(Thread) | 코아사(Core Spun) 40/2, 60/2 또는 폴리에스터 | Gunze, Coats, A&E 등 고품질 봉사 필수 |
| 최대 봉제 속도 | 4,000 ~ 5,000 spm | 실제 공정 권장 속도: 3,000 ~ 3,500 spm |
| 노루발 유형 | 스티치 노루발(Compensating Foot), 테플론 노루발 | 상침 간격(1/16", 1/4", 1/8") 유지용 |
| 밑실 장력 | 20 ~ 35 gf (Towa 장력계 기준) | 셔츠: 20-25gf, 재킷: 30-35gf (미검증 시 25gf 표준) |
| 심지 접착 조건 | 온도 130-150°C, 압력 3-4kg/cm², 시간 10-15초 | T.P.T(Temp, Pressure, Time) 최적화 필수 |
¶ 주요 적용 분야 및 칼라 유형
칼라 공정은 의류의 종류에 따라 설계와 봉제 방식이 완전히 달라진다.
1) 의류 분야 (Apparel) * 드레스 셔츠 (Dress Shirts): 칼라 리프와 스탠드가 분리된 구조. 1/16"(약 1.6mm) 에지 스티치가 품질의 핵심이다. 와이드 스프레드, 버튼 다운, 윙 칼라 등이 포함된다. * 테일러드 재킷 (Tailored Jackets): 라펠(Lapel)과 연결되는 복잡한 구조. 지에리에 멜톤 소재를 사용하여 목에 감기는 밀착감을 극대화하며, '팔자뜨기(Pad Stitching)'를 통해 입체감을 형성한다. * 폴로 셔츠 (Polo Shirts): 횡편(Flat Knit) 에리를 사용한다. 목 뒷부분의 늘어남 방지를 위해 해리(Binding) 또는 테이핑 처리를 병행한다. * 만다린 칼라 (Mandarin/China Collar): 스탠드만 존재하고 리프가 없는 형태. 군복이나 아시아 전통 의상에서 유래했으며, 끝부분의 라운딩 처리가 핵심이다. * 피터팬 칼라 (Peter Pan Collar): 둥근 형태의 칼라 리프로 여성복 및 아동복에 주로 사용되며, 곡선 부위의 시접 정리가 매우 까다롭다.
2) 특수 및 산업 분야 * 가방 및 백팩: 가방 입구(Opening) 부위를 칼라 구조로 보강하여 형태를 유지하고 지퍼 부착 시 안정성을 높인다. * 전술 장비: 방탄 조끼의 목 보호 칼라. 고강도 나일론(Cordura) 원단과 두꺼운 충전재를 사용하여 봉제 난이도가 매우 높다. * 작업복: 탈부착형 방한 칼라(보아털 등) 및 고가시성(High-visibility) 테이프가 부착된 칼라.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 에리 끝 비대칭 (Uneven Collar Points)
- 원인: 좌우 봉제 시 시접 분량 불일치 또는 뒤집기 공정에서의 미숙.
- 해결: 칼라 전용 형지(Template) 사용 및 자동 뒤집기 기계 도입. 봉제 전 노치(Notch) 정밀 매칭.
- 퍼커링 (Puckering)
- 원인: 상하 원단 이송 불균형, 실 장력 과도, 또는 바늘 열에 의한 원단 수축.
- 해결: 바늘 이송(Needle Feed) 기종 사용, 밑실 장력 완화, 세라믹 코팅 바늘 사용.
- 에리 고시 뒤틀림 (Collar Stand Twist)
- 원인: 몸판과 합봉 시 중심점 불일치 및 이세 배분 실패.
- 해결: 중심 및 어깨선 노치 정밀 매칭, 필요 시 풀러(Puller) 장치 활용하여 균일 송출.
- 심지 박리 및 기포 (Bubbling/Delamination)
- 원인: 접착 T.P.T 설정 오류 또는 원단 가공제(실리콘 등)와의 상성 문제.
- 해결: 프레싱기 온도/압력 정기 점검, 접착 강도 테스트(Peel Test) 실시, 선축(Pre-shrinking) 처리.
- 칼라 끝 뭉툭함 (Blunt Points)
- 원인: 뒤집기 전 시접 정리(Trimming) 부족 또는 뒤집기 도구 미사용.
- 해결: 코너 시접을 2mm 이하로 정밀 커팅 후 '실 고리(Thread Loop)' 기법으로 각을 살림.
- 스티치 터짐 (Stitch Cracking)
- 원인: 목 부위 인장력 대비 SPI 부족 또는 신축성 대응 실패.
- 해결: 적정 SPI 유지 및 신축성 원단의 경우 체인 스티치(ISO 401) 검토.
- 번들거림 (Glazing/Moire)
- 원인: 노루발 압력이 너무 높거나 다림질 시 과도한 열 가함.
- 해결: 노루발 압력 완화(2.0kgf 이하), 다림질 시 덧천(Pressing Cloth) 사용.
¶ 품질 검사 기준 (QC Standards)
- 치수 정밀도: 칼라 전체 길이와 높이가 작업지시서(Spec Sheet) 대비 ±2mm 이내여야 함. 특히 칼라 밴드(Stand)의 높이 균일성 확인.
- 좌우 대칭성: 칼라를 반으로 접었을 때 끝점(Point)과 곡선 라인이 완벽히 일치해야 함. 0.5mm 이상의 편차는 A급 브랜드에서 불량으로 간주.
- 상침(Topstitching) 품질: 스티치 간격이 일정하며, 땀 뜀(Skipped Stitch)이나 실 뭉침이 없어야 함. 코너 부위의 땀수가 좌우 동일해야 함.
- 외관 상태: 심지 기포, 원단 손상(Needle Chew), 오염(Oil Stain)이 없어야 함. 특히 칼라 끝부분의 원단 미어짐(Fraying) 주의.
- 복원력 및 롤링: 칼라를 꺾었을 때 형태가 무너지지 않고 자연스러운 롤링이 형성되어야 함. 꺾임선(Roll Line)이 파도치지 않고 매끄러워야 함.
¶ 현장 전문 용어 및 은어 (Slang & Terminology)
| 용어 | 로마자 표기 | 의미/비고 |
|---|---|---|
| 에리 | Eri | 칼라(Collar) 전체를 지칭하는 가장 보편적인 용어 |
| 에리 고시 | Eri-Goshi | 칼라 스탠드(Stand). '고시'는 허리/지지대를 의미 |
| 지에리 | Ji-Eri | 안쪽 칼라(Under Collar). 재킷에서 형태 유지를 담당 |
| 우와에리 | Uwa-Eri | 겉쪽 칼라(Upper Collar). 겉으로 보이는 면 |
| 이세 | Ise | 여유분(Ease). 평면 원단을 입체로 만들기 위한 필수 기술 |
| 시아게 | Shiage | 최종 다림질 및 마무리 공정. 칼라의 모양을 잡는 핵심 단계 |
| 오시 | Oshi | 누름 스티치. 칼라 끝을 납작하게 죽이기 위한 공정 |
| 간도메 | Kandome | 바택(Bar-tack). 칼라 끝이나 연결부 보강 봉제 |
| 해리 | Haeri | 바인딩(Binding). 칼라 안쪽 시접을 감싸는 처리 |
| 데모토 | Demoto | 미싱사 바로 옆의 작업 공간 또는 숙련공의 손기술 |
| 구세 | Kuse | 원단의 특성이나 뒤틀림. "구세를 잡는다"는 형태를 바로잡는다는 뜻 |
| 다이 | Dai | 작업대 또는 프레싱 다이. 칼라 전용 다이가 별도로 존재함 |
| 나나메 | Naname | 바이어스(Bias) 방향. 칼라의 유연성을 위해 사선 재단 시 사용 |
¶ 장비 세팅 및 공정 가이드
- 이송 톱니(Feed Dog) 조정: 얇은 셔츠 원단은 미세 톱니(Fine Feed Dog)를 사용하고, 높이를 0.8mm로 설정한다. 두꺼운 코트 원단은 1.2mm까지 높여 힘을 확보한다.
- 노루발 압력: 원단이 밀리지 않는 최소 압력(약 2.0~2.5kgf)을 설정한다. 압력이 너무 높으면 칼라에 번들거림이 발생하거나 하단 원단이 밀려 대칭이 깨진다.
- 바늘 선택: 고밀도 기능성 원단은 바늘 열로 인한 원단 녹음 방지를 위해 테플론 코팅 바늘을 사용한다.
- 이세(Ease) 배분 실무: 칼라 리프 봉제 시 겉면(Upper Collar)이 살짝 남도록(약 1-2mm) 이세를 주어야 뒤집었을 때 칼라 끝이 안쪽으로 자연스럽게 말려 들어간다. 이를 위해 '노루발 올림(Presser Foot Lifter)'을 미세하게 조절하며 봉제한다.
¶ 공정 흐름도 (Process Flowchart)
¶ 실전 노하우: 완벽한 칼라 포인트를 만드는 기술
현장 20년 경력의 기술자들은 칼라 끝(Point)을 뒤집을 때 송곳만 사용하지 않는다. 1. 실 고리 기법 (Thread Loop Technique): 칼라 끝 코너를 박기 직전, 별도의 튼튼한 실을 반으로 접어 바늘 땀 사이에 끼워 넣는다. 한 땀을 박은 후 실을 안쪽으로 빼내고 봉제를 마친다. 뒤집은 후 이 실을 잡아당기면 송곳으로 밀어내는 것보다 훨씬 날카롭고 정밀한 각을 잡을 수 있다. 2. 시접 단차 깎기 (Graduated Trimming): 뒤집기 전 시접을 자를 때, 겉감과 안감의 시접 길이를 다르게(예: 겉감 5mm, 안감 3mm) 자르면 뒤집었을 때 시접 뭉침으로 인한 두께감을 획기적으로 줄일 수 있다. 3. 냉각 프레싱 (Cold Pressing): 열을 가해 칼라 모양을 잡은 직후, 차가운 금속판(Clapper)으로 눌러주면 원단 조직이 즉시 고정되어 형태 유지력이 2배 이상 향상된다.
¶ 관련 항목 (Related Items)
- 심지 (Interlining): 칼라의 강도와 형태를 결정하는 핵심 부자재. (Wendler, Kufner 등)
- 라펠 (Lapel): 재킷에서 칼라와 연결되어 가슴 쪽으로 꺾이는 부위.
- 노치 (Notch): 봉제 위치를 표시하는 가위집. 칼라 중심과 어깨선을 맞추는 기준점.
- 바이어스 (Bias): 칼라의 곡선미를 살리기 위해 원단을 사선으로 재단하는 방식.
- 넥라인 (Neckline): 칼라가 부착되는 몸판의 목 둘레선. 칼라와 넥라인의 치수 일치가 봉제의 시작이다.