
¶ 정의 및 기술적 원리
마찰 견뢰도 시험(Crocking Test)은 염색 또는 인쇄된 섬유 제품(원단, 가죽, 완제품 등)의 표면이 외부의 물리적인 마찰에 의해 다른 물체(표준 백포)로 색상이 전이되는 정도를 측정하는 품질 관리 시험입니다. 봉제 현장 및 의류 제조 공정에서는 착용 중 발생할 수 있는 이염(Color Migration) 사고를 미연에 방지하기 위한 필수 공정으로 간주됩니다.
[물리적 메커니즘] 마찰 견뢰도는 섬유 표면에 흡착된 염료 분자와 섬유 고분자 간의 결합력(반데르발스 힘, 수소 결합, 공유 결합 등)이 외부에서 가해지는 기계적 마찰 에너지보다 낮을 때 발생합니다. * 건조 마찰(Dry Crocking): 섬유 표면에 물리적으로만 부착된 '부유 염료(Surface Dye)'나 '응집된 안료 입자'가 기계적 전단력에 의해 탈락하여 백포로 이동하는 현상입니다. * 습윤 마찰(Wet Crocking): 수분이 염료와 섬유 사이의 결합을 팽창 및 약화시키고, 염료를 용해 또는 가소화하여 전이를 가속화하는 화학적-물리적 복합 현상입니다. 일반적으로 습윤 마찰 견뢰도가 건조 마찰보다 0.5~1.0급 낮게 나타나며, 이는 수분이 윤활제 역할을 하여 염료의 이동성을 높이기 때문입니다.
[산업적 위상 및 인증 관련성] 1936년 AATCC에서 공식 표준(AATCC 8)을 제정한 이후, 전 세계 의류 및 가방 제조 공정의 핵심 품질 지표가 되었습니다. ISO 105-X12는 국제 표준으로서 OEKO-TEX Standard 100, GRS(Global Recycled Standard), Bluesign 등 주요 글로벌 환경 및 품질 인증의 필수 시험 항목(Certifications & Standards)으로 포함되어 있습니다. 화이트 셔츠와 생지 데님을 함께 착용하거나 밝은색 가죽 가방이 짙은 색 코트에 닿는 등 '이염'으로 인한 소비자 클레임은 제조사 배상 책임으로 직결되므로, 생산 전(Pre-production) 단계에서 반드시 통과해야 하는 Gate-keeping 시험입니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 상세 사양 및 기준 | 비고 |
|---|---|---|
| 관련 표준 (ISO) | ISO 105-X12 (섬유 - 색 견뢰도 시험 - 제X12부: 마찰 견뢰도) | 국제 표준 (인증 필수) |
| 관련 표준 (AATCC) | AATCC 8 (Linear), AATCC 116 (Rotary Vertical) | 미국 바이어 표준 |
| 관련 표준 (JIS) | JIS L 0849 (Type I: Crockmeter, Type II: Gakushin-type) | 일본 바이어 표준 |
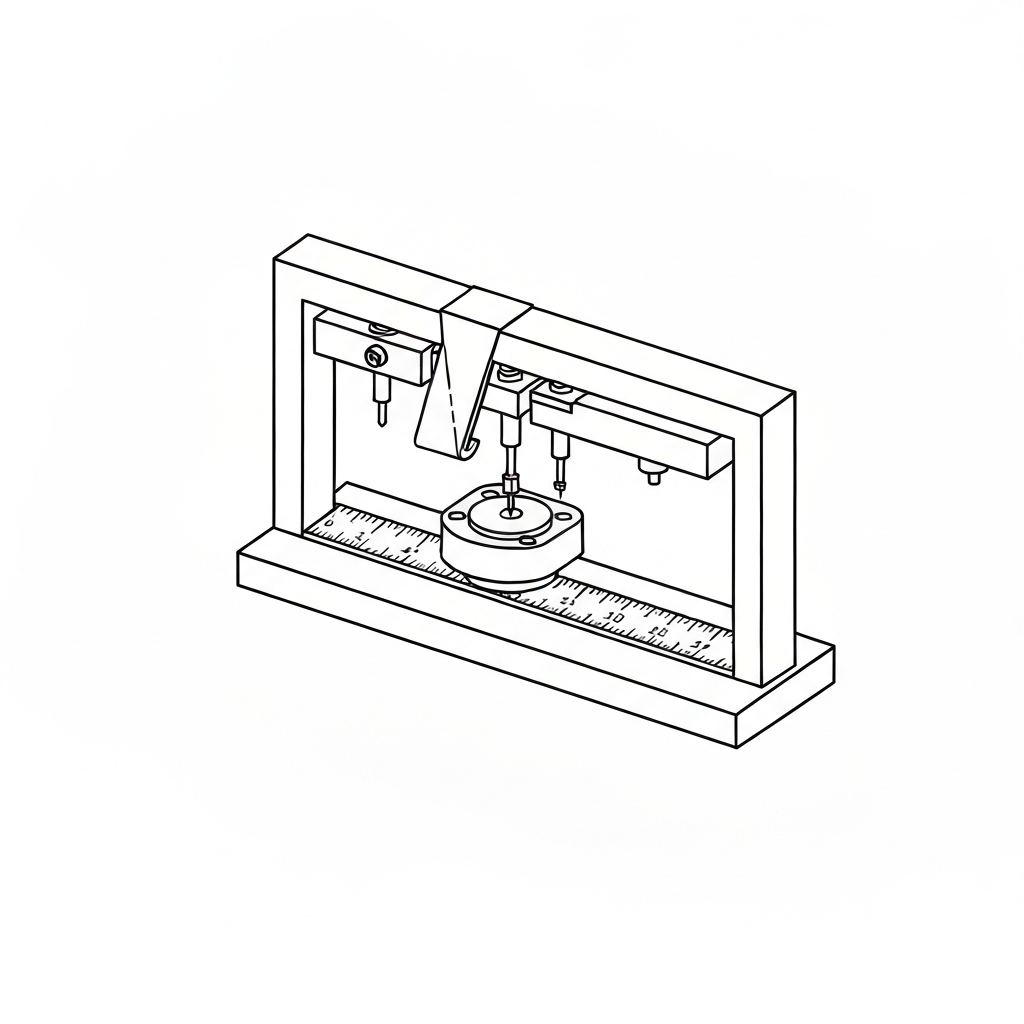
| 시험 장비 | Crockmeter (수동 또는 전동식 마찰 시험기) | 전동식(Motorized) 권장 |
| 주요 장비 모델 | SDL Atlas M238BB, James Heal Crockmaster, Gester GT-D05 | 실제 유통 모델 |
| 마찰봉 직경 | 16 mm (±0.1 mm) / 가죽의 경우 별도 규격 적용 가능 | 표준 핑거(Finger) |
| 수직 하중 | 9 N (±0.2 N) / 약 2 lbs | 정밀 교정 필수 |
| 왕복 마찰 거리 | 104 mm (±3 mm) | AATCC/ISO 공통 규격 |
| 마찰 속도 | 1 cycle/sec (10회 왕복 시 10초 소요) | 60 rpm 준수 |
| 마찰용 백포 | ISO 105-F09 규격의 미가공 면직물 (Crocking Cloth) | 형광증백제 미포함 |
| 판정 도구 | Gray Scale for Staining (ISO/AATCC 표준 회색 색표) | 1~5등급 체계 |
| 시험 환경 | 온도 20±2°C, 습도 65±4% RH (표준 상태 조습 필수) | ASTM D1776 준수 |
| 바늘 번수 영향 | Nm 70 ~ Nm 110 (봉제 부위 시험 시) | 바늘 열 발생 주의 |
¶ 적용 분야 및 부위별 관리 포인트

- 데님 및 인디고 제품: 생지 데님(Raw Denim)은 마찰 견뢰도가 매우 낮아 필수 관리 대상이며, 세탁 후의 변화도 측정합니다. 특히 인디고 염료는 섬유 내부로 침투하지 않고 표면에 얹혀 있는 'Ring Dyeing' 구조이므로 마찰에 매우 취약합니다.
- 가죽 및 합성피혁: 가방 스트랩, 신발 안감, 자동차 시트 등 마찰이 잦은 부위의 색상 전이 확인. 가죽은 표면 코팅(Finishing)의 내구성이 마찰 견뢰도를 결정합니다.
- 진색(Dark Color) 의류: 블랙, 네이비, 레드 등 염료 농도가 높은 원단의 속옷 및 가방 이염 방지.
- 프린트 원단: 나염(Printing) 부위의 바인더 고착 상태 및 안료 탈락 여부 검증.
[의류 및 가방의 구체적 적용 부위] * 의류(Apparel): * 셔츠 칼라 및 소매 끝동: 피부 마찰 및 땀에 의한 습윤 이염이 잦은 부위. * 바지 가랑이 및 무릎 뒤: 보행 시 원단끼리의 마찰이 극심하여 보풀(Pilling)과 함께 색상 탈락이 동시 발생. * 겨드랑이(Armhole): 땀(산성/알칼리성)과 마찰이 복합 작용하여 이염 위험이 가장 높음. * 가방(Bags & Luggage): * 백팩 등판(Back Panel): 착용자의 상의와 지속 마찰되어 대형 클레임의 원인이 됨. 메쉬(Mesh) 소재의 경우 거친 표면이 상대 원단을 깎아내는 연마제 역할을 함. * 어깨끈 안쪽: 하중이 집중되어 마찰 압력이 규격(9N) 이상으로 올라가는 특수 부위. * 핸들 그립: 손의 유분과 마찰이 결합되어 가죽 염료가 손에 묻어나는지 검증 필수.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 건조 마찰 부적합 (Dry Crocking Failure) - 원인: 원단 표면에 고착되지 않은 잉여 염료(Surface Dye)가 과다 잔류하거나 염료의 농도가 섬유의 포화점을 초과함. - 해결: 연속 수세(Continuous Washing) 및 소핑(Soaping) 공정을 강화하여 표면 부유 염료를 완전히 제거. 안료(Pigment)의 경우 바인더(Binder)의 양을 늘리거나 큐어링 온도를 점검.
- 습윤 마찰 부적합 (Wet Crocking Failure) - 원인: 수분에 의해 염료 입자가 팽창하거나 섬유와의 결합력이 약화되어 마찰 시 쉽게 탈락. 특히 반응성 염료의 가수분해가 원인인 경우가 많음. - 해결: 고착제(Fixing Agent) 농도를 높이거나, 반응성 염료의 경우 미반응 염료 제거를 위한 환원 세정(Reduction Clearing) 실시. 폴리에스터의 경우 분산염료의 열이동(Thermal Migration) 현상 확인.
- 가죽 표면 코팅 박리 및 이염 - 원인: 가죽 마감재(Finishing Agent)의 부착력 저하 또는 코팅막의 유연성 부족으로 인한 크래킹. - 해결: 프라이머(Primer) 처리를 강화하고, 마찰 저항을 줄이기 위해 실리콘 계열의 슬립제(Slip Agent) 첨가.
- 백포 오염 불균일 (Uneven Staining) - 원인: 시험 장비의 수평 불량, 마찰봉의 마모, 또는 시편 고정 시 주름 발생. - 해결: Crockmeter 수평 교정, 마찰봉 하단 고무 상태 점검, 시편을 팽팽하게 클램핑.
- 기모 원단 및 벨벳의 섬유 탈락 - 원인: 마찰에 의해 섬유 자체가 끊어져 백포에 부착됨으로써 오염으로 오인됨. - 해결: 효소 가공(Bio-polishing)을 통해 표면 잔털을 정리하거나, 기모 밀도를 조정하여 물리적 강도 보강.
- 피그먼트 프린트 크래킹 (Cracking) - 원인: 프린트 바인더의 경화 부족 또는 원단과의 상용성 문제. - 해결: 큐어링(Curing) 온도(통상 150~160°C)와 시간을 최적화하여 바인더의 가교 결합을 완전 유도.
¶ 품질 검사 및 판정 기준
- Gray Scale 판정: 1급(심한 오염)부터 5급(오염 없음)까지 0.5단계 단위로 판정.
- 일반적 합격 기준 (Buyer Standard):
- 건조 마찰(Dry): 4.0급 이상 (고가 브랜드는 4.5급 요구)
- 습윤 마찰(Wet): 3.0급 이상 (진색/데님은 2.0~2.5급까지 허용하는 경우도 있음)
- 판정 환경: D65 표준 광원이 설치된 라이트 박스(Light Box) 내에서 45도 각도로 시편을 배치하고 육안 판정. 판정자의 숙련도에 따라 오차가 발생할 수 있으므로 분광광도계(Spectrophotometer)를 이용한 디지털 판정을 병행하기도 함.
- 시편 크기: 통상 50mm x 130mm 이상의 크기로 경사(Warp) 및 위사(Weft) 방향을 각각 채취하여 시험. 완제품의 경우 봉제선을 피해 가장 평평한 부위를 채취.
¶ 현장 용어 및 국가별 실무 차이
| 구분 | 용어 | 실무적 특징 및 선호도 |
|---|---|---|
| 한국어 | 마찰 견뢰도 시험 | 국내 QA 팀 및 시험소(KOTITI, KATRI 등) 표준 용어 |
| 한국어 | 이염 테스트 | 현장에서 가장 보편적으로 사용되는 명칭 |
| 베트남어 | Độ bền màu ma sát | 베트남 공장 내 QC 리포트 정식 표기 |
| 베트남어 | Lem màu | '색이 번지다'를 의미하며, 습윤 마찰 불량 시 가장 많이 듣게 되는 단어 |
| 일본어 | 摩擦堅牢度 (まさつけんろうど) | JIS 규격 준수 여부가 매우 까다로우며 Gakushin 방식을 선호함 |
| 일본어 | 色落ち (いろおち) | 소비자 클레임 시 '색 빠짐'을 지칭하는 용어 |
| 중국어 | 摩擦色牢度 (Mócā sèláodù) | 중국 내수 및 수출 공장 공통 표준 용어 |
| 중국어 | 沾色 (Zhānsè) | 백포가 오염된 상태를 지칭하며, 沾色等级(오염 등급)으로 소통함 |
[국가별 실무 차이] * 한국 공장: 바이어의 매뉴얼을 엄격히 준수하며, 특히 미주 바이어(AATCC)와 유럽 바이어(ISO)의 규격 차이를 명확히 구분하여 관리함. * 베트남 공장: 고온다습한 기후 특성상 원단 보관 중 흡습으로 인해 습윤 마찰 견뢰도가 자연 저하되는 경우가 많음. 창고의 습도 관리(RH 60% 이하)가 시험 결과에 큰 영향을 미침. * 중국 공장: 대량 생산 시 염색 로트(Lot)별 편차가 크므로, 메인 생산 전 모든 로트에 대해 자체 마찰 견뢰도 시험을 실시하는 'Lot-by-Lot' 검사가 일반화되어 있음.
¶ 장비 세팅 및 유지보수 가이드
- 하중 교정 (Calibration): 마찰봉에 가해지는 수직 하중이 9N인지 전자 저울을 활용하여 매월 정기 확인. 하중이 낮으면 결과가 좋게 나오고, 높으면 불합격 위험이 커짐.
- 백포 습윤율 관리: 습윤 마찰 시험 시 백포의 함수율(Pick-up)을 65% (±5%)로 유지하는 것이 결과 재현성에 결정적임. 핀셋과 흡수지를 사용하여 과잉 수분 제거 후 즉시 시험 실시.
- 마찰봉 관리: 마찰봉 하단에 이물질이 끼거나 마모되지 않았는지 확인하고, 필요 시 고운 사포(600방 이상)로 표면 정리. 마찰봉의 수평이 맞지 않으면 백포의 한쪽만 오염되는 현상 발생.
- 시편 조습: 시험 전 최소 4시간(표준 24시간) 이상 표준 상태(20°C, 65% RH)에서 조습하여 섬유 내 수분율을 일정하게 유지. 조습을 생략하면 데이터 신뢰성이 상실됨.
¶ 공정 흐름도 (Mermaid)
¶ 실전 트러블슈팅 및 시니어 노하우 (Senior Technician's Tips)
- 봉제선 부위의 마찰 집중: 완제품 시험 시 봉제선(Seam) 부위는 원단 평면보다 돌출되어 마찰 압력이 집중됩니다. 본봉(Lockstitch)의 경우 SPI(Stitches Per Inch)가 너무 높으면 원단이 울어(Puckering) 마찰이 불균일해지므로, 시험 시에는 평평한 부위를 우선 선택하되 필요시 봉제선 시험을 별도로 병행합니다.
- 바늘 열(Needle Heat)의 영향: 고속 재봉(4,000spm 이상) 시 바늘 온도가 200°C 이상 상승하면 폴리에스터 염료가 승화하거나 피그먼트 바인더가 녹아 마찰 견뢰도가 국부적으로 저하될 수 있습니다. 이 경우 바늘 냉각 장치(Needle Cooler)를 사용하거나 실리콘 오일을 실에 도포하여 마찰열을 줄여야 합니다.
- Towa 장력계 활용: 원단 생산 시 장력이 너무 강하게 걸리면 섬유 조직이 조밀해져 염료 침투가 어려워지고, 이는 마찰 견뢰도 저하로 이어집니다. 봉제 시에도 밑실(Bobbin) 장력이 Towa 기준 25~35gf를 벗어나면 원단 표면의 굴곡이 변해 마찰 시험 결과에 영향을 줄 수 있습니다.
- 실 번수와 바늘의 영향: 굵은 실(예: 가방용 20/3합 코아사)을 사용할 경우, 실의 꼬임(Twist) 사이에 잔류한 염료가 마찰 시 백포에 쉽게 묻어납니다. 이 경우 실 자체의 견뢰도 성적서를 반드시 확인하고, 바늘은 원단 손상을 최소화하는 규격(가죽은 DPx5, 직물은 DBx1)을 선택해야 합니다.
- 정전기 발생 주의: 합성섬유(나일론, 폴리에스터) 건조 마찰 시험 시 발생하는 정전기는 탈락된 염료 입자를 백포에 더 강하게 부착시키는 원인이 됩니다. 시험실 내 제전 장치를 가동하거나 상대 습도를 엄격히 준수해야 합니다.
¶ 대체 시험 및 비교 분석
- Veslic Test (ISO 11640): 주로 가죽 제품에 사용되는 왕복 마찰 시험입니다. Crockmeter보다 마찰 거리가 짧고 압력이 높으며, 면 백포 대신 펠트(Felt)를 마찰재로 사용합니다. 가방 핸들이나 신발 안감 가죽은 Veslic 결과를 더 신뢰하며, 통상 50회~500회 왕복 시험을 진행합니다.
- Gakushin Test (JIS L 0849 Type II): 일본 바이어들이 선호하는 방식으로, 마찰봉이 곡면이고 하중이 2N으로 낮지만 왕복 횟수가 100회로 많습니다. 이는 의류를 장기간 착용했을 때 발생하는 서서히 진행되는 이염을 측정하는 데 유리합니다.
- Martindale Abrasion Test (ISO 12947): 마찰 견뢰도가 '색의 전이'를 본다면, 마틴데일은 '원단의 마모(구멍 남)'를 측정합니다. 하지만 마찰 견뢰도가 낮은 원단은 마틴데일 시험 중에도 심한 변색을 동반하므로, 내구성과 견뢰도를 동시에 판단하는 보조 지표로 활용됩니다.
¶ 관련 항목 및 참조 용어
- 세탁 견뢰도 (Color Fastness to Washing): 세탁액 내에서의 색상 탈락 및 이염 측정.
- 땀 견뢰도 (Color Fastness to Perspiration): 산성/알칼리성 인공 땀에 의한 변퇴색 및 이염 측정.
- 승화 견뢰도 (Color Fastness to Sublimation): 열에 의한 염료의 기화 및 전이 현상 측정.
- 고착제 (Fixative): 염료와 섬유의 화학적 결합을 강화하여 마찰 견뢰도를 높이는 조제.
- 표준 백포 (Standard Rubbing Cloth): ISO 105-F09 또는 AATCC 규격에서 규정한 시험용 면직물.
- SPI (Stitches Per Inch): 인치당 땀수. 봉제 부위 마찰 시험 시 시편의 평탄도에 영향을 미침.
- 바늘 시스템 (Needle System): 가죽의 경우 134(DPx5), 일반 직물의 경우 1738(DBx1) 시스템 사용.
- Towa Tension Meter: 봉제 장력 측정기. 시험 데이터의 재현성을 높이는 데 사용됨.