
¶ 개요
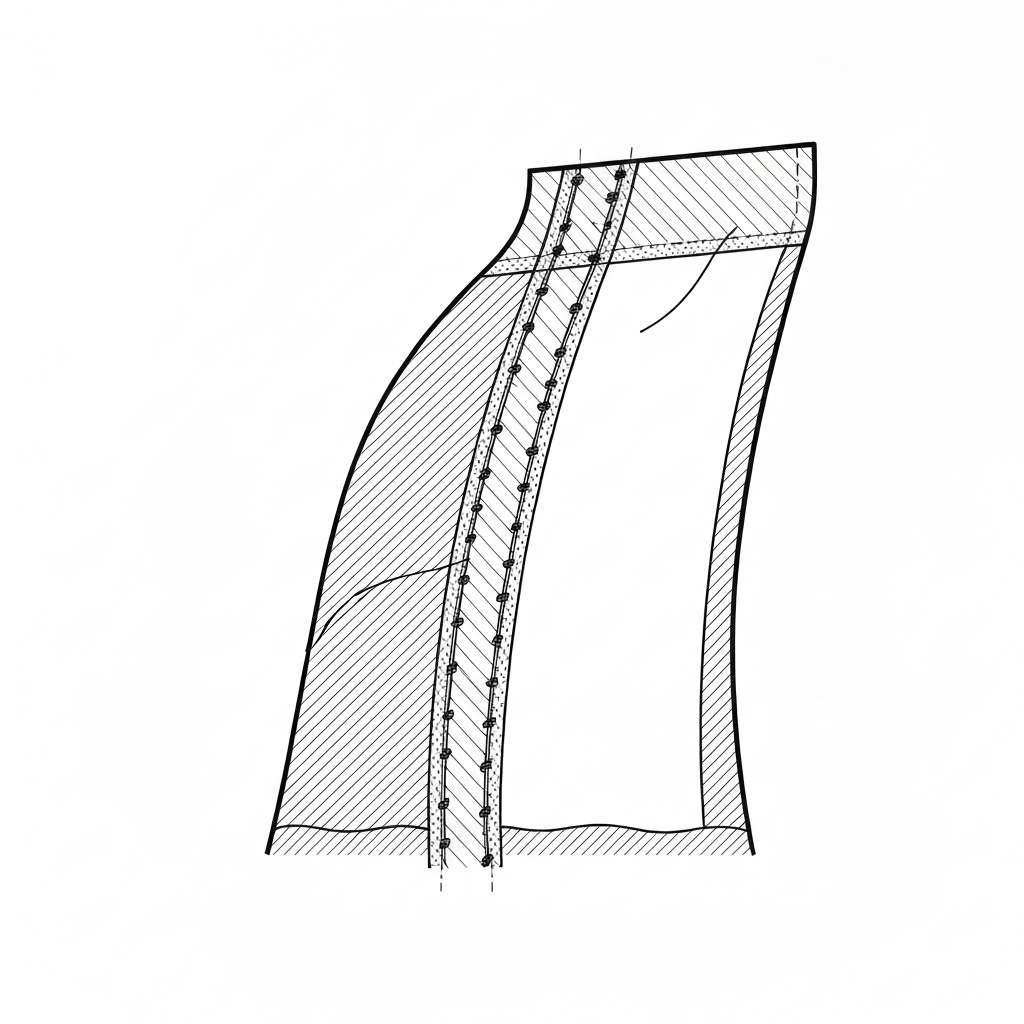
밑위 봉제(Crotch Seam)는 하의(바지, 속옷, 레깅스, 작업복 등)의 앞판(Front)과 뒷판(Back)이 만나는 가랑이 부위를 연결하는 핵심 공정입니다. 이 부위는 인체의 보행, 앉고 일어서기, 다리 벌리기 등 동적 움직임 시 가장 큰 인장 하중과 전단 응력(Shear Stress)이 집중되는 지점입니다. 따라서 봉제 강도(Seam Strength)와 신축성(Elasticity) 확보가 제품 수명을 결정하는 품질의 척도가 됩니다. 특히 앞 밑위(Front Rise), 뒤 밑위(Back Rise), 인심(Inseam)이 교차하는 십자 지점(Cross-point)의 정확한 정렬은 외관 품질뿐만 아니라 착용 시의 이물감을 방지하는 결정적인 요소입니다.
[기술적 메커니즘 분석] 물리적 관점에서 밑위 봉제는 단순한 평면 결합이 아닌, 복잡한 3차원 곡선이 교차하는 '운동 중심점'을 형성하는 과정입니다. 보행 시 가랑이 부위에는 복합적인 인장 하중이 가해지며, 특히 앉는 동작에서는 원단 자체보다 봉제선에 약 1.5배 이상의 하중이 집중됩니다. 이를 해결하기 위해 산업 현장에서는 본봉(Lockstitch)의 형태 안정성과 체인스티치(Chainstitch)의 신축성을 전략적으로 혼용합니다. 본봉은 견고하나 신축 한계점에서 실이 터지는(Bursting) 특성이 있고, 체인스티치는 루퍼(Looper) 구조를 통해 실의 여유분을 확보함으로써 활동성이 강조되는 데님이나 스포츠웨어에 필수적으로 적용됩니다.

¶ 정의 및 분류
밑위 봉제는 하의의 입체 구조를 완성하는 최종 결합 단계 중 하나입니다. 주로 앞판의 곡선 부위와 뒷판의 곡선 부위를 연결하며, 복종에 따라 다음과 같은 표준 공법이 적용됩니다.
- 정장 및 슬랙스 (Dress Slacks): ISO 301(본봉) 스티치 적용 후 가름솔(Open Seam) 처리. 곡선 부위의 변형 방지를 위해 스테이 테이프(Stay Tape)를 혼용하기도 함.
- 데님 및 작업복 (Denim/Workwear): ISO 401(이중 체인스티치) 또는 쌈솔(Felled Seam) 처리. 고강도 내구성을 위해 2줄 또는 3줄 병렬 봉제 수행.
- 니트 및 속옷 (Knit/Underwear): ISO 514(4사 오바로크), ISO 516(5사 세이프티 스티치) 또는 ISO 607(4바늘 6사 플랫록) 적용. 피부 마찰 최소화가 목적.
[국가별 현장 인식 및 관리 포인트] * 한국 (KR): '십자 맞춤'에 대한 정밀도를 최우선으로 합니다. 1mm 내외의 오차도 엄격히 관리하며, 숙련공이 담당하는 '마타(밑위)' 공정을 라인의 품질 핵심(Critical Point)으로 배치합니다. 현장에서는 "마타가 살아야 바지 핏이 산다"는 인식이 강합니다. * 베트남 (VN): 라인 밸런싱(Line Balancing)과 표준화된 폴더(Folder) 장치 활용을 중시합니다. Feed-off-the-arm 기종에 자동 가이드를 부착하여 숙련도 편차를 줄이는 방식을 선호하며, 대량 생산 시의 일관된 시접 폭 유지를 강조합니다. * 중국 (CN): 특수 기종(예: 자동 밑위 봉제기)의 보급률이 높으며, 대량 생산 시 속도(spm) 극대화와 원가 절감을 위해 세이프티 스티치 공정의 효율성을 강조합니다. 최근에는 캠(Cam) 제어 방식의 자동 밑위 합봉기 도입이 활발합니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 401 (Double Chainstitch) / Class 516 (Safety Stitch) / Class 607 (Flatlock) | 복종 및 용도별 상이 |
| 주요 재봉기 모델 | Juki MH-481 시리즈, Brother DA-927, Siruba 757K, Juki MS-1190, Yamato FD-62 시리즈 | 고속 및 후물 대응 기종 |
| 바늘 시스템 | TV×7 (Chainstitch), DC×27 (Overlock), UY128GAS (Flatlock), DB×1 / DP×5 (Lockstitch) | 원단 두께 및 기종에 따라 선택 |
| 표준 SPI (Stitches Per Inch) | 10 ~ 14 SPI (데님: 10-12, 니트: 12-14, 정장: 11-13) | 인장 강도 및 신축성 확보용 |
| 바늘 굵기 (Nm) | Nm 90/14 ~ Nm 110/18 (데님), Nm 65/9 ~ Nm 75/11 (속옷/니트) | 원단 손상(Needle Cut) 방지 고려 |
| 실 구성 (Thread) | 코아사(Core Spun) 20/2, 30/2 또는 고신축 나일론사(Woolly Nylon) | 신축성 및 내구성 필수 |
| 최대 봉제 속도 | 4,000 ~ 5,500 spm | 공정 난이도 및 작업자 숙련도에 따라 조절 |
| Towa 장력 수치 | 바늘실: 150~200g / 보빈(밑실): 25~35g | 본봉 기준, 체인스티치는 루퍼 장력 20~40g |
| 차동 이송비 (Diff. Feed) | 1:0.8 (직물/퍼커링 방지) ~ 1:1.5 (고탄성 니트/늘어남 방지) | 원단 물성에 따른 세팅 |
| 노루발 압력 | 30N ~ 45N (약 3kgf ~ 4.5kgf) | 두꺼운 단차 통과 시 압력 조절 필수 |
¶ 적용 분야 및 공법 상세
- 데님(Denim): 인심과 밑위가 만나는 부위의 강력한 체인스티치 결합. 특히 요크(Yoke)와 뒤 밑위가 만나는 지점은 원단이 최대 8겹까지 겹쳐지므로 고토크(High Torque) 재봉기와 단차 대응 노루발 사용이 필수적입니다. 십자 부위에는 28바(Bar) 이상의 바택(Bar-tack) 보강이 표준입니다.
- 스포츠웨어(Activewear): 레깅스 및 사이클링 팬츠의 피부 마찰 최소화를 위해 무시접 봉제인 플랫록(Flatlock)을 적용합니다. 가랑이 부위에 마름모꼴 또는 타원형 거셋(Gusset)을 삽입하여 360도 가동 범위를 확보하고 봉제선 터짐을 방지합니다.
- 정장 슬랙스(Dress Slacks): 앞 지퍼(Fly) 하단부터 뒤 허리까지 이어지는 곡선 라인의 유연함이 핵심입니다. 시접을 가름솔로 처리하고 엉덩이 곡선 부위에 신축성 있는 테이프를 부착하여 체형 변화에 대응합니다.
- 산업용 작업복(Workwear): 극한의 환경에서 견뎌야 하므로 3줄 체인스티치(Triple Needle Chainstitch)를 적용합니다. 주로 20/3 또는 30/3 합사의 굵은 코아사를 사용하여 물리적 파손을 방지합니다.
- 언더웨어(Underwear): 민감한 부위인 만큼 부드러운 촉감이 중요합니다. 루퍼사에 울리 나일론(Woolly Nylon)을 사용하여 스티치 자체에 쿠션감을 부여하고 피부 자극을 줄입니다.
¶ 주요 결함 및 고도화된 해결 방안
-
Seam Grin (실 벌어짐)
- 현상: 봉제선을 좌우로 당겼을 때 스티치 사이가 벌어져 내부 실이 노출됨.
- 원인: 루퍼실 장력이 너무 느슨하거나 SPI가 부족하여 체결력이 떨어짐.
- 해결: 바늘실/루퍼실 장력을 재설정하고 SPI를 1~2땀 상향. Towa 장력계로 밑실 장력을 5g 단위로 정밀 조정.
-
Skipped Stitches (메카토비/땀뜀)
- 현상: 십자 부위 등 두꺼운 단차 통과 시 루퍼가 바늘 실고리를 채지 못함.
- 원인: 바늘 휨, 루퍼 타이밍 불일치, 바늘 가드(Needle Guard) 간극 과다.
- 해결: 바늘 가드 간극을 0.05mm 이하로 조정. Juki 기종의 경우 루퍼 회피량(Avoidance)을 재설정하고, 필요시 바늘 시스템을 DP×17(후물용)로 교체.
-
Crotch Bursting (밑위 터짐)
- 현상: 착용 후 활동 시 밑위 봉제선이 툭 끊어짐.
- 원인: 본봉 사용으로 인한 신축성 부족 또는 실의 인장 강도 미달.
- 해결: ISO 401 체인스티치로 공법 변경. 실 소모량(Thread Consumption)을 늘려 봉제선의 연신율을 확보하고, 십자점에 바택 보강.
-
Fabric Puckering (퍼커링)
- 현상: 봉제선 주위 원단이 우글거림.
- 원인: 상하 이송 불균형(Feeding Error), 실 장력 과다.
- 해결: 차동 피드(Differential Feed) 비율 조정. 바늘판(Needle Plate) 구멍 크기를 바늘 굵기에 최적화(바늘 직경의 약 2배)하여 원단 빨림 방지.
-
Needle Cutting (바늘 상처)
- 현상: 봉제 후 바늘 구멍을 따라 원단 조직이 파괴됨(특히 고밀도 니트).
- 원인: 바늘 끝 손상 또는 너무 굵은 바늘 사용으로 인한 섬유 절단.
- 해결: 볼포인트(Ball-point / SES, SUK) 바늘 사용. 실리콘 오일 탱크를 가동하여 바늘 열(Needle Heat)을 냉각.
-
Uneven Seam Allowance (시접 불균형)
- 현상: 좌우 시접 폭이 일정하지 않아 십자점이 어긋나고 외관이 불량함.
- 원인: 가이드 미사용 또는 작업자의 원단 핸들링 미숙.
- 해결: 마그네틱 가이드 또는 고정식 게이지 사용. 자동 시접 커팅 기능이 있는 오바로크 기종 활용.
¶ 품질 검사 기준 (QC Standard)
- 십자점 일치 (Cross-point Alignment): 앞/뒤 밑위선과 인심선이 만나는 중심점이 2mm 이내로 일치해야 함. (고급 복종 및 수출 오더의 경우 1mm 이내 엄격 관리)
- 스티치 균일성: 곡선 부위에서 SPI가 급격히 변하거나 땀이 튀지 않아야 함. 특히 단차가 변하는 구간에서의 땀 길이 변화 확인.
- 인장 테스트 (Grab Test): ASTM D5034 기준 준용. 바이어 요구치(예: 15~20kgf) 이상의 하중을 견뎌야 하며, 실 터짐보다 원단 파손이 먼저 일어나야 정상적인 봉제 강도로 간주함.
- 대칭성 확인: 밑위 중심을 기준으로 좌우 다리 길이 및 곡선률이 대칭인지 확인. 평대에 제품을 펼쳤을 때 뒤틀림(Twisting) 현상이 없어야 함.
- 시접 마감 상태: 시접 끝단이 씹히거나 풀리지 않아야 하며, 실 끝 처리는 1cm 이내로 짧고 견고하게 정리되어야 함.
¶ 현장 은어 및 국가별 용어 비교
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 마타 | Mata | 일본어 '마타(股)'에서 유래된 현장 표준 은어 |
| 한국어 (KR) | 십자 | Sip-ja | 네 봉제선이 만나는 교차점(Cross-point) |
| 베트남어 (VN) | May đáy | May day | 밑위 봉제 공정 일반 |
| 베트남어 (VN) | Giáp đáy | Giap day | 밑위 연결/합봉 공정 |
| 일본어 (JP) | 股上 | Mata-gami | 앞/뒤 밑위 길이를 의미 |
| 일본어 (JP) | クロッチ | Crotch | 가랑이 부위 자체를 지칭 |
| 중국어 (CN) | 裆缝 | Dāng fèng | 가랑이 봉제선 (표준어) |
| 중국어 (CN) | 浪缝 | Làng fèng | 광동 및 남부 지역 공장에서 주로 사용 |
| 영어 (EN) | Rise Seam | Rise Seam | 밑위 곡선 봉제선을 지칭 |
¶ 장비 정밀 세팅 가이드
- 루퍼 타이밍(Looper Timing): 십자 부위의 두께 대응을 위해 바늘이 최하점에서 상승할 때 루퍼 끝이 바늘 중심선에 도달하는 타이밍을 정밀하게 맞춤. 간극은 0.05mm 이하로 유지하되 바늘과의 충돌 방지를 위해 바늘 가드가 바늘을 0.01~0.02mm 정도 살짝 밀어주는 상태가 이상적임.
- 차동 이송(Differential Feed): 니트 원단의 경우 원단이 늘어나는 것을 방지하기 위해 차동비를 1:1.2 정도로 설정하여 약간 밀어넣는 느낌(Gathering)으로 봉제. 반대로 직물(Woven)에서 퍼커링 발생 시 1:0.8로 설정하여 원단을 미세하게 당겨줌(Stretching).
- 노루발 압력 및 궤적: 두꺼운 데님 봉제 시에는 노루발 압력을 높여 원단 밀림을 방지하고, 톱니의 운동 궤적을 '박스 피드(Box Feed)' 방식으로 설정하여 수평 이송력을 극대화함.
- 실리콘 오일(Thread Lubricator): 고속 봉제(4,500spm 이상) 시 바늘 열로 인한 실 끊어짐 및 합성 섬유 원단 녹음 현상을 방지하기 위해 실리콘 오일 공급 장치 필수 가동.
- 피드독(Feed Dog) 높이: 밑위 곡선부의 원단 씹힘을 방지하기 위해 톱니 높이를 표준(0.8~1.0mm)보다 약간 낮게 설정하여 원단 손상 최소화.
¶ 공정 흐름도 (Process Flowchart)
¶ 실전 트러블슈팅 (Senior Technician's Tip)
- "십자가 자꾸 어긋날 때": 노루발의 좌우 압력이 균일한지 확인하십시오. 특히 오바로크 기종에서는 상칼/하칼(Knife)의 마모 상태가 시접 폭을 미세하게 변화시켜 십자점을 틀어지게 만듭니다. 칼날을 즉시 교체하거나 연마하십시오.
- "두꺼운 십자점에서 바늘이 부러질 때": 바늘의 타이밍을 아주 미세하게 늦추십시오(Retard Timing). 루퍼가 바늘 구멍 위를 통과할 때 바늘이 충분히 상승할 시간을 주어 충돌을 피해야 합니다. 또한, 바늘 시스템을 DP×5에서 DP×17(강화 바늘)로 변경하는 것을 검토하십시오.
- "봉제선이 너무 뻣뻣할 때": 실의 장력을 줄이는 것보다 SPI를 1인치당 1~2땀 줄여보십시오. 실의 소모량(Thread Consumption)이 늘어나면 봉제선의 유연성이 확보되어 착용감이 개선됩니다.
- "원단이 얇아 땀이 튈 때": 바늘판의 구멍이 너무 크면 원단이 바늘과 함께 아래로 빨려 들어가는 '플래핑(Flapping)' 현상이 발생합니다. 구멍이 작은 니트 전용 바늘판으로 교체하고, 노루발 압력을 최소화하십시오.
- "베트남/중국 공장 생산 시 주의사항": 현지 작업자들은 속도에 치중하여 십자점 정렬을 간과하는 경우가 많습니다. 반드시 십자점 전용 가이드 폴더를 설치하고, 첫 합봉 시 핀(Pin) 고정 공정을 추가하여 물리적으로 어긋남을 방지하는 것이 효율적입니다.
¶ 관련 항목
- 인심 (Inseam): 가랑이부터 밑단까지의 안쪽 봉제선. 밑위 봉제와 직접 연결됨.
- 바택 (Bar-tack): 하중이 집중되는 십자 부위를 보강하는 촘촘한 지그재그 봉제. ISO 304 스티치.
- 거셋 (Gusset): 활동성을 높이기 위해 밑위에 덧대는 마름모꼴 원단 조각.
- 밑위 길이 (Rise): 허리선부터 가랑이점까지의 수직 길이(Front Rise / Back Rise).
- 시아게 (Finishing): 봉제 완료 후 실밥 제거 및 다림질 공정.
- 이송 톱니 (Feed Dog): 원단을 밀어주는 장치로, 밑위 곡선 봉제 시 이송 궤적(Motion) 설정이 중요함.
- ISO 4915: 국제 표준 스티치 분류 체계. 밑위 봉제 시 401, 516, 607 등이 주로 사용됨.
- Towa Tension Gauge: 실 장력을 수치화하여 관리하는 정밀 측정 도구. 현장 품질 표준화의 필수품.