¶ 개요
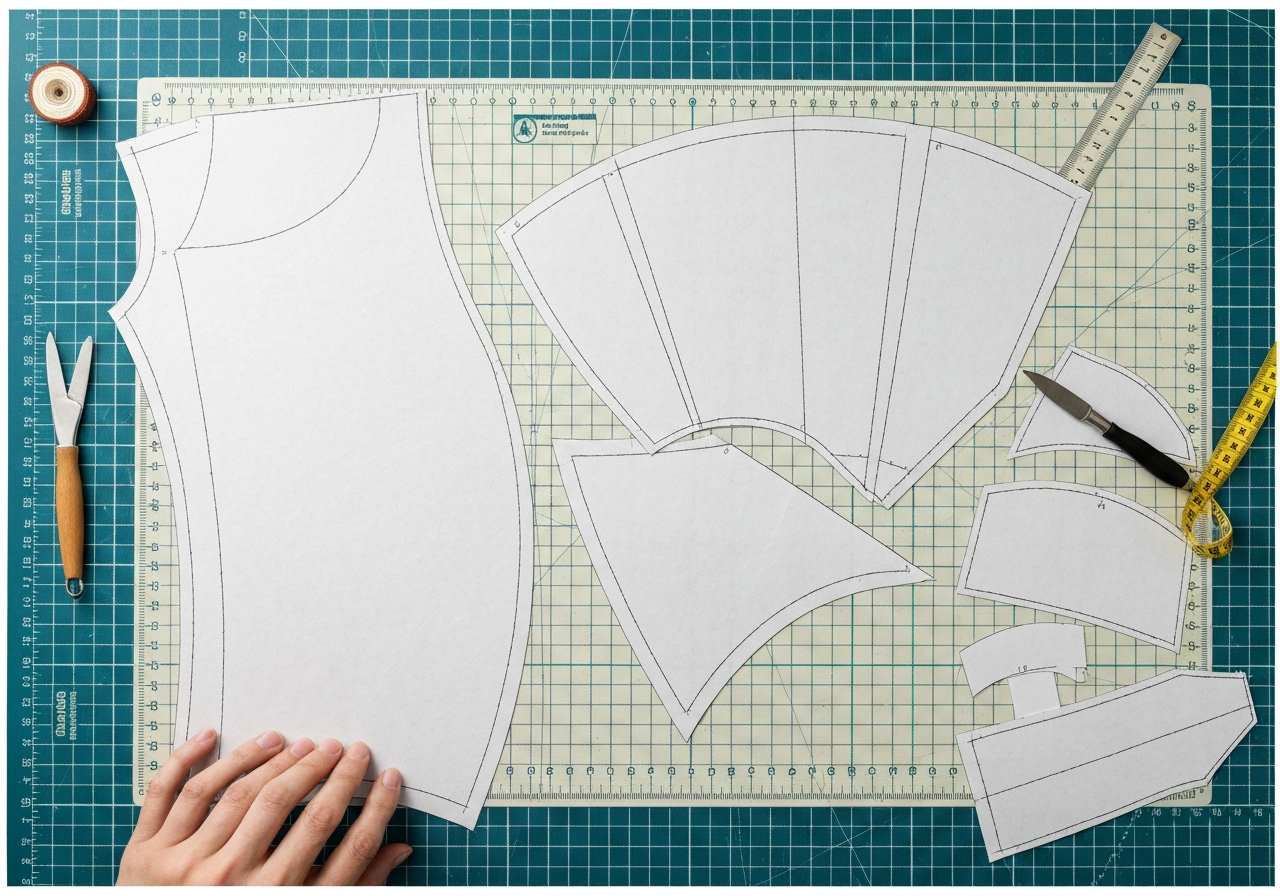
가마찌(Curved Cut)는 봉제 및 재단 공정에서 직선이 아닌 곡선(Curve) 형태로 자재를 절개하는 기술적 행위 또는 그 결과물인 곡선 부위를 지칭하는 산업 현장 용어입니다. 어원은 일본어 '카마(鎌, かま, 낫)'에서 유래하였으며, 낫처럼 굽은 형상을 재단한다는 의미를 담고 있습니다. 의류의 암홀(Armhole), 넥라인(Neckline), 바지의 밑위(Crotch)뿐만 아니라 가방의 라운드 코너, 신발의 갑피, 자동차 시트의 버킷 라인 등 인체공학적 입체 구조가 필요한 모든 제조 공정의 핵심 선행 단계입니다.
물리적 메커니즘 관점에서 가마찌는 직선 재단과 달리 칼날이 원단의 식서(Warp)와 위서(Weft) 방향을 가로지르며 다양한 각도의 바이어스(Bias) 구간을 생성하는 과정입니다. 이 과정에서 원단은 물리적 저항이 불규칙해지며, 특히 곡률 반경(Radius)이 작을수록 칼날의 측면 압력이 증가하여 원단이 밀리거나 층간 이격이 발생하기 쉽습니다. 정밀한 가마찌 재단은 이후 이어지는 봉제 공정에서 ISO 4915 기준의 다양한 스티치(특히 ISO 301 본봉 및 ISO 504 오버록)가 설계된 치수대로 정확히 결합될 수 있도록 결정적인 가이드라인을 제공합니다.
산업 현장에서 가마찌는 단순한 절개를 넘어 제품의 '입체감'과 '피팅(Fitting)'을 결정짓는 최우선 요소로 취급됩니다. 레이저 커팅(Laser Cutting)이나 초음파 커팅과 같은 대체 기법이 존재함에도 불구하고, 대량 생산 환경에서는 생산 효율성과 단면의 물리적 특성(열 변성 방지 등)을 고려하여 여전히 나이프 기반의 가마찌 재단이 주류를 이룹니다.
¶ 정의 및 메커니즘
물리적 관점에서 가마찌는 재단 칼날과 원단 사이의 접점(Point of Contact)에서 발생하는 회전 모멘트를 제어하는 과정입니다. 직선 재단과 달리 곡선 재단은 칼날의 진행 방향과 원단의 저항 방향이 계속해서 변하므로, 재단사의 숙련도나 자동 재단기(CNC Cutter)의 연산 정밀도가 품질을 좌우합니다.
- 수동 재단 (Manual Straight Knife Cutting): Eastman 629X와 같은 수직 재단기를 사용합니다. 칼날 폭이 좁을수록(예: 1/2 inch) 급격한 곡선(Small Radius) 재단에 유리하며, 재단사는 칼날을 수직으로 유지한 채 원단의 곡률에 맞춰 기체를 회전시킵니다. 이때 칼날의 '기울어짐(Leaning)'은 상하판의 치수 차이를 유발하는 주원인이 됩니다.
- 밴드 나이프 재단 (Band Knife Cutting): Hashima HB-700N 등 고정된 위치에서 고속 회전하는 루프형 칼날에 원단 묶음(Bundle)을 밀어 넣어 재단합니다. 수직 재단기보다 진동이 적고 정밀도가 높으며, 복잡한 가마찌 형상을 구현할 때 필수적입니다. 특히 작은 부속(칼라, 커프스)의 곡선 처리에 특화되어 있습니다.
- 다이 커팅 (Die Cutting / Clicker Press): 금형(Knife Die)을 제작하여 유압으로 찍어내는 방식으로, 신발 갑피나 가방 부속 등 대량 생산 시 곡선의 일관성을 완벽하게 유지할 수 있습니다. 다만, 금형 제작 비용이 발생하므로 다품종 소량 생산에는 부적합합니다.
- CNC 자동 재단 (Computerized Cutting): Gerber, Lectra, Bullmer 등의 장비를 사용하여 CAD 데이터를 기반으로 재단합니다. 나이프가 회전(Intelligent Rotation)하며 곡선을 추적하므로 인간의 숙련도에 의존하지 않는 균일한 품질을 보장합니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 공정 분류 | 패턴 준비 및 정밀 재단 (Precision Cutting) | |
| 주요 장비 | Eastman 629X, Hashima HB-700N, Gerber Paragon, Lectra Vector | |
| 칼날 규격 | 6~10 inch Straight Blade / 0.45mm~0.6mm Band Saw Blade | 소재 두께 및 곡률에 따라 선택 |
| 칼날 재질 | High-Speed Steel (HSS), Teflon Coated (합성섬유용) | 열 유착 방지 목적 |
| 재단 정밀도 | 공차 ±0.5mm 이내 (A급 품질 기준) | 하이엔드 브랜드 기준 ±0.3mm |
| 최대 적층 높이 | 150mm ~ 200mm (원단 물성에 따라 상이) | 데님 등 후물은 100mm 이하 권장 |
| 칼날 회전/왕복 속도 | 2,850 ~ 3,450 RPM (수직 재단기 기준) | 가변 속도 제어 모델 권장 |
| 필수 소모품 | 연마 벨트(Grit 80-120), 실리콘 스프레이, 파라핀 블록 | 칼날 마찰 및 발열 감소 |
| 관련 스티치 | ISO 301(본봉), ISO 401(체인), ISO 504(오버록) | 재단 후 결합 공정 |
| 바늘 시스템 | DBx1, DPx5 (의류) / 135x17, 190R (가방/피혁) | 곡선 봉제 시 안정성 고려 |
¶ 적용 분야 (상세)
가마찌 기술은 제품의 복잡성과 소재의 특성에 따라 적용 방식이 상이합니다.
- 의류 제조:
- 암홀(Armhole) 및 소매 산(Sleeve Cap): 인체의 어깨 관절 가동 범위를 확보하기 위한 복합 곡선 구간입니다. 정장 상의의 경우 이 부위의 가마찌 정밀도가 떨어지면 소매 부착 시 '이세(Ease)'가 고르게 분산되지 않아 외관상 주름이 발생합니다. (권장 SPI: 12~14)
- 에리구리(Neckline): 셔츠나 티셔츠의 목둘레 곡선입니다. 신축성이 있는 니트 소재의 경우 재단 시 원단이 늘어나지 않도록 주의해야 하며, 재단 직후 '스테이 테이프(Stay Tape)' 처리를 병행하기도 합니다.
- 밑위(Crotch): 팬츠의 앞/뒤판이 만나는 U자형 곡선입니다. 활동 시 가장 큰 인장력을 받는 부위이므로 곡선의 매끄러움이 내구성과 직결됩니다.
- 프린세스 라인(Princess Line): 여성복에서 가슴 곡선을 살리기 위한 수직 곡선 절개선으로, 매우 완만한 가마찌 재단 기술이 요구됩니다.
- 가방 및 잡화:
- 라운드 마찌(Gusset): 백팩이나 핸드백 측면의 곡선 패널입니다. 가마찌 재단이 부정확하면 지퍼 부착 시 지퍼 테이프와 원단 사이의 장력 불균형으로 인해 '울음 현상(Puckering)'이 발생합니다. 특히 하드쉘 가방의 경우 1.0mm의 오차도 조립 불능으로 이어집니다.
- 백팩 어깨끈(S-Curve Shoulder Strap): 인체공학적 S자 곡선 재단이 필수적이며, 좌우 대칭이 맞지 않을 경우 착용 시 무게 중심이 쏠리는 결함이 발생합니다.
- 산업별 특이점:
- 스포츠웨어: 고탄성 소재(Spandex 혼용)를 사용하므로 재단 시 원단을 압착하는 발(Presser Foot)의 압력 조절이 핵심입니다.
- 정장/코트: 두꺼운 모직물이나 심지가 부착된 원단을 재단하므로 칼날의 발열로 인한 심지 접착제 녹음 현상을 방지해야 합니다.
- 아웃도어: 고어텍스(Gore-Tex) 등 기능성 라미네이팅 원단은 재단 단면의 박리(Delamination)를 최소화하기 위해 초고속 회전 칼날을 사용합니다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 나이프 디플렉션 (Knife Deflection)
- 현상: 원단을 높게 쌓고 재단할 때 칼날이 휘어 상단과 하단의 곡률이 다르게 재단됨.
- 원인: 칼날의 강성 부족, 과도한 이송 속도, 또는 칼날 연마 불균형.
- 해결: 적층 높이를 낮추거나, 밴드 나이프를 사용하고 칼날 가이드를 최대한 원단 높이에 밀착. 자동 재단기의 경우 'Knife Intelligence' 기능을 활성화하여 측면 압력을 상쇄.
- 너치 깊이 불량 (Notching Error)
- 현상: 곡선 구간의 기준점인 너치가 너무 깊어 봉제 후 구멍이 나거나, 너무 얕아 보이지 않음.
- 원인: 너치 커터의 세팅 오류 또는 재단사 부주의.
- 해결: 너치 깊이를 3mm(1/8")로 표준화하고 전용 너치 펀칭기 사용. V-너치보다 T-너치가 곡선 구간 시인성이 좋음.
- 계단 현상 (Jagged Edges)
- 현상: 곡선 절단면이 매끄럽지 않고 톱날처럼 거칠게 재단됨.
- 원인: 칼날 연마 불량, 재단기 진동 과다, 또는 칼날 왕복 속도와 이송 속도의 부조화.
- 해결: 자동 연마 장치의 에머리 벨트(Emery Belt) 교체 및 기기 수평 점검. 칼날의 스트로크(Stroke)를 소재에 맞춰 조정.
- 열 융착 (Heat Fusion)
- 현상: 폴리에스터 등 합성 섬유 재단 시 마찰열로 절단면이 녹아 붙음.
- 원인: 칼날 고속 회전 및 윤활 부족, 무딘 칼날 사용.
- 해결: 칼날에 실리콘 스프레이 도포, 파라핀 블록 사용, 또는 웨이브 칼날(Wave Blade) 적용하여 접촉 면적 축소.
- 오버컷 (Over-cutting)
- 현상: 곡선이 끝나는 지점이나 너치 부위에서 칼날이 설계선보다 더 깊게 들어감.
- 원인: 재단기 정지 타이밍 미숙 또는 CAD 데이터의 코너 처리 오류.
- 해결: 곡선 정점 도달 전 속도를 줄이고, 칼날을 수직으로 세워 후진 재단 병행. CAD 상에서 'Corner Rounding' 값 최적화.
- 치수 왜곡 (Radius Distortion)
- 현상: 재단 후 원단이 수축하거나 늘어나 패턴과 형상이 달라짐.
- 원인: 연단(Spreading) 시 장력 조절 실패 또는 원단 휴지 시간 부족.
- 해결: 연단 후 최소 12~24시간 휴지(Relaxation) 시간을 가진 뒤 가마찌 재단 실시. 특히 니트 소재는 24시간 이상 필수.
¶ 품질 검사 기준 (QC Standard)
- 패턴 매칭 (Pattern Consistency): 재단된 부품을 아크릴 마스터 패턴(Master Template) 위에 놓았을 때 오차가 전 구간 ±1.0mm 이내여야 함. (고급복 기준 ±0.5mm)
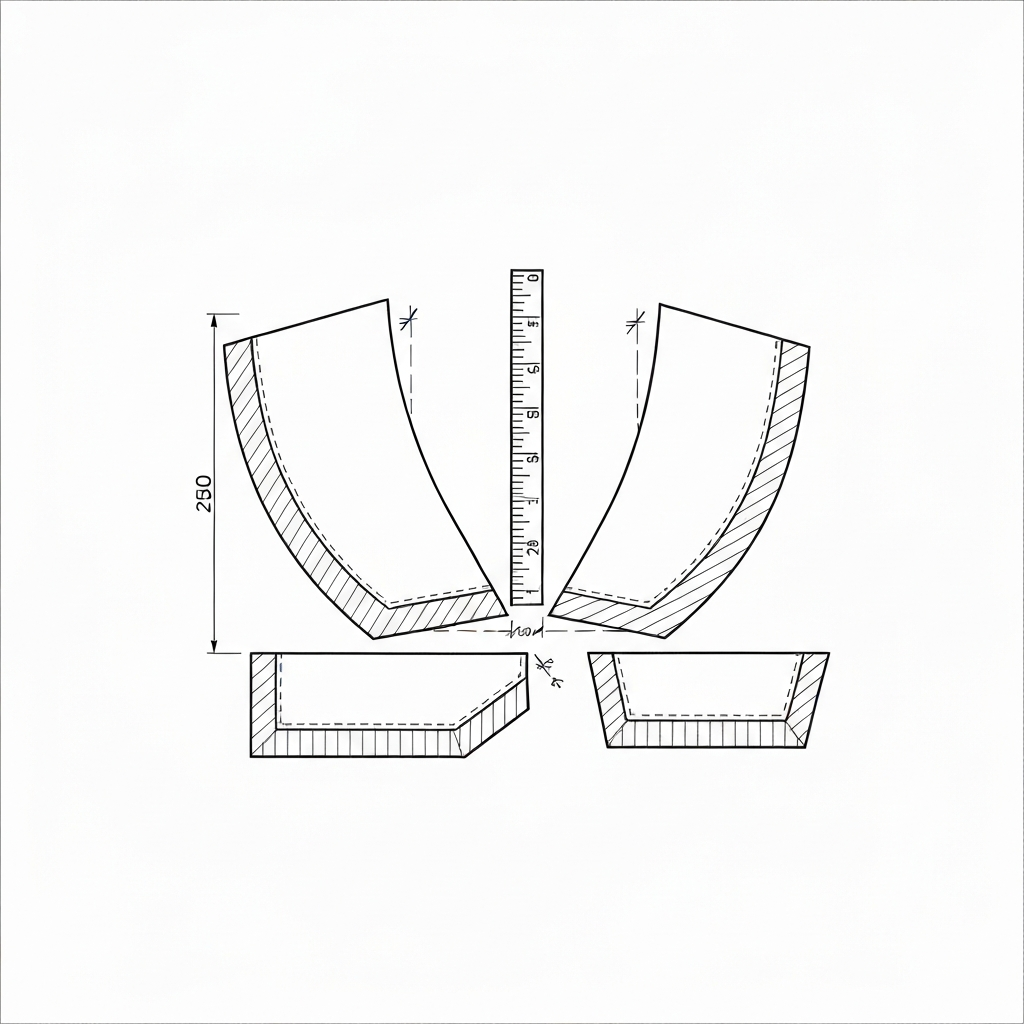
- 대칭성 검사 (Symmetry Check): 좌우 대칭 부품(예: 소매 좌/우, 앞판 좌/우)을 마주 보게 겹쳤을 때 곡선 라인이 완벽하게 중첩되어야 함.
- 단면 상태 (Edge Quality): 육안 및 촉각 검사 시 절단면에 보풀, 뜯김, 탄 자국(Burn mark), 또는 층간 단차(Step)가 없어야 함.
- 너치 정확도 (Notch Precision): 패턴상 지정된 위치에서 너치의 위치 편차가 ±1.5mm 이내여야 봉제 시 이세(Ease) 조절이 가능함.
- 층간 편차 (Ply-to-Ply Variation): 최상단 원단과 최하단 원단의 곡선 반경 차이가 1mm를 초과하지 않아야 함.
¶ 현장 전문 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 가마찌 | 곡선 재단 또는 곡선 부위 자체를 의미 (가장 보편적) |
| 한국어 | 구리 (Guri) | 일본어 '에리구리'에서 유래. 주로 목둘레 곡선을 지칭 |
| 한국어 | 데라直し (Deranaoshi) | 재단 후 곡선이 매끄럽지 않아 가위로 다듬는 행위 |
| 일본어 | 鎌 (Kama) | 낫. 곡선 재단의 어원 |
| 일본어 | カーブ (Kabu) | Curve의 일본식 발음. 현장에서 혼용 |
| 베트남어 | Cắt cong | 곡선 재단 (Cong = 굽은, Cắt = 자르다) |
| 중국어 | 弯刀 (Wandao) | 굽은 칼. 곡선 재단용 칼 또는 공정 |
| 중국어 | 弧位 (Huwei) | 호(Arc)가 있는 위치. 곡선 부위 |
¶ 장비 세팅 및 유지보수 가이드
- 칼날 연마(Sharpening): 매 15~20분 작업 후 자동 연마 기능을 가동하며, 연마 벨트의 입도(Grit)는 원단 두께에 따라 조절(얇은 원단은 고운 입자 120 Grit).
- 진공 흡착(Vacuum System): 자동 재단기 사용 시 곡선 부위에서 원단이 밀리지 않도록 진공 압력을 소재에 따라 40~65kPa 수준으로 유지. 얇은 소재일수록 높은 압력 필요.
- 안전 장치: 수동 재단 시 반드시 금속 망 장갑(Chainmail Glove)을 착용해야 하며, 밴드 나이프의 가드는 원단 높이보다 최대 5mm 이상 높이지 않음.
- 윤활: 칼날 가이드 바에 고점도 구리스를 정기적으로 주입하여 발열 및 진동 억제. 실리콘 오일 탱크의 잔량 매일 확인.
- 칼날 교체 주기: 칼날 폭이 원래 규격의 2/3 이하로 줄어들면 곡선 재단 시 휘어짐이 발생하므로 즉시 교체.
¶ 공정 흐름도 (Process Flow)
¶ 국가별 실무 차이 및 현장 노하우
- 한국 (Korea): 숙련된 재단사의 수동 가마찌 기술을 고수하는 경향이 있으며, 특히 동대문 기반의 샘플실이나 고가 브랜드 공장에서는 밴드 나이프를 활용한 정밀 가마찌를 선호합니다. "가마찌가 잘 돌아야 옷이 산다"는 표현은 곡선 재단의 미적 중요성을 강조합니다.
- 베트남 (Vietnam): 대규모 OEM 공장이 많아 Gerber나 Lectra사의 CNC 자동 재단기 의존도가 매우 높습니다. 현장에서는 'Cắt cong'이라는 용어보다 한국계 공장의 영향으로 '가마찌'라는 용어가 기술 용어로 정착되었습니다. 자동 재단기 세팅 시 '곡선 감속(Corner Slowdown)' 기능을 필수적으로 활성화하여 정밀도를 확보합니다.
- 중국 (China): 광동성 등 의류 밀집 지역에서는 'Wandao(弯刀)' 공정의 분업화가 극대화되어 있습니다. 대량 생산 시 다이 커팅(Die Cutting)을 가장 적극적으로 활용하며, 원가 절감을 위해 적층 높이를 극대화하는 경향이 있어 나이프 디플렉션 관리가 핵심 QC 항목입니다.
¶ 가마찌 재단 후 봉제 연계 기술 (Technical Integration)
가마찌 재단이 완료된 부품은 봉제 공정에서 다음과 같은 기술적 대응이 필요합니다.
- 이송 장치 선택: 곡선 봉제 시 원단의 상하 밀림을 방지하기 위해 Juki DDL-9000C와 같은 디지털 피드(Digital Feed) 모델이나 Brother S-7300A의 전자 이송 시스템을 사용합니다.
- 노루발(Presser Foot) 세팅: 곡선 회전이 용이하도록 바닥면이 좁은 '보상 노루발(Compensating Foot)'이나 '힌지형 노루발'을 사용합니다. (예: P351, S518 시리즈)
- 장력 관리: 곡선 부위는 바이어스 방향이므로 실의 장력이 너무 강하면 봉제선이 우글거리는 '심 퍼커링(Seam Puckering)'이 발생합니다. Towa 장력계 기준 밑실 장력을 직선 구간보다 약 10~15% 낮게 세팅(약 1.8N ~ 2.2N)하는 것이 실무적 노하우입니다.
- 바늘 선정: 곡선 재단면의 올 풀림을 방지하고 섬유 손상을 최소화하기 위해 Schmetz 또는 Organ 사의 KN 포인트(Ball Point) 바늘을 주로 사용하며, 의류용은 #11~14, 가방용은 #19~23을 표준으로 합니다. 바늘 시스템은 DBx1(본봉), DCx27(오버록)이 일반적입니다.
¶ 실전 트러블슈팅 (Advanced Tips)
- "곡선 부위 봉제 후 원단이 남거나 모자라요": 재단 시 너치(Notch) 위치가 밀렸거나, 연단 시 장력이 걸린 상태에서 재단되어 재단 후 원단이 수축한 경우입니다. 재단 전 원단 휴지 시간을 반드시 준수하고, 패턴과 재단물의 일치 여부를 100장당 1회꼴로 전수 체크하십시오.
- "곡선 끝부분에서 실 끊김이 잦아요": 가마찌 재단 시 칼날 열로 인해 원단 단면이 딱딱하게 굳은(Heat Sealing) 경우입니다. 칼날 속도를 낮추거나 실리콘 오일 장치(Needle Cooler)를 재봉기에 장착하십시오.
- "지퍼를 달면 곡선이 꺾여요": 가마찌 곡률과 지퍼 테이프의 유연성이 맞지 않는 경우입니다. 지퍼 테이프에 미세한 가위집을 내거나, 가마찌 시접 폭을 1/4" 이하로 좁게 유지하여 유연성을 확보하십시오.
- "층간 밀림으로 하단 원단이 작게 재단됨": 수직 재단기 사용 시 기체를 앞으로 밀 때 발생하는 물리적 현상입니다. 재단기 발(Presser Foot)의 압력을 높이고, 칼날을 항상 예리하게 유지하며, 한 번에 재단하는 층수를 줄여야 합니다.
¶ 관련 항목
- 너치 (Notch): 봉제 시 조립 기준점이 되는 절개 표시. 가마찌 공정의 필수 동반 작업.
- 시접 (Seam Allowance): 곡선 재단 시 시접 폭이 일정하지 않으면 봉제 후 외관 불량의 직접적인 원인이 됨.
- 이세 (Ease): 곡선 부위 봉제 시 한쪽 원단을 미세하게 밀어 넣어 입체감을 만드는 기법.
- 그레이딩 (Grading): 사이즈 변화에 따른 곡률(Radius)의 변화를 계산하는 패턴 공정.
- 마찌 (Gusset): 가방이나 의류의 입체감을 위해 덧대는 판. 가마찌 재단 기술이 가장 많이 요구되는 부품.
- 차동 송리 (Differential Feed): 곡선 봉제 시 상하 원단의 이송 속도를 다르게 조절하여 주름을 방지하는 기능.