¶ 정의 및 기술적 원리
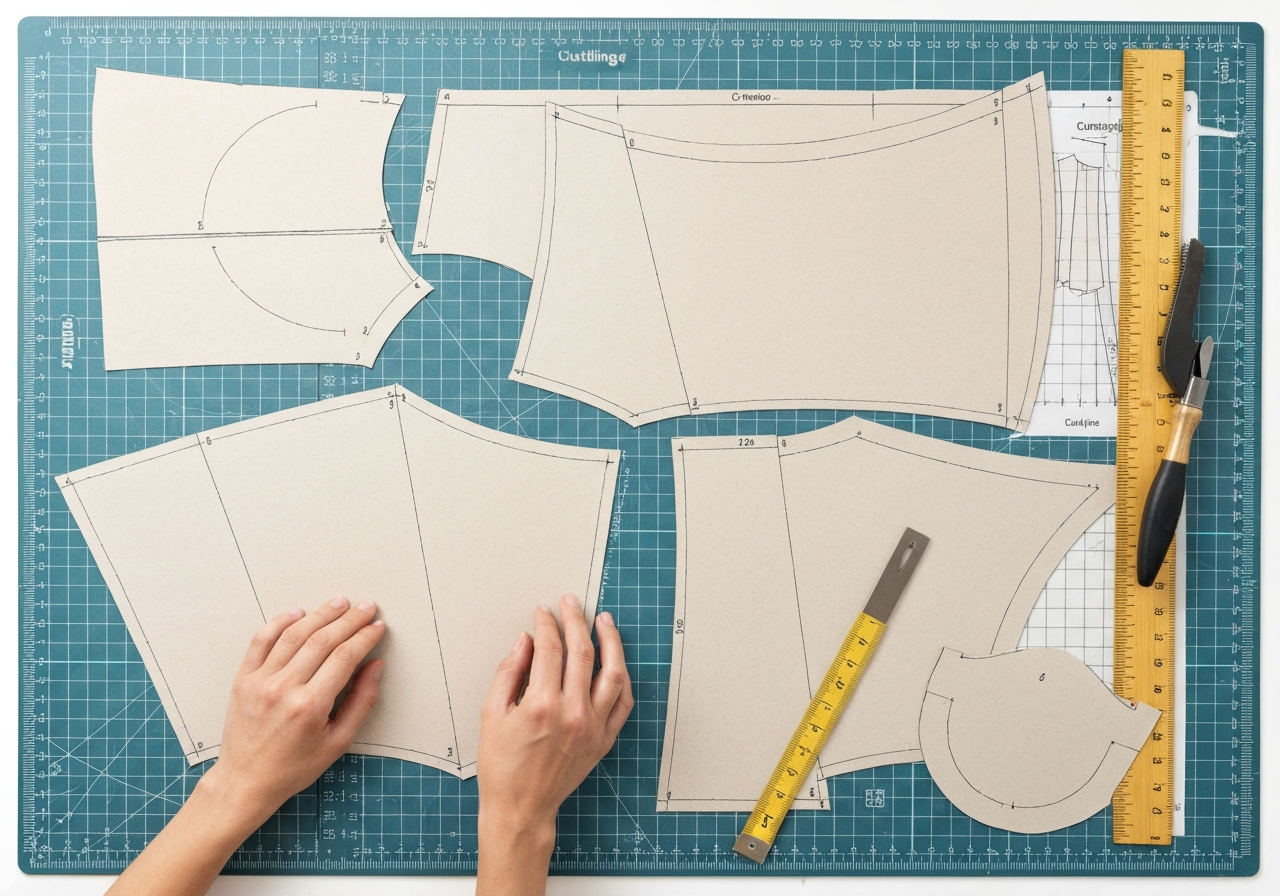
재단(Cutting)은 의류, 가방, 산업용 섬유 제품 제조의 첫 번째 실질 공정으로, 설계된 패턴(Pattern)과 마커(Marker)에 따라 연단(Spreading)된 원단 또는 자재를 개별 부품(Component) 단위로 분리하는 작업입니다. 이 공정은 단순한 절단을 넘어, 원단의 결 방향(Grain line), 무늬 맞춤(Matching), 연단 층간의 치수 일치성을 확보해야 하는 정밀 공정입니다. 재단의 정확도는 후속 공정인 봉제의 용이성과 최종 완제품의 치수 스펙(Spec) 준수 여부를 결정짓는 핵심 품질 요소입니다.
기술적 심화 정의: 물리적 관점에서 재단은 칼날(Blade)의 전단력(Shear force) 또는 고에너지(Laser/Water-jet)를 이용해 섬유 조직의 결합을 끊어내는 과정입니다. 수직 재단기(Straight Knife)의 경우, 칼날이 상하 왕복 운동(Reciprocating motion)을 하며 원단 층을 관통하고, 작업자가 마커 선을 따라 기계를 이송(Feed)시키며 절단합니다. 이때 칼날과 원단 사이의 마찰 저항을 최소화하는 것이 관건이며, 이를 위해 칼날의 표면 조도와 연마 상태가 극도로 중요합니다.
자동 재단기(CAM) 환경에서는 진공 흡착(Vacuum Suction) 원리가 핵심입니다. 연단된 원단 더미 위에 비닐(Poly-overlay)을 덮고 강력한 음압을 가해 원단 사이의 공기를 제거함으로써, 수십 층의 원단을 마치 하나의 단단한 블록처럼 고정합니다. 이 상태에서 컴퓨터 제어에 의해 나이프가 이동하며 재단하므로, 상하층의 치수 편차를 0.1mm 단위로 제어할 수 있습니다.
역사적 배경 및 산업적 위치: 재단 기술은 19세기 후반 수동 가위에서 벗어나 1888년 Eastman에 의해 최초의 전기식 수직 재단기가 발명되면서 비약적으로 발전했습니다. 이후 1960년대 Gerber에 의해 CAM(Computer-Aided Manufacturing) 시스템이 도입되며 대량 생산의 기틀이 마련되었습니다. 현대 봉제 공장에서 재단은 '수익성의 원천'으로 인식됩니다. 원단은 의류 제조 원가의 60~70%를 차지하며, 재단 공정에서의 마커 효율(Marker Efficiency) 1% 향상은 공장의 순이익과 직결되기 때문입니다.
¶ 상세 사양표
| 항목 | 세부 사양 및 기술 데이터 | 비고 |
|---|---|---|
| 공정 분류 | 생산 준비 및 원자재 가공 공정 (Pre-sewing Process) | ISO 9001/14001 준수 |
| 주요 장비 유형 | 수직 재단기, 밴드 나이프, CAM, 레이저, 다이 커팅(Die Cutting) | - |
| 대표 모델 | Eastman 629X, Gerber Paragon, Lectra Vector, Hashima HB-700 | 업계 표준 장비 |
| 칼날 규격 | 5~13인치 Straight Blade, Round Blade, Reciprocating Blade | HSS, Teflon, Carbide 재질 |
| 연단 높이 (Ply) | 1 ply(샘플) ~ 최대 100 ply 이상 (약 200mm 내외) | 원단 평량에 따라 상이 |
| 주요 동력 | AC 220V/380V (3상), 50/60Hz | CAM은 별도 에어 컴프레셔 필요 |
| CAM 이동 속도 | 최대 60m/min ~ 110m/min | 모델 및 원단 특성별 가변 |
| 진공 펌프 압력 | 15kW ~ 37kW (약 20~55 kPa 음압 유지) | 고밀도 원단일수록 고압 필요 |
| 칼날 연마 각도 | 15° ~ 22° (표준 18°) | 원단 강도에 따라 조절 |
| 허용 오차 범위 | 일반 의류 ±1.0mm, 정밀 부품(칼라/커프스) ±0.5mm 이내 | 마스터 패턴 대비 |
| 소음도 | 75dB ~ 85dB (CAM 가동 시) | 귀마개 등 보호구 착용 권고 |
¶ 적용 분야 및 복종별 특성
재단 공정은 최종 제품의 형태를 결정짓는 설계도 구현 단계로, 복종과 아이템에 따라 요구되는 정밀도와 기법이 상이합니다.
3.1 의류 제조 (Apparel Manufacturing): * 셔츠 (Shirts): 칼라(Collar), 칼라 밴드, 커프스(Cuffs)와 같은 핵심 부품은 좌우 대칭이 완벽해야 하므로 밴드 나이프를 이용한 정밀 재단이 필수입니다. 셔츠 앞판의 단작(Placket) 부위는 무늬 맞춤(Pattern Matching)이 품질의 척도가 됩니다. * 바지 (Trousers/Pants): 앞판(Front), 뒷판(Back), 요크(Yoke), 주머니감(Pocket bag) 등을 분리합니다. 특히 데님(Denim)의 경우 60~80겹 이상의 고중량 연단 상태에서 재단하므로 강력한 모터 힘과 칼날 냉각 장치가 요구됩니다. * 재킷 (Jackets): 라펠(Lapel)의 곡선미와 암홀(Armhole) 라인의 정확도가 봉제 시 소매 달기(Sleeve setting)의 난이도를 결정합니다. 심지(Interlining) 부착 후 재단하는 'Block Cutting' 기법이 자주 사용됩니다. * 스포츠웨어 (Activewear): 고탄성 기능성 원단(Lycra/Spandex)은 재단 후 수축이 심하므로, 무장력 연단 후 충분한 릴렉싱 타임(최소 24시간)을 거친 뒤 재단합니다.
3.2 가방 및 잡화 (Bags & Accessories): * 백팩 (Backpacks): 메인 패널, 사이드 거셋(Gusset), 바닥판, 어깨끈 보강재 등을 재단합니다. 600D~1680D 폴리에스터나 나일론 코듀라(Cordura) 등 고강도 원단은 칼날 마모가 빠르므로 HSS(고속도강) 칼날 사용이 필수적입니다. * 핸드백 (Handbags): 천연 가죽의 경우 부위별 신축성과 흠집(Scar)을 피하기 위해 마커를 쓰지 않고 철형(Die) 또는 레이저로 개별 재단합니다.
3.3 산업용 및 특수 자재: * 자동차 시트: 가죽 및 합성 피혁의 대량 재단. CAM의 정밀도가 에어백 전개 등 안전 사양과 직결됩니다. * 방탄복/항공우주: 케블라(Kevlar), 탄소 섬유(Carbon Fiber) 등은 일반 칼날로 재단이 불가능하여 초음파 재단기나 워터젯(Water-jet)을 사용합니다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- Fusing (원단 눌어붙음)
- 원인: 고속 재단 시 칼날과 합성 섬유 간의 마찰열(최대 200℃ 이상)로 인해 원단 단면이 녹아 서로 붙음.
- 해결: 칼날 속도(RPM) 하향 조정, 테플론 코팅 칼날 사용, 실리콘 오일 도포 장치 가동, 또는 냉각 공기 분사 시스템(Vortex Tube) 장착.
- Notch Error (너치 오류)
- 원인: 봉제 가이드인 너치가 너무 깊게 잘려 완성선을 침범하거나, 위치가 부정확함.
- 해결: 너치 전용 펀칭기(Notcher) 사용, 패턴 템플릿 고정 확인, CAM의 경우 너치 파라미터(V-notch, U-notch) 재설정.
- Pattern Distortion (패턴 왜곡/수축)
- 원인: 연단 시 원단에 과도한 장력이 걸린 상태에서 재단하여, 재단 후 원단이 원래 상태로 수축함.
- 해결: 연단 후 최소 12~24시간 이상의 릴렉싱(Relaxing) 타임 부여, 무장력 연단기(Tension-free Spreader) 사용.
- Top-to-Bottom Variation (상하층 치수 차이)
- 원인: 수직 재단 시 칼날이 휘거나(Deflection) 기울어져 맨 위층과 맨 아래층의 재단물 크기가 달라짐.
- 해결: 칼날의 수직도 점검, 칼날 마모 상태 확인, CAM의 경우 나이프 굴곡 보정 기능(Knife Intelligence) 활성화.
- Ragged Edges (거친 단면)
- 원인: 칼날의 마모 또는 연마 장치(Sharpener)의 불량으로 단면이 깨끗하지 않고 올이 풀림.
- 해결: 연마 벨트(Emery Belt) 주기적 교체, 자동 연마 주기 단축, 칼날 교체.
- Oil Stain (오일 오염)
- 원인: 재단기 구동부의 과다한 오일 주입으로 인해 원단에 기름이 튐.
- 해결: 급유량 조절, 오일 가드 점검, 재단 전 폐원단을 활용한 테스트 컷 실시.
¶ 품질 검사 기준 (QC Standard)
- 패턴 일치성: 재단된 파츠를 마스터 패턴(Hard Paper)과 대조하여 외곽선 일치 여부 확인 (허용 오차 ±1mm).
- 너치 및 마킹: 모든 너치(Notch)와 드릴 홀(Drill Hole)의 위치가 마커와 일치하며, 깊이가 적절한지 확인.
- 번들링 정확도: 사이즈별, 색상별, 층별(Ply) 번호가 정확히 부여되어 봉제 시 혼용(Mix-up) 가능성이 없는지 검사.
- 원단 결(Grain Line): 마커에 지시된 식서(Selvedge) 방향과 실제 재단물의 결 방향 일치 여부.
- 이색(Shading) 확인: 동일 번들 내에 서로 다른 롤(Roll)의 원단이 섞이지 않았는지 번들 티켓 확인.
- 수량 검수: 마커상에 계획된 수량과 실제 재단된 파츠의 수량이 일치하는지 확인 (특히 소형 부속 누락 주의).
¶ 공장 실무 용어 및 은어 (Global Glossary)
| 용어 | 국가/지역 | 의미 및 비고 |
|---|---|---|
| 가다 (Gada) | 한국 (KR) | 패턴(Pattern) 또는 형판을 의미하는 일본어 유래 은어. |
| 요척 (Yocheok) | 한국 (KR) | 제품 한 개당 소요되는 원단의 길이(Consumption/Yield). |
| 단가라 (Dangara) | 한국 (KR) | 가로 스트라이프 무늬. 재단 시 무늬 맞춤이 매우 까다로움. |
| 시루시 (Shirushi) | 한국 (KR) | 마킹 또는 표시. 너치나 드릴 마킹을 지칭할 때 사용. |
| 데나오시 (Denaoshi) | 한국 (KR) | 재작업. 재단 불량 발생 시 다시 자르는 작업. |
| Cắt vải | 베트남 (VN) | 원단 재단 작업을 통칭. |
| Bàn cắt | 베트남 (VN) | 재단대(Cutting Table). |
| Máy cắt | 베트남 (VN) | 재단기(Cutting Machine). |
| 裁단 (Saidan) | 일본 (JP) | 재단 공정의 표준 용어. |
| 型紙 (Katagami) | 일본 (JP) | 종이 패턴 또는 재단용 형판. |
| 裁剪 (Cáijiǎn) | 중국 (CN) | 재단 공정의 표준 용어. |
| 唛架 (Màjià) | 중국 (CN) | 마커(Marker)를 의미하는 광둥어 유래 용어. |
| 排料 (Páiliào) | 중국 (CN) | 마킹 배치 작업(Marker making). |
| Koma (꼬마) | 한국 (KR) | 재단 후 남은 자투리 원단. |
¶ 장비 세팅 및 유지관리 가이드
- 칼날 연마 시스템: Eastman 등 수직 재단기는 매 2~4시간 작업 후 연마 벨트의 마모 상태를 확인해야 하며, 연마 시 발생하는 금속 가루가 원단에 유입되지 않도록 주의해야 함.
- 진공 압력(Vacuum) 최적화: CAM 사용 시 원단의 밀도에 따라 진공 압력을 조절함. 니트 소재는 압력을 높여 압착하고, 패딩 소재는 과도한 압착 시 패턴 왜곡이 발생할 수 있으므로 주의.
- 나이프 속도 설정:
- 직물(Woven): 중/고속 (3,000~4,500 RPM)
- 니트(Knit): 저속 (1,500~2,500 RPM) - 열 손상 방지
- 데님/캔버스: 고속 및 고강도 칼날 사용
- 브러시 베드(Brush Bed) 관리: 자동 재단기의 칼날이 박히는 브러시 상태를 매주 점검하여, 파손된 브러시 조각이 재단물에 박히지 않도록 관리.
- 일일 점검 리스트:
- 칼날의 수직도(90도) 확인.
- 연마 벨트(Emery Belt)의 장력 및 마모도.
- 베이스 플레이트(Base Plate)의 롤러 회전 원활 여부.
- 전원 케이블의 피복 손상 여부 (이동식 장비 특성상 단선 위험 높음).
¶ 공정 흐름도 (Process Flowchart)
¶ 기술적 심화: 재단 효율(Marker Efficiency) 관리
재단 공정의 경제성을 평가하는 가장 중요한 지표는 마커 효율입니다.
* 계산식: Efficiency (%) = (Net Area of Patterns / Total Area of Marker) × 100
* 관리 목표: 일반적인 티셔츠의 경우 85~90%, 복잡한 재킷의 경우 80~85% 이상을 목표로 합니다.
* 손실(Waste) 유형:
* Ends of Ply Loss: 연단 시 양 끝단에서 버려지는 부분.
* Selvedge Loss: 원단 폭의 양쪽 가장자리(식서) 부분.
* Between Pattern Loss: 패턴 사이의 빈 공간.
* 최적화 전략: CAD 시스템의 Auto-nesting 기능을 활용하고, 큰 패턴 사이에 작은 부속(주머니감, 밴드 등)을 배치하여 빈 공간을 최소화합니다.
¶ 실전 트러블슈팅 노하우 (Senior Editor's Tip)
- 증상: 재단물 하단 층이 상단보다 작게 나옴 (Undercutting)
- 진단: 칼날이 뒤로 휘어짐(Blade Deflection).
- 조치: 이송 속도를 늦추고, 칼날의 가이드(Slide) 유격을 점검하십시오. CAM의 경우 'Knife Intelligence' 센서가 정상 작동하는지 확인하십시오.
- 증상: 재단 단면이 톱니 모양으로 거칠음
- 진단: 연마 벨트의 입도(Grit)가 너무 거칠거나, 칼날 이빨이 빠짐.
- 조치: 더 고운 입도의 연마 벨트로 교체하고, 칼날을 새것으로 교체하십시오.
- 증상: 드릴 홀(Drill Hole) 주변이 녹음
- 진단: 드릴 비트의 회전 속도가 너무 높거나 체류 시간이 김.
- 조치: 드릴 RPM을 낮추고, 중공 드릴(Hollow Drill)을 사용하여 칩 배출을 원활하게 하십시오.
¶ 관련 항목
- 연단 (Spreading): 재단을 위해 원단을 일정한 길이와 층수(Ply)로 겹쳐 쌓는 선행 공정.
- 마커 (Marker): 원단 효율(Yield)을 극대화하기 위해 패턴을 최적으로 배치한 도면.
- 번들링 (Bundling): 재단된 파츠를 사이즈, 색상, 로트(Lot)별로 묶어 관리하는 공정.
- CAD (Computer-Aided Design): 패턴 제작 및 마커 생성을 위한 컴퓨터 시스템.
- CAM (Computer-Aided Manufacturing): 컴퓨터 제어를 통해 자동으로 원단을 재단하는 시스템.
- Die Cutting (도련/철형 재단): 금속으로 만든 칼틀(Die)을 프레스로 눌러 한 번에 재단하는 방식. 소형 부품이나 가죽 재단에 주로 사용.
- ISO 10821: 산업용 재봉 및 재단 장비의 안전 요구 사항 표준. (미검증 - 국가별 상이할 수 있음)