¶ 개요
디보싱(Debossing)은 금속으로 제작된 금형(Die)에 열과 압력을 가하여 원단이나 자재의 표면을 아래로 눌러 오목한(Concave) 형상을 만드는 후가공 기법이다. 양각으로 돌출시키는 엠보싱(Embossing)과 반대되는 개념으로, 주로 브랜드 로고, 일련번호, 장식 패턴을 자재 표면에 영구적으로 각인하기 위해 사용된다. 본 공정은 ISO 4915 스티치 분류에 해당하지 않는 장식 및 마감(Finishing) 공정이나, 봉제 전 단계(Pre-sewing) 또는 완성 단계에서 제품의 부가가치를 결정짓는 핵심 공정이다.
디보싱은 단순히 자재를 누르는 행위를 넘어, 열역학적 에너지를 통해 소재의 물리적 성질을 영구적으로 변형시키는 정밀 공정이다. 인쇄(Printing) 기법이 자재 표면에 안료를 부착시키는 방식이라면, 디보싱은 자재 자체의 구조를 재배열하여 입체감을 부여한다. 이는 마찰이나 세탁에 의해 로고가 지워질 염려가 없는 높은 내구성을 제공하며, 특히 고급 가죽 제품군에서는 브랜드의 정체성을 드러내는 가장 품격 있는 방식으로 간주된다. 산업 현장에서 디보싱은 레이저 각인(Laser Engraving)과 자주 비교되는데, 레이저는 표면을 태워 없애는 방식이라 단면이 거칠고 탄 냄새가 남는 반면, 디보싱은 열압착을 통해 단면을 매끄럽게 압축하므로 촉감이 부드럽고 시각적으로도 정갈한 마감을 선사한다.
¶ 기술적 정의 및 메커니즘
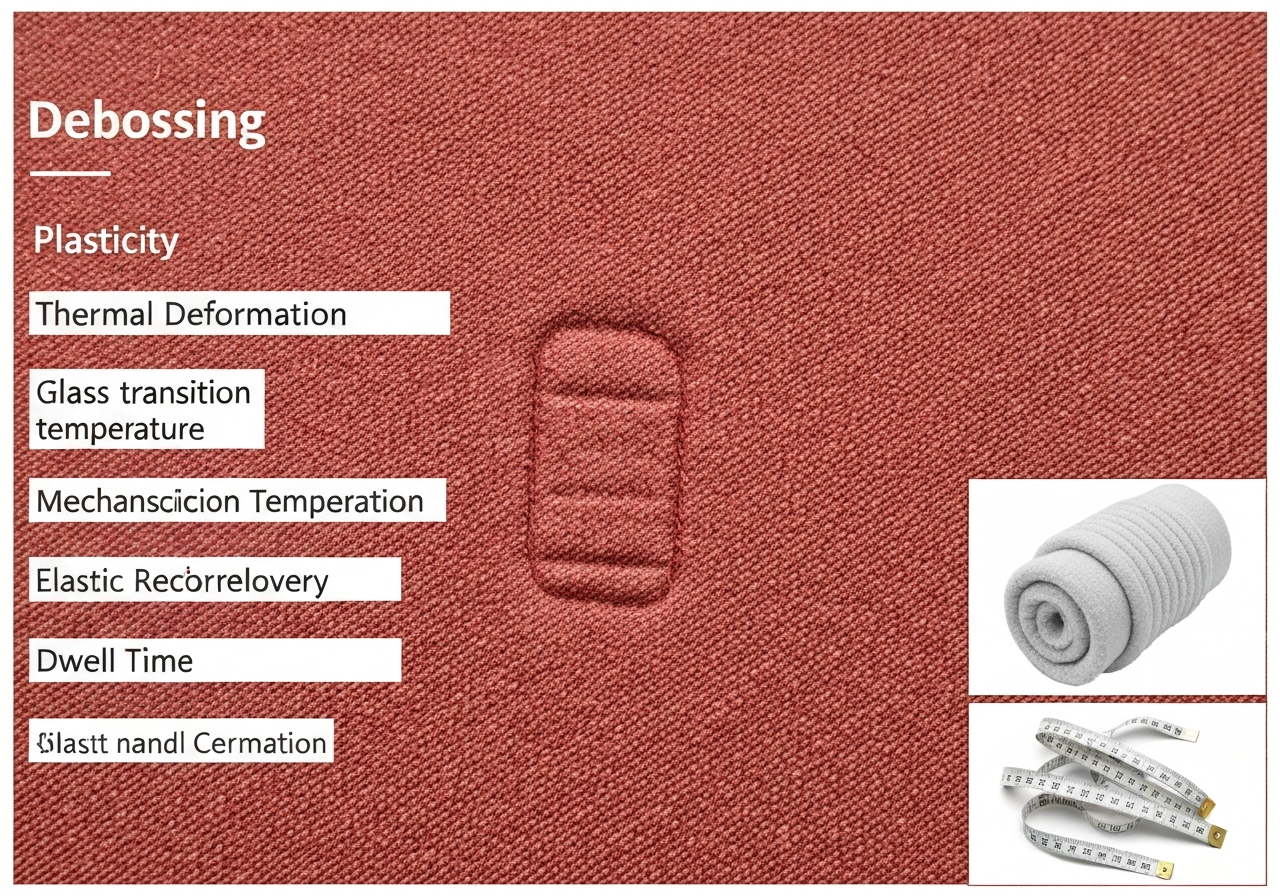
디보싱의 물리적 메커니즘은 자재의 가소성(Plasticity)을 이용한다. 금형의 열이 자재(특히 합성 피혁의 고분자 구조나 천연 가죽의 콜라겐 섬유)를 유연하게 만들면, 고압의 프레스가 이를 압착하여 변형시킨다. 이후 열이 식으면서 변형된 구조가 고착되어 영구적인 각인이 남게 된다.
- 열적 변형 (Thermal Deformation): 자재의 유리전이온도(Tg, Glass Transition Temperature) 부근에서 가압하여 분자 사슬을 재배열한다. 천연 가죽의 경우, 단백질 섬유가 열에 의해 수축 및 경화되는 성질을 이용하며, 합성 피혁(PU/PVC)은 열가소성 수지가 녹아 금형의 형상대로 굳는 원리를 따른다.
- 기계적 변형 (Mechanical Deformation): 유압 또는 공압을 통해 섬유 밀도를 순간적으로 높여 단차를 형성한다. 이때 가해지는 압력은 자재의 복원력(Elastic Recovery)을 상쇄할 수 있을 만큼 충분해야 하며, 이를 위해 'Dwell Time(가압 유지 시간)' 설정이 핵심적이다.
- 화학적 변화 (Chemical Change): 고온 가압 시 자재 내부의 유분이나 왁스 성분이 표면으로 이동하며 색상이 짙어지는 'Burnishing' 효과가 동반되기도 한다. 이는 특히 풀업(Pull-up) 가죽이나 베지터블 가죽에서 시각적 깊이감을 더해주는 요소가 된다.
¶ 상세 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 공정 분류 | 표면 장식 및 각인 (Finishing/Decoration) | 봉제 외 공정 (Pre/Post Sewing) |
| 기계 유형 | 열압착 프레스기 (Hot Stamping / Hydraulic Press) | 수동, 반자동, 자동(Rotary) 구분 |
| 주요 장비 모델 | Kwikprint Model 86, Howard M-150, Atom VS922, Gehang GH-800 | 유압식은 대형 로고 및 고압 작업에 적합 |
| 금형 재질 | 황동(Brass), 마그네슘(Magnesium), 강철(Steel) | 황동이 열전도율과 내구성 면에서 최적 |
| 작업 온도 | 80°C ~ 180°C | 자재의 융점 및 내열성에 따라 설정 |
| 가압 시간 (Dwell Time) | 0.5초 ~ 5.0초 | 자재 두께, 수분 함량, 밀도에 비례 |
| 가압력 (Pressure) | 2 bar ~ 10 bar (유압식: 1톤 ~ 20톤) | 각인 면적 및 자재 경도에 따라 가변적 설정 |
| 적합 원단 | 천연 가죽, PU, PVC, 마이크로파이버, 고밀도 웨빙 | 직물(Fabric)은 밀도가 낮을 경우 복원됨 |
| 금형 제작 방식 | CNC 정밀 조각, 화학 에칭(Etching) | CNC 방식이 수직 벽면(Draft Angle) 제어에 유리 |
| 냉각 방식 | 자연 냉각 또는 수냉식 베드 | 대량 생산 시 금형 온도 과승 방지 필요 |
¶ 적용 분야 (Application)
- 의류 (Apparel):
- 청바지 후면 허리 라인의 가죽/합성 패치(Leather Patch).
- 기능성 아웃도어 의류의 소매 끝단(Cuff) 벨크로 탭 로고.
- 지퍼 풀러(Zipper Puller) 및 단추 덮개 가죽 장식.
- 다운 자켓의 가슴 부위 와펜(Wappen) 베이스 각인.
- 가방 및 잡화 (Bags & Accessories):
- 핸드백 전면 브랜드 로고 각인 및 네임택.
- 지갑 내부 카드 슬롯의 장식선(Creasing Line) 및 브랜드 네임.
- 가죽 스트랩의 길이 조절 구멍 주변 보강 각인.
- 여권 케이스 및 다이어리 커버의 전면 패턴.
- 신발 (Footwear):
- 신발 텅(Tongue) 부분의 모델명 및 사이즈 각인.
- 힐 컵(Heel Cup) 부위의 브랜드 심볼.
- 인솔(Insole) 바닥면의 로고 각인 (금박 병행 가능).
- 산업용 (Industrial):
- 자동차 시트 헤드레스트의 제조사 로고 및 에어백(SRS) 표시.
- 안전벨트 버클 주변 가죽 커버의 경고 문구.
- 고급 가전제품의 가죽 마감재 로고 각인.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 열 변색 및 탄화 (Discoloration/Burning):
- 원인: 설정 온도가 자재의 내열 한계를 초과하거나 가압 시간이 너무 길어 자재 표면의 유분이 타버림.
- 해결: 자재별 적정 온도를 재확인하고 5°C 단위로 감온 테스트 실시. 가압 시간을 0.5초 단위로 단축. 특히 연한 색상의 가죽은 저온(80-90°C)에서 시간을 늘리는 전략이 유효함.
- 각인 깊이 불균형 (Uneven Depth/Impression):
- 원인: 금형과 베드 사이의 수평(Parallelism) 불량, 또는 자재 두께 편차(Skiving 불량).
- 해결: 프레스 베드 하단에 종이(Make-ready)를 덧대어 낮은 부분을 보강하거나, 유압 실린더의 수평도를 정밀 교정. 현장에서는 '먹지'를 찍어보아 압력이 약한 부위를 찾아냄.
- 고스트 현상 (Ghosting/Double Image):
- 원인: 가압 후 금형이 상승할 때 자재가 금형에 달라붙었다가 떨어지면서 미세하게 밀려 이중 자국 발생.
- 해결: 금형 표면에 실리콘 이탈제(Release Agent) 도포. 금형 온도를 소폭 낮추거나 냉각 시스템 점검. 자재를 고정하는 지그(Jig)의 장력을 강화.
- 디테일 뭉침 (Loss of Fine Detail):
- 원인: 과도한 압력으로 인해 자재가 금형의 미세한 틈 사이로 과하게 밀려 들어감.
- 해결: 압력을 낮추고, 금형 제작 시 미세 선의 간격을 자재 두께를 고려하여 재설계(Draft Angle을 15~30도 확보).
- 복원 현상 (Spring-back/Fading):
- 원인: 가압 시간 부족 또는 온도가 너무 낮아 자재의 가소성 한계점에 도달하지 못함. 특히 크롬 태닝 가죽에서 자주 발생.
- 해결: 가압 시간(Dwell Time)을 늘려 열이 자재 심부까지 전달되게 하거나, 온도를 10°C 상향 조정. 작업 전 자재에 미세한 수분을 공급(Damping)하는 것도 방법임.
¶ 품질 검사 기준 (Quality Control)
- 각인 선명도: 강한 측면 조명(Side Lighting) 아래에서 로고의 외곽선이 번짐 없이 날카로운지 확인. 돋보기(Loupe)를 사용하여 미세 선의 끊김 여부 검사.
- 깊이의 일관성: 디지털 뎁스 게이지(Depth Gauge)를 사용하여 로고의 상/하/좌/우 깊이 편차 측정. (허용 오차: 일반 제품 ±0.2mm, 고급 가전/IT 액세서리 ±0.1mm).
- 위치 정밀도: 투명 아크릴 지그(Jig)를 사용하여 설계 도면 대비 위치 편차 확인. (AQL 1.0 기준, 통상 ±1.0mm 이내, 로고 중심축 기준).
- 자재 손상: 각인 부위 주변의 광택 변화(Glossiness change), 갈라짐(Cracking), 원단 약화 여부 전수 검사. 특히 PU 자재의 경우 열에 의한 '번들거림' 현상 주의.
- 내구성: 60°C에서 24시간 방치 후 각인 깊이 유지율 측정 (가속 노화 테스트). 또한 마찰 견뢰도 시험기(Crockmeter)를 이용해 각인 부위의 색상 탈락 여부 확인 (ISO 11640 준용).
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 불도장 | Bul-do-jang | 전통적인 가열 각인 방식에서 유래된 범용어 |
| 한국어 (KR) | 오시 | Osi | 일본어 '오스(押す)'에서 유래. 누름 자국이나 선을 의미 |
| 일본어 (JP) | 型押し | Kata-oshi | 금형으로 누른다는 뜻의 표준 현장 용어 |
| 베트남어 (VN) | dập chìm | dap chim | '가라앉게 찍다'는 의미. 현장 작업 지시서에 주로 사용 |
| 중국어 (CN) | 压印 | Ya-yin | 압력을 가해 인쇄/각인한다는 의미 (Yàyìn) |
| 중국어 (CN) | 烙印 | Lao-yin | 열을 가해 찍는 불도장 의미에 가까움 |
| 영어 (EN) | Blind Emboss | Blind Emboss | 박(Foil)을 입히지 않고 찍는 디보싱의 다른 표현 |
¶ 장비 세팅 및 유지보수 가이드
- 자재별 온도 가이드 (미검증 수치 포함 - 현장 테스트 필수):
- 천연 가죽 (Vegetable Tanned): 80°C ~ 100°C (수분 함량에 매우 민감, 고온 시 경화 위험)
- 천연 가죽 (Chrome Tanned): 120°C ~ 150°C (복원력이 강해 높은 온도와 압력 필요)
- 합성 피혁 (PU): 110°C ~ 130°C (표면 코팅층 융점 확인 필수)
- 합성 피혁 (PVC): 130°C ~ 160°C (가스 발생 주의, 환기 필수)
- 마이크로파이버 (Microfiber): 140°C ~ 170°C (고밀도 조직으로 인해 고온 필요)
- 금형 관리:
- 작업 전 금형 표면의 탄화물(Residue)을 황동 브러시나 전용 세척제(Mold Cleaner)로 제거.
- 금형 고정 볼트의 열팽창으로 인한 이완을 방지하기 위해 가열 후 재조임 실시.
- 장기 보관 시 부식 방지를 위해 방청유 도포 후 습기가 낮은 곳에 보관.
- 완충재(Cushioning) 활용:
- 자재가 딱딱할 경우 베드 위에 1~2mm 두께의 고무판(Shore A 60-70도)이나 테플론 시트를 깔아 압력을 분산시키면 테두리가 부드럽게 나옴.
- 반대로 아주 선명한 각인이 필요할 때는 단단한 베이클라이트(Bakelite) 판을 사용.
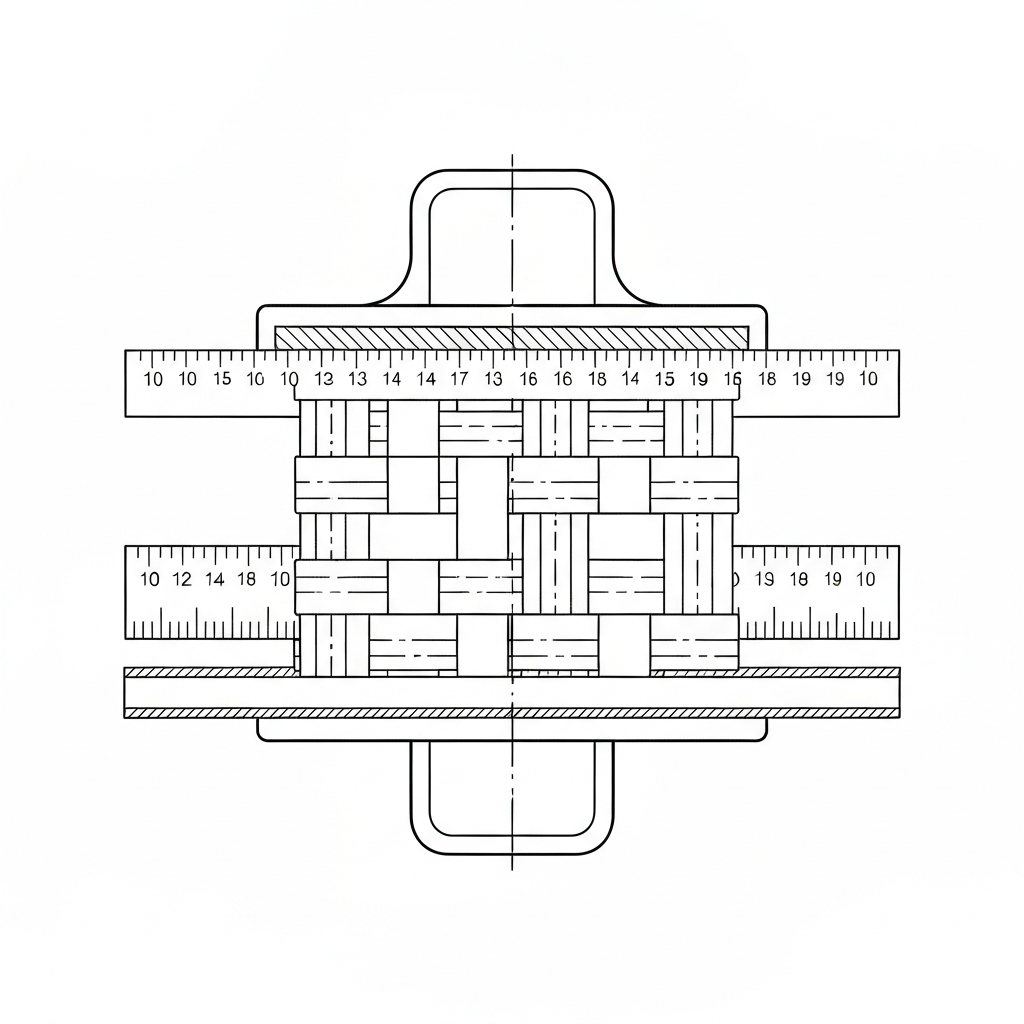
¶ 공정 흐름도 (Process Flowchart)
¶ 실전 트러블슈팅 노하우 (Senior Technician's Tips)
- "로고 테두리가 번들거린다면?": 온도가 너무 높거나 압력이 과한 것이다. 온도를 5도 낮추기보다 가압 시간(Dwell Time)을 0.5초 줄이는 것이 자재 손상을 줄이는 데 더 효과적이다.
- "가죽의 결(Grain) 때문에 로고가 깨져 보인다면?": 작업 전 가죽 표면에 미세한 안개 분무를 한 뒤 1~2분 후 작업하라. 수분이 열전달을 돕고 섬유를 유연하게 만들어 결 사이사이에 로고가 잘 안착된다.
- "박찍기(Foil Stamping)와 병행 시 박이 자꾸 떨어진다면?": 디보싱 깊이가 너무 깊어 박 필름이 바닥까지 닿지 않는 경우다. 먼저 얕게 디보싱을 한 뒤, 박을 올리고 다시 한번 찍는 '2회 타격' 방식을 고려하라.
- "베트남/중국 등 고습도 지역에서의 세팅": 습도가 높은 환경에서는 자재가 머금은 수분이 기화하면서 '치익' 소리와 함께 수증기가 발생할 수 있다. 이는 각인 불량의 원인이 되므로, 자재를 미리 건조하거나 금형 온도를 평소보다 10도 높게 설정하여 수분을 순간적으로 날려버려야 한다.
¶ 관련 항목
- 엠보싱 (Embossing): 자재를 위로 솟아오르게 하는 양각 기법. 디보싱과 반대되는 시각적 효과 제공. 암수 금형(Male/Female Die)이 모두 필요함.
- 박찍기 (Hot Foil Stamping): 디보싱 공정 중 금형과 자재 사이에 금박/은박 필름을 삽입하여 색상을 입히는 기법. 온도 설정이 디보싱보다 더 까다로움.
- 고주파 각인 (High Frequency Welding): 열 대신 고주파 진동을 이용하여 합성 수지 자재를 녹여 붙이거나 각인하는 기법. PVC 자재에 주로 사용되며, 디보싱보다 입체감이 훨씬 강함.
- 레이저 각인 (Laser Engraving): 물리적 압력 대신 레이저로 표면을 태워 형상을 만드는 기법. 정밀도는 높으나 탄 냄새와 변색이 발생하며, 가죽의 경우 단면이 딱딱해짐.
- 시아게 (Finishing): 일본어 유래 은어로, 디보싱 후 주변부에 남은 열 자국을 닦아내거나 광택제를 발라 정리하는 최종 마감 공정을 의미.