상위 문서: 심층 기술 문서 목록
¶ 개요
제조 및 봉제 산업에서 깊이(Depth)는 제품의 품질, 기능성, 그리고 심미적 완성도를 결정짓는 다의적(多義的)인 기술 지표입니다. 본 용어는 크게 두 가지 핵심 영역에서 정의되며, 공정 설계와 품질 관리의 핵심 변수로 작용합니다.
첫째, 구조적/입체적 깊이(Dimensional Depth)는 제품의 3차원적 부피를 형성하는 물리적 수치입니다. 가방의 옆판(Gusset), 포켓의 돌출 폭, 신발의 내부 공간 등을 의미하며, 제품의 수납 용량과 형태 유지력을 결정합니다. 이는 2차원 평면 원단을 3차원 입체 구조로 변환하는 패턴 설계의 핵심이며, 시접(Seam Allowance) 처리와 곡률 계산에 따라 최종 결과물이 달라집니다.
둘째, 봉제 기술적 깊이(Stitch Penetration Depth)는 특히 ISO 4915 기준 Class 103(단뜨기) 공정에서 바늘이 원단 내부로 침투하는 미세한 수직 거리를 지칭합니다. 현장에서는 '바이트(Bite)'라고도 부르며, 원단의 겉면을 관통하지 않으면서 안쪽 섬유(Fiber)만을 정밀하게 낚아채는 제어 기술이 요구됩니다. 이는 고급 의류의 외관 완성도와 봉제 강도를 좌우하는 결정적인 요소입니다.
현대 제조 공정에서 깊이 제어는 단순한 치수 측정을 넘어, 원단의 압축률, 재봉기의 기계적 타이밍, 그리고 작업자의 숙련도가 결합된 고도의 품질 관리 영역으로 간주됩니다.
¶ 정의 및 메커니즘
¶ 2.1 입체적 깊이 (Dimensional Depth)
- 개념 및 물리적 원리: 테크팩(Tech Pack) 상에서 제품의 전면(Front)과 후면(Back) 사이의 거리인 '옆판(Gusset)' 또는 '바닥(Bottom)'의 너비입니다. 2차원 평면 원단에 깊이를 부여하기 위해서는 다트(Dart), 플리츠(Pleats), 혹은 별도의 옆판(Side Panel) 결합이 필요합니다. 이는 기하학적으로 평면의 일부를 중첩시키거나 새로운 면을 수직으로 연결하여 내부 체적(Volume)을 확보하는 과정입니다. 가방 제조 시 '마찌(Machi)'라는 용어로 통용되며, 패턴 설계 시 시접과 곡률에 따른 깊이 변화를 정밀하게 계산해야 합니다.
- 공학적 메커니즘: 깊이의 형성은 원단의 강직도(Bending Rigidity)와 밀접한 관련이 있습니다. 예를 들어, 1000D 나일론 원단으로 가방의 깊이를 형성할 때, 코너 부위의 곡률 반경(Radius)이 작을수록 시접의 간섭이 커져 실제 가용 깊이가 설계치보다 줄어드는 '내경 손실' 현상이 발생합니다. 시니어 기술자는 이를 방지하기 위해 패턴 상에서 원단 두께의 1.5배~2배에 해당하는 여유분을 깊이 수치에 반영합니다.
- 유사 기법과의 비교: 일반적인 평면 봉제(Flat Seam)가 두 면의 결합에 집중한다면, 깊이 설계는 '공간의 창출'에 집중합니다. 단순 에코백(Flat Bag)과 토트백(Gusset Bag)의 차이는 깊이 설정 유무에 있으며, 이는 제품의 자립성(Self-standing)과 직결됩니다. 또한, 다트를 통한 깊이 형성은 원단의 절개 없이 입체감을 주어 방수 성능 유지에 유리한 반면, 옆판 결합 방식은 더 큰 체적 확보가 가능합니다.
¶ 2.2 봉제 침투 깊이 (Stitch Penetration Depth)
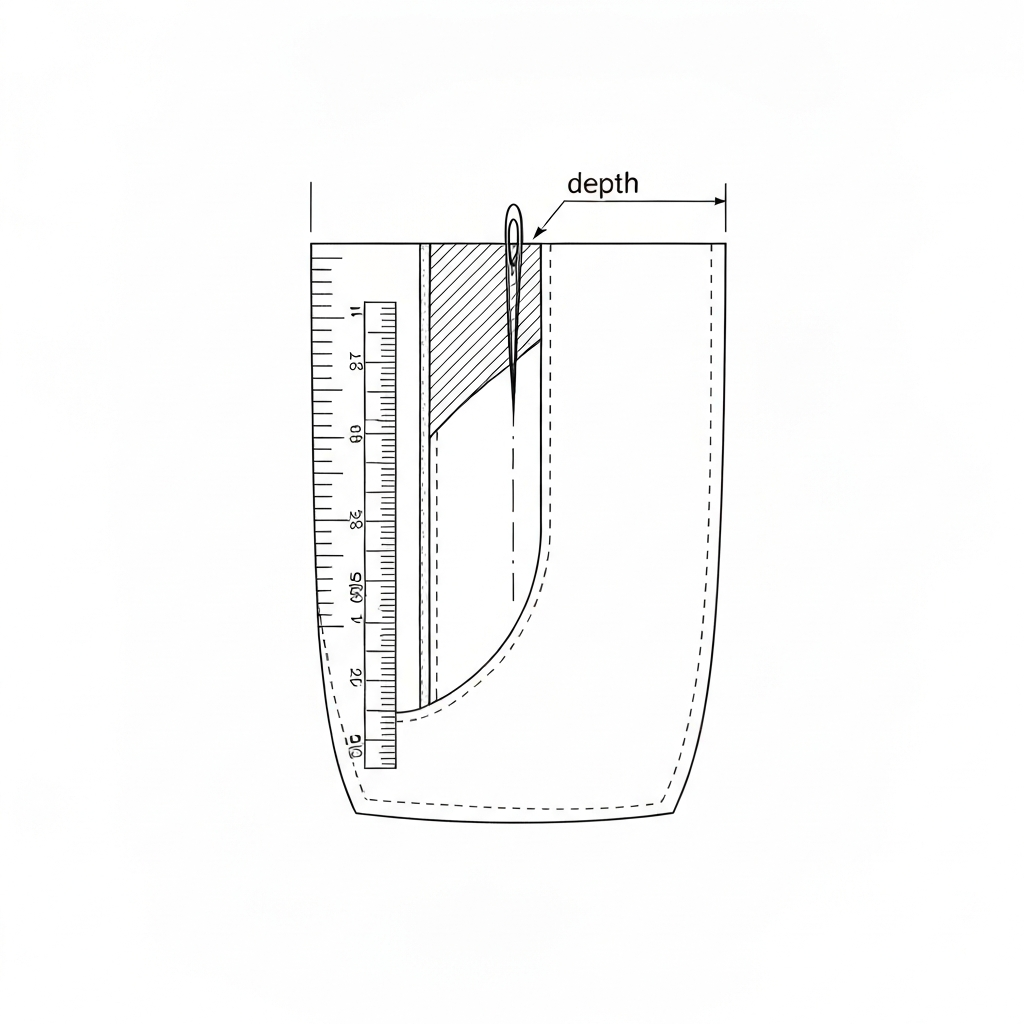
- 개념 및 기계적 원리: 단뜨기(Blindstitch) 재봉기에서 곡침(Curved Needle)이 원단의 상층부 섬유를 관통하는 수직적 거리입니다. 리지 플레이트(Ridge Plate)가 원단을 하부에서 밀어 올려 '산' 모양을 만들면, 수평으로 왕복하는 바늘이 이 산의 정점 부근을 통과합니다. 이때 리지 플레이트의 높이 조절 다이얼이 침투 깊이를 0.05mm 단위로 제어합니다. 바늘의 끝(Point) 형상에 따라 섬유를 가르고 들어가는 '침투 저항'이 달라지며, 이는 최종적인 '바이트'의 선명도를 결정합니다.
- ISO 4915와의 상관관계: ISO 4915 Class 103 스티치는 단일 실을 사용하여 원단의 한쪽 면에서만 루프를 형성하는 구조입니다. 이 스티치의 핵심은 바늘이 원단의 두께(T) 대비 약 60~75% 지점까지만 침투해야 한다는 것입니다. 침투 깊이가 T의 100%를 초과하면 겉면에 실이 노출되는 결함이 발생하고, 40% 미만이면 루프가 섬유를 충분히 고정하지 못해 봉제 강도가 급격히 저하됩니다. 따라서 깊이 제어는 Class 103 스티치의 구조적 무결성을 결정하는 유일한 변수입니다.
- 역사적 배경: 과거 수작업으로 진행되던 '새들 스티치(Saddle Stitch)'나 '헤밍(Hemming)' 공정은 숙련공의 손끝 감각에 의존했으나, 20세기 초 Strobel과 Maier 등에 의해 기계화되면서 '깊이의 수치화'가 가능해졌습니다. 이는 고급 기성복(Ready-to-wear)의 대량 생산을 가능케 한 핵심 기술 혁신이었습니다.
¶ 2.3 국가별 현장 인식 및 문화적 차이
- 한국: '마찌'와 '바이트'라는 용어가 혼용됩니다. 숙련공의 '손맛'에 의한 미세 조정을 중시하며, 특히 정장 라펠의 롤링 깊이에 대한 감각적 품질을 강조합니다. "바이트를 살짝만 먹여라"라는 표현은 최소한의 침투 깊이를 유지하라는 고도의 기술적 지시입니다.
- 베트남: 'Độ sâu(도 사우)' 또는 'Hông túi(홍 투이)'로 불립니다. 대규모 라인 생산 체제 특성상 지그(Jig)와 가이드를 활용한 표준화된 깊이 수치(mm) 준수를 최우선으로 합니다. 현장 매니저들은 QC 체크리스트에 기재된 허용 오차 범위를 엄격히 적용하는 경향이 있으며, 생산 전 'First Output'의 깊이 계측을 필수 공정으로 둡니다.
- 중국: '深度(션두)' 또는 '侧宽(처콴)'이라 칭합니다. 자동화 설비(Computer-controlled Blindstitch) 도입률이 높아, 데이터 기반의 일관된 깊이 유지를 강점으로 합니다. 최근에는 센서가 원단 두께를 실시간 감지하여 리지 플레이트 높이를 자동 조절하는 설비를 선호하며, 대량 생산 시의 균일성을 마케팅 포인트로 활용합니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 및 데이터 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 103 (Single-thread blindstitch) | 단사 단뜨기 표준 |
| 주요 재봉기 모델 | Juki CM-601, Treasure BS-850, Maier 251, Yamato CM-352, Strobel 103-G | 산업용 표준 모델 (검증 완료) |
| 바늘 시스템 | LW×6T, LW×166GS, LW×5T, 251LG (곡침/Curved Needle) | 기종별 전용 바늘 |
| 표준 SPI 범위 | 3 ~ 10 SPI (원단 두께 및 용도에 따라 가변적) | 정장 밑단은 8-10 SPI 권장 |
| 최대 봉제 속도 | 2,000 ~ 2,500 spm (Stitches Per Minute) | 고속 작업 시 열 발생 및 땀뜀 주의 |
| 바늘 굵기 (Nm) | Nm 60 (#8) ~ Nm 110 (#18) | 원단 중량에 따라 선택 |
| 조절 메커니즘 | 리지 플레이트(Ridge Plate) 마이크로 다이얼 방식 | 1클릭당 0.05mm 조절 가능 |
| 윗실 장력 범위 | 80g ~ 150g (Towa Tension Meter 기준) | 원단 수축 방지용 저장력 세팅 |
| 리지 플레이트 행정 | 0.5mm ~ 4.5mm (원단 두께 대응 범위) | 모델별 상이 |
| 적합 원단 | 실크, 울, 캐시미어, 가죽, 합성수지, 데님 | 전 품목 대응 가능 |
¶ 원단별 세부 세팅 가이드 (Fabric-specific Settings)
| 원단 유형 | 권장 바늘 (Nm) | 리지 플레이트 깊이 세팅 | 권장 SPI | 비고 |
|---|---|---|---|---|
| 초경량 (실크/시폰) | Nm 60 - 65 | 0.5mm - 0.8mm | 10 - 12 | 딤플 방지 최우선, Towa 장력 80g |
| 경량 (셔츠/블라우스) | Nm 70 - 75 | 0.8mm - 1.2mm | 8 - 10 | 저장력 세팅 필수, 실 150/2 코아사 |
| 중량 (울/수트) | Nm 80 - 90 | 1.5mm - 2.5mm | 6 - 8 | 라펠 롤링 시 깊이 주의 |
| 중후량 (코트/데님) | Nm 100 - 110 | 2.5mm - 3.5mm | 4 - 6 | 관통력 확보 필요, 바늘 끝 R형 |
| 특수 (가죽/합성수지) | Nm 90 - 100 | 1.0mm - 2.0mm | 3 - 5 | 바늘 끝 S 또는 P형(칼바늘) 선택 |
¶ 적용 분야 및 공정 상세
¶ 5.1 의류 제조 (Apparel Manufacturing)
- 신사복 자켓 라펠(Lapel) 롤링: 라펠이 가슴 쪽으로 자연스럽게 곡선을 그리며 꺾이도록 내부 심지(Canvas)와 겉감을 고정하는 공정입니다. 이때 침투 깊이는 겉감 두께의 1/3 지점으로 제한하며, SPI는 3~5 정도로 성기게 설정하여 유연성을 확보합니다. 깊이가 너무 깊으면 라펠이 딱딱하게 꺾이고, 너무 얕으면 심지와 겉감이 겉돌아 형태가 무너집니다.
- 바지 및 스커트 밑단(Hemming): 겉에서 봉제선이 전혀 보이지 않아야 하는 '무봉제' 효과를 위해 사용됩니다. 울(Wool) 소재 바지의 경우 8~10 SPI를 적용하며, 실은 원단보다 한 단계 가는 120/2 또는 150/2 코아사를 사용하여 매듭의 노출을 최소화합니다. 작업 시 원단의 이송(Feed) 속도와 리지 플레이트의 타이밍을 동기화하여 원단이 밀리지 않도록 하는 것이 핵심입니다.
- 셔츠 칼라 및 커프스 내부: 칼라의 형태 유지를 위해 보강재를 고정할 때 미세 깊이 봉제를 적용합니다. 특히 고급 드레스 셔츠에서는 칼라 끝의 날카로운 각을 유지하기 위해 끝부분의 깊이 제어를 강화합니다. 이는 세탁 후에도 칼라의 끝이 말려 올라가지 않게 하는 역할을 합니다.
¶ 5.2 가방 및 잡화 (Bags & Leather Goods)
- 백팩 메인 수납부 옆판(Gusset): 대용량 백팩의 경우 옆판 깊이를 15cm~25cm로 설정하며, 하중 지지를 위해 본봉(Lockstitch) 2줄 박기 또는 파이핑(Piping) 처리를 병행합니다. 이때 깊이의 균일함이 가방의 좌우 대칭을 결정합니다. 특히 하단부로 갈수록 깊이가 넓어지는 '테이퍼드(Tapered)' 구조의 경우, 재단 단계에서의 노치(Notch) 정렬이 깊이 정확도를 좌우합니다.
- 입체 포켓(3D Pocket): 아웃도어 의류나 전술 배낭에서 물통, 무전기 등을 수납하기 위한 돌출 깊이를 형성합니다. 포켓 하단에 '턱(Tuck)'을 잡아 깊이를 형성하는 방식과 별도의 밴드(Band)를 두르는 방식이 있으며, 후자가 더 일정한 깊이 유지가 가능합니다. 밴드 방식 사용 시, 코너 부위의 깊이가 줄어들지 않도록 'V'자 커팅 기법을 적용합니다.
- 지갑 카드 슬롯(Card Slot): 내부 카드 칸의 깊이를 0.5mm 단위로 제어합니다. 깊이가 너무 깊으면 카드가 완전히 매립되어 꺼내기 어렵고, 얕으면 카드가 쉽게 빠집니다. 가죽 지갑의 경우 'T-슬롯' 커팅을 통해 층층이 겹치는 부위의 두께를 줄이면서도 일정한 노출 깊이를 유지합니다.
¶ 5.3 산업용 및 특수 분야
- 자동차 시트 및 내장재: 가죽 시트의 입체 퀼팅 라인 형성 시, 내부 폼(Foam)과의 결합 깊이를 제어하여 승차감과 디자인을 동시에 확보합니다. 주로 10mm~20mm 두께의 스펀지가 포함된 자재를 다루므로 고압력 노루발과 긴 바늘 시스템이 요구됩니다.
- 홈 텍스타일(커튼/침구): 대형 커튼의 하단 무게 중심을 잡기 위한 광폭 단뜨기 마감 공정에서 사용됩니다. 원단이 무겁기 때문에 이송(Feed) 시 깊이가 밀리지 않도록 풀러(Puller) 장치를 장착한 대형 단뜨기 미싱을 사용합니다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
| 결함명 | 현상 (Symptom) | 원인 (Root Cause) | 해결 방안 (Countermeasure) |
|---|---|---|---|
| 딤플링 (Dimpling) | 원단 겉면에 바늘 자국이나 실이 노출됨 | 리지 플레이트 과다 상승, 실 장력 과도 | 다이얼을 낮춰 깊이 축소, 장력 완화, 가는 바늘 교체 |
| 메카 (Skipped Stitch) | 바늘이 원단을 잡지 못해 땀이 뜀 | 리지 플레이트 높이 부족, 바늘 끝 마모 | 다이얼을 높여 침투량 증대, 바늘 교체, 타이밍 재설정 |
| 옆판 왜곡 (Distortion) | 옆판 깊이가 불일치하여 형태 뒤틀림 | 재단 오차, 가이드 미사용, 이송 불균형 | 정밀 재단 확인, 고정식 에지 가이드 설치, 노치 일치 |
| 원단 손상 (Damage) | 바늘이 원단 조직을 끊거나 구멍 발생 | 바늘 포인트 부적합, 노루발 압력 과다 | Ball Point 바늘 사용, 노루발 압력 완화, 속도 저하 |
| 터널링 (Tunneling) | 봉제 부위가 터널처럼 솟아오름 | 실 장력이 원단 강성보다 강함 | 윗실 장력 최소화, 수용성 심지 사용 검토 |
| 고스트 스티치 (Ghost Stitch) | 실은 안 보이나 바늘 구멍만 선명함 | 바늘 굵기 부적합, 원단 복원력 부족 | 더 가는 바늘(Nm 60) 사용, 프레싱 온도 조절 |
¶ 품질 검사 기준 및 도구 (QC Standards & Tools)
- 치수 허용 오차 (Tolerance):
- 의류 밑단 깊이: ±1.0mm 이내 (AQL 1.0 적용).
- 가방 옆판(Machi) 너비: ±2.0mm 이내 (AQL 2.5 적용).
- 카드 칸 및 정밀 부품: ±0.5mm 이내.
- 관통 여부 검사 (Visual Inspection):
- 표준 광원(D65) 하에서 45도 각도로 투영하여 겉면의 바늘 자국 유무 확인.
- 10배율 루페(Loupe)를 사용하여 섬유 가닥의 손상 여부 정밀 검사.
- 대칭성 측정 (Symmetry):
- 디지털 캘리퍼스(Digital Caliper)를 사용하여 좌/우 옆판의 깊이 편차 측정.
- 측정 도구:
- 디지털 깊이 게이지(Digital Depth Gauge): 0.01mm 단위 정밀 측정.
- Towa 장력계: 윗실 장력의 수치화된 관리 (단뜨기용 TM-1 권장).
- 두께 측정기(Thickness Gauge): 원단 압축 전후의 두께 변화 측정.
¶ 공장 실무 은어 및 다국어 대조표
| 언어 | 용어 | 로마자/원어 | 비고 |
|---|---|---|---|
| 한국어 | 마찌 | Machi | 일본어 유래, 가방/포켓의 옆면 폭 (현장 표준어) |
| 한국어 | 바이트 | Bite | 바늘이 원단을 무는 깊이 (단뜨기 핵심 용어) |
| 한국어 | 폭 | Pok | 제품의 전체적인 두께나 너비를 통칭 |
| 베트남어 | Độ sâu | Do sau | 기술적인 봉제 침투 깊이 |
| 베트남어 | Hông túi | Hong tui | 가방의 옆면(Gusset)을 의미 |
| 일본어 | マチ | Machi | 입체감을 주는 옆판 또는 바닥판 |
| 일본어 | 掬い縫い | Sukuinui | 단뜨기(Blindstitch)의 일본식 명칭 |
| 중국어 | 深度 | Shēndù | 기술적 깊이 수치 |
| 중국어 | 侧宽 | Cè kuān | 가방의 측면 너비 (옆판 폭) |
¶ 장비 세팅 및 메커닉 가이드 (Mechanic Guide)
- 리지 플레이트(Ridge Plate) 미세 조정:
- 원단 두께의 약 1/2~2/3 지점까지만 바늘이 지나가도록 다이얼을 조정합니다.
- 초경량 원단(실크 등)의 경우, 리지 플레이트의 압력을 최소화하여 원단 눌림 자국을 방지해야 합니다.
- 바늘과 루퍼(Looper) 타이밍:
- 바늘이 최저점에 도달했을 때 루퍼와의 간격은 0.05mm~0.1mm 사이를 유지해야 합니다. 이 간격이 넓어지면 침투 깊이가 일정하더라도 실을 채지 못하는 땀뜀이 발생합니다.
- 노루발 압력 최적화:
- 입체적인 깊이를 유지해야 하는 가방 공정에서는 노루발 압력이 너무 강하면 원단이 눌려 깊이 수치가 변할 수 있습니다. 이송이 가능한 최소 압력(1.5kg ~ 3kg)으로 세팅합니다.
¶ 공정 흐름도 (Process Flow)
graph TD
A[테크팩 깊이/옆판 사양 확인] --> B[패턴 설계 및 정밀 재단]
B --> C[재봉기 깊이 조절 다이얼 세팅]
C --> D[샘플 원단 테스트 봉제]
D --> E{겉면 바늘자국 확인}
E -- 노출됨/심함 --> F[리지 플레이트 높이 하향 조정 및 장력 완화]
E -- 미노출/적정 --> G[본 생산 공정 진행]
F --> D
G --> H[중간 검사: 땀뜀 및 깊이 균일도]
H -- 불량 --> K[기계 타이밍 및 바늘 점검]
K --> C
H -- 양호 --> I[완성품 입체 치수 계측 및 대칭 검사]
I -- 합격 --> J[최종 검사 및 포장]
¶ 시니어 기술 편집자의 실전 노하우 (Senior Tips)
- 환경 요인 대응: 베트남이나 인도네시아와 같이 습도가 높은 지역에서는 원단이 습기를 머금어 두께가 미세하게 팽창합니다. 오전 생산분과 오후 생산분의 깊이 오차를 방지하기 위해 4시간 간격으로 깊이 세팅을 재점검(Calibration)해야 합니다.
- 특수 원단 대응: 신축성이 강한 스판덱스 혼용 원단은 봉제 시 늘어났다가 복원되면서 깊이가 깊어지는 경향이 있습니다. 이때는 설계 수치보다 5~10% 정도 얕게 봉제 깊이를 설정하는 것이 정석입니다.
- 가죽 마찌 작업: 가죽 가방의 깊이(마찌)를 박을 때는 본봉(Lockstitch)보다는 타프 미싱(Cylinder Bed)을 사용하여 곡선 구간의 깊이 편차를 줄여야 제품의 실루엣이 무너지지 않습니다.
- 바늘 포인트의 중요성: 단뜨기 공정에서 깊이를 일정하게 유지하려면 바늘 끝이 예리해야 합니다. 끝이 뭉툭해지면 원단을 밀어내어 침투 **깊이가 얕아지는 '메카(땀뜀)' 현상의 주원인이 됩니다. 8시간 작업 후에는 반드시 바늘 상태를 점검하십시오.
¶ 관련 항목
- 옆판 (Gusset): 제품의 깊이를 형성하는 측면 패널 부품.
- 단뜨기 (Blind Stitch): 겉면에서 봉제선이 보이지 않게 깊이를 조절하여 박는 기법.
- 리지 플레이트 (Ridge Plate): 단뜨기 미싱에서 원단을 밀어 올려 바늘 침투 깊이를 결정하는 핵심 부품.
- 공차 (Tolerance): 설계된 깊이 수치와 실제 제품 사이의 허용 오차 범위.
- SPI (Stitches Per Inch): 인치당 땀수, 깊이와 함께 봉제의 견고함을 결정하는 요소.