¶ 개요
다이아 립스탑(Diamond Ripstop)은 직조 과정에서 고강력 강화 원사를 격자(Grid) 구조가 아닌 다이아몬드(Diamond) 형태로 배열하여 인열 강도(Tearing Strength)를 극대화한 고기능성 원단입니다. 일반적인 사각 립스탑(Square Ripstop)에 비해 응력 분산 능력이 뛰어나며, 시각적으로 입체적인 패턴을 제공하여 아웃도어, 군용 장비, 고기능성 스포츠웨어의 핵심 자재로 사용됩니다.
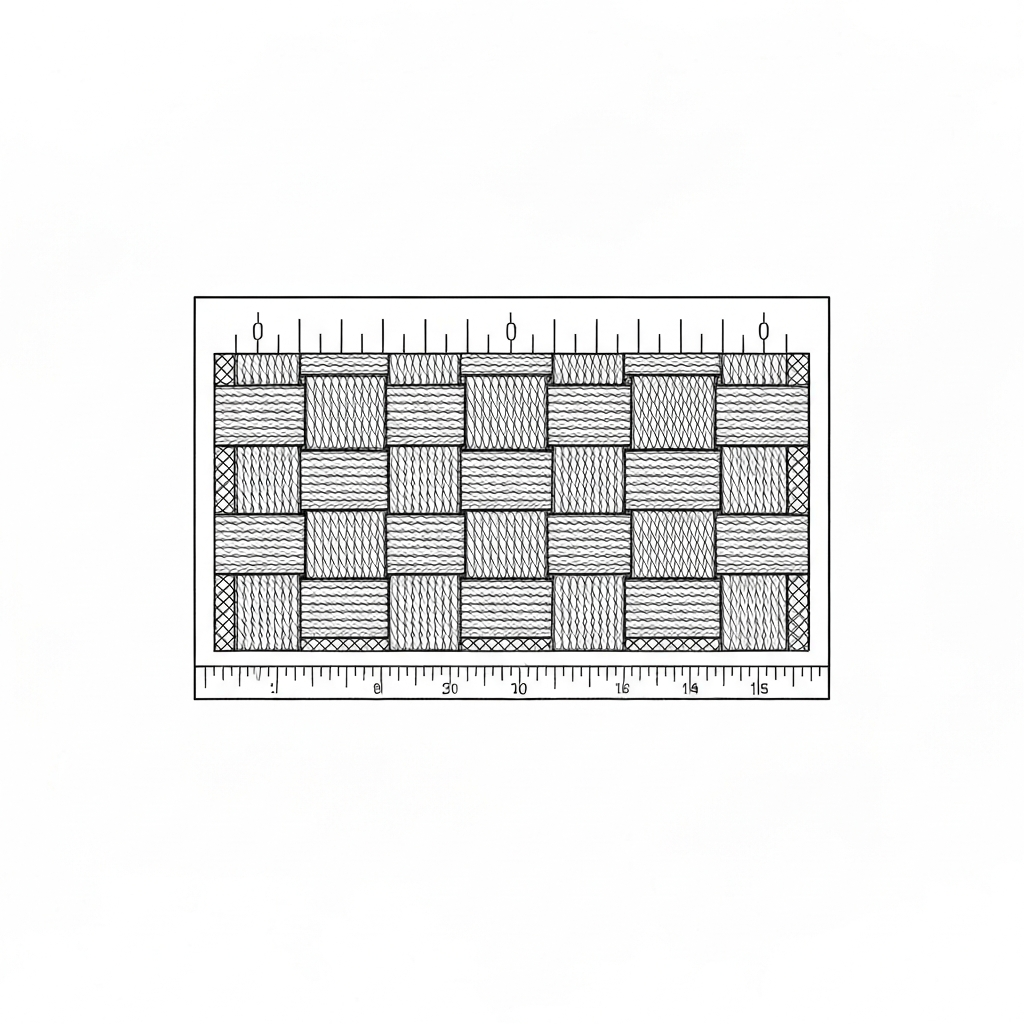
[기술적 확장: 물리적 메커니즘 및 산업적 중요성] 다이아 립스탑의 핵심은 '응력 분산의 다각화'에 있습니다. 표준 사각 립스탑은 가로(Warp)와 세로(Weft) 방향으로만 강화 원사가 배치되어 있어, 대각선 방향(Bias)으로 발생하는 인열 에너지에 상대적으로 취약한 구조적 한계를 가집니다. 반면, 다이아 립스탑은 강화 원사가 45도 또는 특정 설계 각도로 교차하며 다이아몬드 격자를 형성하므로, 어느 방향에서 힘이 가해지더라도 인열 에너지가 격자점을 타고 분산되어 원단이 찢어지는 현상을 물리적으로 차단합니다.
산업 현장에서 다이아 립스탑은 단순한 내구성을 넘어 '제품의 수명 주기(Product Life Cycle)'를 결정짓는 전략적 자재로 취급됩니다. 특히 고가의 기능성 의류나 생명과 직결된 낙하산, 텐트 등에서 사각 립스탑보다 다이아 립스탑을 선호하는 이유는 반복적인 굴곡(Flexing)과 마찰 상황에서도 격자 구조의 변형이 적고, 코팅(PU/Silicone/TPU)과의 결합력이 우수하여 박리 현상이 현저히 낮기 때문입니다.
¶ 기술적 정의 및 특성
다이아 립스탑은 주로 나일론(Nylon 6, 66) 또는 고강력 폴리에스터(High-tenacity Polyester) 원사를 베이스로 하며, 일정 간격마다 굵은 데니어의 강화 원사를 다이아몬드 패턴으로 교차 직조합니다.
- 인열 방지 메커니즘: 원단에 국부적인 파손이 발생했을 때, 찢어짐이 다이아몬드 패턴의 교차점에서 멈추도록 설계되어 파손 부위의 확산을 물리적으로 차단합니다.
- 물성적 특징: 일반 평직 원단 대비 인장 강도와 인열 강도가 월등히 높으며, 표면에 PU(Polyurethane), Silicone, 또는 TPU 코팅을 가하여 방수성, 방풍성, 내마모성을 부여합니다.
- 경량성: 20D(데니어) 수준의 초경량 원단부터 600D 이상의 중량 원단까지 폭넓게 생산되며, 무게 대비 강도가 매우 우수합니다.
[기술적 확장: 기계적 작동 원리 및 국가별 현장 인식] 다이아 립스탑의 직조는 통상적으로 2:2 또는 3:3 방식의 'Double/Triple Yarn Insertion' 기법을 사용합니다. 베이스가 되는 그라운드 원사(예: 70D) 사이에 고강력 강화 원사(예: 210D~420D)를 다이아몬드 궤적으로 투입하는데, 이때 강화 원사의 장력 제어가 원단의 평활도(Flatness)를 결정합니다. 장력 조절이 실패할 경우 원단 표면에 '버블링(Bubbling)' 현상이 발생하여 봉제 시 이송(Feed) 불량의 원인이 됩니다.
역사적으로 다이아 립스탑은 2차 세계대전 당시 낙하산의 경량화와 강도 확보를 위해 개발된 기술에서 기원하였으며, 1980년대 이후 아웃도어 붐과 함께 민수용 고기능성 소재로 완전히 정착되었습니다.
현장 인식의 차이를 살펴보면 다음과 같습니다: * 한국 공장: 'K-Quality' 기준에 따라 미세한 패턴 왜곡이나 퍼커링(Puckering)에 매우 엄격합니다. 주로 고가의 등산복 보강재나 전문가용 배낭에 사용하며, 봉제 시 바늘 열(Needle Heat) 관리에 집중합니다. * 베트남 공장: 글로벌 브랜드(Nike, The North Face 등)의 대량 생산 기지로서, 자동 사절기(Juki DDL-9000C 등)의 디지털 장력 제어 기능을 활용하여 생산 효율과 균일한 품질을 동시에 추구합니다. * 중국 공장: 원가 경쟁력을 바탕으로 폴리에스터 기반의 다이아 립스탑을 대량 생산하며, 최근에는 고사양 나일론 66 제품군으로 생산 영역을 확대하고 있습니다.
¶ 상세 사양표 (Technical Specifications)
| 항목 | 세부 사양 및 권장 값 | 비고 |
|---|---|---|
| 주요 소재 구성 | Nylon 66, Polyester DTY/FDY, Cordura® Ripstop | 고강력 원사 혼용 |
| 봉제 스티치 분류 | ISO 4915 Class 301 (본봉), 401 (체인), 504/514 (오버록) | 용도별 차등 적용 |
| 추천 재봉기 | Juki DDL-9000C, Brother S-7300A, Juki LU-1508 | 디지털 사절 및 상하송 |
| 바늘 시스템 | DB×1 (의류: 9#~11#), DP×5/DP×17 (가방: 14#~19#) | Organ/Schmetz 권장 |
| 바늘 끝 형태 | KN (Ball Point) 또는 SF (Slim Fit) | 원사 손상 방지 |
| 권장 SPI | 10 ~ 14 SPI (두께 및 코팅 사양에 따라 가변적) | 1인치당 땀수 |
| 봉제사(Thread) | 코아사(Core Spun) 40/2, 60/2 또는 고강력 나일론사 | 원단 강도와 매칭 |
| 최대 봉제 속도 | 3,000 ~ 3,500 spm | 고속 주행 시 열융착 주의 |
| 노루발 유형 | 테플론(Teflon) 노루발, 롤러(Roller) 노루발 | 코팅면 밀림 방지 |
| 이송 톱니 | Fine-pitch (고운 톱니) 또는 Rubber Feed Dog | 원단 손상 최소화 |
¶ 주요 적용 분야
- 고기능성 의류: 경량 윈드브레이커, 다운 재킷(Down-proof), 전문가용 등산복 보강재(무릎, 팔꿈치).
- 아웃도어 장비: 고성능 백팩(Main body), 경량 텐트(Fly sheet), 타프(Tarp), 슬리핑 백 겉감.
- 특수 장비: 낙하산(Parachute), 패러글라이더 캐노피, 군용 전술 조끼 및 파우치.
- 산업용: 고강도 커버, 항공 화물용 네트, 경량 보트 커버.
[기술적 확장: 구체적 부위 및 용도별 봉제 사양] 1. 의류 (Apparel): 암홀(Armhole) 및 옆솔기 등 활동량이 많은 부위에 인열 방지를 위해 배치합니다. SPI는 12~14로 설정하여 솔기 강도를 확보합니다. 2. 가방 (Bags): 바닥면(Bottom Panel)은 지면 마찰이 심하므로 420D~600D 중량 다이아 립스탑을 사용하며, 8~10 SPI의 굵은 땀수로 봉제합니다. 멜빵 연결부는 '바택(Bar-tack)' 처리가 필수입니다. 3. 텐트 (Camping Gear): 폴대 슬리브(Pole Sleeve) 부위는 마찰열과 인장력이 동시에 발생하므로 실리콘 코팅된 다이아 립스탑을 주로 사용합니다.
¶ 주요 결함 및 기술적 해결 방안
- 퍼커링 (Puckering)
- 원인: 합성 섬유의 낮은 흡습성과 매끄러운 표면으로 인한 층간 밀림, 과도한 실 장력.
- 해결: 상실 장력을 최소화(100g 내외)하고, 이송 톱니 높이를 0.8mm 이하로 조정. 필요 시 응차 이송(Differential Feed) 활용.
- 바늘 열에 의한 원단 손상 (Needle Cutting/Melting)
- 원인: 고속 봉제 시 바늘 마찰열로 인해 나일론/폴리에스터 코팅면이 녹거나 원사가 끊어짐.
- 해결: 바늘 냉각 장치(Needle Cooler) 설치, 실리콘 오일 공급 장치 사용, 봉제 속도 하향 조정.
- 미어짐 현상 (Seam Slippage)
- 원인: 다이아몬드 격자 조직 사이의 밀도가 낮을 경우 봉제선에 하중이 집중되어 원단이 벌어짐.
- 해결: SPI를 높여 접촉 면적을 늘리고, 시접(Seam Allowance) 폭을 12mm 이상 확보하거나 쌈솔(Felled Seam) 처리.
- 코팅 박리 및 스크래치 (Coating Damage)
- 원인: 금속 노루발의 압력이나 거친 톱니에 의해 표면 PU/실리콘 코팅이 훼손됨.
- 해결: 테플론 노루발 필수 사용, 고운 톱니로 교체, 노루발 압력을 2kgf 이하로 완화.
- 방수 성능 저하 (Water Leakage)
- 원인: 봉제 시 발생하는 바늘 구멍을 통해 수분이 침투함.
- 해결: 봉제 라인 뒷면에 심 실링 테이프(Seam Sealing Tape) 열압착 처리 필수.
[현장 노하우: 실전 트러블슈팅] * 증상: 봉제 중 실 끊어짐(단사) 빈번: 다이아몬드 격자의 강화 원사를 바늘이 타격할 때 발생하는 충격이 원인입니다. 바늘 구멍(Eye)의 방향을 작업자 쪽으로 약 5도 정도 틀어주면 실이 걸리는 각도가 완만해져 단사율이 줄어듭니다. * 증상: 원단 하단에 톱니 자국(Feed Mark) 발생: 노루발 압력이 너무 높거나 톱니가 날카로운 경우입니다. 톱니를 '고무 톱니'로 교체하거나, 톱니의 경사도를 뒤쪽이 약간 낮게(0.1mm) 세팅하여 충격을 완화하십시오.
¶ 품질 검사 및 관리 기준 (QC Standard)
- 인열 강도 테스트 (ASTM D1424 / ISO 13937-1): 엘멘도르프(Elmendorf) 시험기를 통해 다이아몬드 격자가 찢어짐을 차단하는지 측정.
- 발수도 및 내수압 (ISO 4920 / ISO 811): 초기 발수도 4급 이상, 코팅 사양에 따른 내수압(mmH2O) 유지 여부 확인.
- 봉제선 강도 (ISO 13935): 인장 시험기를 통해 봉제 부위가 원단 자체 강도의 80% 이상을 유지하는지 검증.
- 패턴 정렬 (Pattern Symmetry): 재단물 간 다이아몬드 격자의 대칭 및 연결 부위 정렬 상태 육안 검사 (허용 오차 2mm 이내).
- 색차 관리 (Color Fastness/Shading): 다이아 립스탑은 빛 반사 각도에 따라 이색이 발생하기 쉬우므로, 동일 로트(Lot) 내에서도 한 방향 재단(One-way Cutting) 여부를 엄격히 관리.
¶ 현장 전문 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 다이아 립 (Dia-Rip) | 현장에서 다이아 립스탑을 지칭하는 약어 |
| 한국어 | 시아게 (仕上げ) | 봉제 완료 후 실밥 제거 및 최종 정리 공정 |
| 한국어 | 단도리 (段取り) | 작업 시작 전 기계 세팅 및 자재 준비 과정 |
| 한국어 | 야마 (山) | 바늘 끝이 무뎌져 원단 실을 튕기는 현상 (야마 났다) |
| 베트남어 | Vải Ripstop | 립스탑 원단 통칭 |
| 베트남어 | May Mí | 끝 스티치 (Edge Stitching) |
| 일본어 | ダイヤリップ | 다이아 립스탑의 일본식 약칭 |
| 일본어 | オシ (Oshi) | 노루발 압력 (현장에서 "오시를 줄여라" 등으로 사용) |
| 중국어 | 菱形格 (Língxíng gé) | 릉형격 (다이아몬드 격자 패턴) |
¶ 장비 세팅 가이드 (Technical Setting)
- 장력 제어 (Towa Tension Gauge 기준):
- 밑실(Bobbin): 25~30g (매우 부드럽게 풀려야 함).
- 상실(Upper Thread): 100~120g (원단 두께에 따라 미세 조정).
- 바늘 선택: 20D~40D 경량 원단은 9# 바늘, 100D~210D 중량 원단은 11#~14# 바늘을 사용하며, 매 4시간 작업 후 바늘 끝 마모 상태 점검.
- 이송 시스템: 원단 밀림 방지를 위해 가급적 상하 통합 이송(Walking Foot) 또는 보조 풀러(Puller) 장착 기계 권장.
- 침판(Needle Plate): 바늘 구멍이 작은 소공 침판(1.2mm~1.4mm)을 사용하여 얇은 원단이 침판 아래로 빨려 들어가는 현상 방지.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목 및 비교
- 헥사곤 립스탑 (Hexagon Ripstop): 육각형 벌집 구조로 다이아 패턴보다 유연성이 뛰어나며 주로 고급 텐트에 사용됨.
- 코듀라 (Cordura®): 인비스타(Invista)사의 고강도 나일론 브랜드로, 다이아 립스탑 구조와 결합 시 최상급 내구성을 가짐.
- DWR (Durable Water Repellent): 원단 표면에 적용되는 내구 발수 가공으로, 립스탑의 골 사이까지 균일하게 도포되어야 함.
- 실리콘 코팅 (Sil-Nylon): PU 코팅보다 가볍고 인열 강도를 높여주지만 봉제가 매우 까다로워 테플론 노루발이 필수적임.
¶ 국가별 현장 실무 및 관리 포인트
- 한국 (K-Factory): 시각적 완성도 중시. 다이아몬드 패턴이 봉제선을 경계로 어긋나는 것을 '패턴 불량'으로 간주하여 매우 엄격하게 관리함. 숙련공들이 수동으로 노루발 압력을 미세 조절하는 방식을 선호함.
- 베트남 (V-Factory): 라인 밸런싱(LOB) 중시. 다이아 립스탑의 미끄러운 특성상 봉제 속도가 떨어지는 것을 방지하기 위해 '풀러(Puller)' 장착기를 적극 도입함. ISO 9001/14001 기준에 따른 공정별 체크리스트 준수율이 높음.
- 중국 (C-Factory): 원단 로트(Lot)별 이색 관리 중시. 대규모 설비를 바탕으로 한 자동 웰팅기(Automatic Welting Machine) 사용 비중이 높으며, 폴리에스터 기반의 대량 생산 최적화에 강점이 있음.
¶ 소재별 봉제 난이도 및 대응 전략
- 나일론 다이아 립스탑 (Nylon Base): 난이도 [중]. 열에 취약하므로 바늘 냉각 오일 사용 필수. 정전기 방지용 스프레이를 활용하여 원단 겹침 시 발생하는 정전기 제거.
- 폴리에스터 다이아 립스탑 (Polyester Base): 난이도 [하]. 나일론 대비 열 저항성이 좋으나, 원단이 뻣뻣할 수 있으므로 노루발 압력을 약간 높여(2.5kgf) 이송 안정성 확보.
- 실리콘 코팅 다이아 립스탑 (Sil-Coated): 난이도 [상]. 일반 노루발로는 봉제 불가능. 반드시 테플론 노루발을 사용하고, 밑실 보빈을 알루미늄 재질로 교체하여 관성을 줄임.
¶ 심화 트러블슈팅 가이드 (Advanced Troubleshooting)
- 문제: 봉제 후 원단이 쭈글쭈글하게 우는 현상 (Seam Pucker)
- 체크 1: 실의 굵기가 원단에 비해 너무 굵지 않은가? (60/2 코아사 권장)
- 체크 2: 바늘판(Needle Plate)의 구멍이 너무 크지 않은가? (소공 침판으로 교체)
- 체크 3: 상하 이송 타이밍이 맞는가? (피드 독 타이밍을 약간 늦춰 원단을 뒤에서 잡아당겨주는 느낌으로 세팅)
- 문제: 심 실링 테이프가 다이아 격자 부위에서 들뜸
- 체크 1: 다이아몬드 강화 원사의 돌출 높이가 너무 높지 않은가? (압착 압력 증가 필요)
- 체크 2: 테이프 접착 온도가 낮은가? (나일론 기준 160~180도, 속도 2.5m/min 세팅 확인)
- 체크 3: 원단 표면의 DWR(발수) 처리가 너무 강해 접착을 방해하는가? (프라이머 처리 또는 발수도가 낮은 안쪽 면 확인)
¶ 유지보수 및 보관 가이드 (Maintenance)
- 세탁 관리: 다이아 립스탑의 코팅막 보호를 위해 중성세제를 사용한 미온수 손세탁을 권장하며, 기계식 건조기(Tumbler) 사용은 코팅 박리의 주원인이 되므로 금지함.
- 보관 방법: 직사광선(UV)에 장시간 노출될 경우 나일론 분자 구조가 파괴되어 인열 강도가 급격히 저하됨. 반드시 차광된 건냉소에 보관해야 함.
- 현장 보관: 롤(Roll) 상태로 보관 시 세워두지 말고 눕혀서 보관하여 원단 가장자리(Selvedge)의 변형을 방지함.