

가장자리 마감 (Edge Finishing / 시마쓰 / xử lý mép)
¶ 개요
가장자리 마감(Edge Finishing)은 봉제 공정에서 원단의 절단된 끝부분(Raw Edge)이 풀리지 않도록 고정하고, 제품의 내구성과 심미적 완성도를 높이는 필수 공정이다. 현장에서는 일본어 '시마쓰(始末)'라는 용어로 통용되며, 베트남에서는 'xử lý mép', 중국에서는 '收边(Shōubiān)'으로 불린다. 이 공정은 단순히 실을 박는 것을 넘어, 원단의 특성(직물, 편물, 피혁 등)에 따라 적절한 ISO 스티치 유형과 기계 설정을 선택해야 하는 고도의 기술적 판단이 요구된다.
물리적 메커니즘 및 산업적 중요성: 가장자리 마감의 핵심 메커니즘은 원단 가장자리의 위사(Weft)와 경사(Warp)가 외부 마찰이나 세탁 시의 물리적 충격으로 인해 이탈하는 것을 방지하는 '구속(Constraint)'에 있다. 직물(Woven)의 경우 절단면의 실이 쉽게 빠져나오는 특성이 있어 반드시 오버록이나 바인딩 처리가 필요하며, 편물(Knit)은 코(Loop)가 풀리는 '런(Run)' 현상을 방지하기 위해 신축성을 동반한 마감이 필수적이다.
산업 현장에서 가장자리 마감은 제품의 '급(Grade)'을 결정하는 척도다. 저가형 의류는 단순 3실 오버록으로 마감하지만, 고가 명품 라인이나 아웃도어 기능성 의류에서는 시접을 바이어스 테이프로 감싸는 '해리 시마쓰(Binding)'나 무봉제(Bonding) 기법을 선택한다. 이는 단순히 외관의 깔끔함을 넘어, 피부에 닿는 시접의 촉감을 개선하고 반복적인 인장 하중에도 봉제선이 터지지 않게 하는 구조적 보강 역할을 수행한다. 대체 기법으로 열절단(Heat Cutting)이나 초음파 커팅이 있으나, 이는 합성 섬유에 국한되며 절단면이 거칠어질 수 있다는 단점이 있어 여전히 전통적인 봉제 마감이 주류를 이룬다.
¶ 정의 및 기술적 배경
가장자리 마감은 원단 가장자리에 실을 감싸는 오버에지(Overedge), 별도의 테이프를 덧대는 바인딩(Binding), 원단을 접어 넣는 해밍(Hemming) 공법으로 구분된다.
- 물리적 기능: 원단 조직의 해어짐 방지, 시접의 강도 보강, 피부 접촉부의 마찰 감소.
- ISO 4915 분류:
- Class 500 (오버에지 스티치): 가장 보편적인 마감. 503(2실), 504(3실), 514(4실), 516(5실 안전봉제) 등이 포함됨.
- Class 300 (본봉 스티치): 바인딩(Binding) 및 일반적인 접어박기(Hemming)에 사용.
- Class 600 (커버스티치): 니트류의 단처리 및 시접 평탄화(Flat-seaming)에 적용.
- 산업적 중요성: 품질 관리(QC) 측면에서 가장자리 마감의 상태는 제품의 수명과 직결되며, 특히 세탁 견뢰도가 요구되는 의류에서 핵심적인 평가 항목이다.
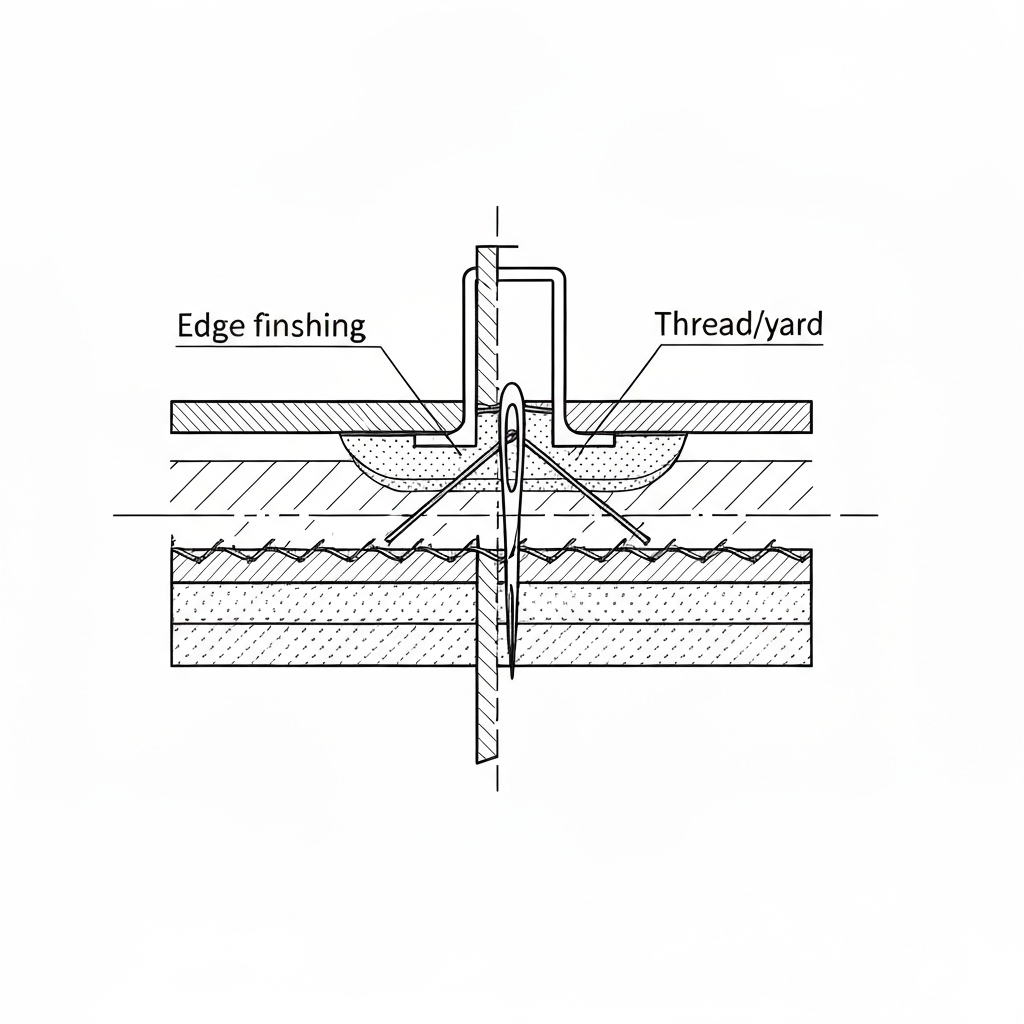
기술적 작동 원리 및 지역별 인식 차이: 가장자리 마감 시 바늘(Needle)과 루퍼(Looper)의 상호작용은 매우 정밀해야 한다. 오버록(ISO Class 500)의 경우, 바늘이 원단을 관통하여 루프를 형성하면 하부 루퍼가 이를 낚아채 원단 끝단으로 끌고 가고, 다시 상부 루퍼가 이를 넘겨받아 바늘실과 교차시킨다. 이 과정에서 칼날(Knife)이 원단 끝을 균일하게 잘라내어 실이 감길 공간을 확보한다. 이때 실의 장력(Tension)이 너무 강하면 원단이 말려 들어가고(Curling), 너무 약하면 실이 겉돌아 마감력이 상실된다.
역사적으로 이 공정은 19세기 말 Merrow Machine Company가 산업용 오버록 기계를 발명하면서 비약적으로 발전했다. 현대 공장에서는 지역별로 공정에 대한 접근 방식이 다르다. * 한국 공장: '시마쓰'의 완성도를 장인 정신의 척도로 본다. 특히 시접의 방향, 도메(Bartack)의 위치 등 미세한 디테일에 집착하며 고품질 샘플 제작에 강점이 있다. * 베트남 공장: 'Vắt sổ(오버록)' 공정의 효율성을 극대화한다. 대규모 라인에서 SPM(분당 침수)을 최대로 높이면서도 불량률을 낮추기 위한 자동 사절 장치와 흡입식 잔사 제거기(Suction) 활용도가 높다. * 중국 공장: '收边' 공정의 자동화 및 템플릿 봉제 도입에 적극적이다. 인건비 상승에 대응하여 사람의 손을 타지 않는 자동 단처리 기계(Automatic Hemming Machine) 도입률이 세계에서 가장 빠르다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 500 (503, 504, 514, 516), Class 301, Class 602 | 공법에 따라 선택 |
| 주요 장비 (Machine) | 오버록(Overlock), 본봉(Lockstitch), 실린더 베드 커버스티치 | Juki, Pegasus, Brother 등 |
| 대표 모델 | Juki MO-6814S, Pegasus M900, Brother S-7100A, Siruba 700K | 산업 표준 모델 |
| 바늘 시스템 (Needle) | DC×27 (오버록), DB×1 (본봉), UY128GAS (커버스티치) | 원단 두께에 따라 호수 변경 |
| 바늘 번수 (Size) | Nm 65/9 (박지) ~ Nm 110/18 (후지) | 원단 GSM에 따라 선택 |
| 스티치 밀도 (SPI) | 10 - 16 SPI (Stitches Per Inch) | 박지(얇은 원단)일수록 고밀도 |
| 실 구성 (Thread) | 1-Needle 3-Thread / 2-Needle 4-Thread / 2-Needle 5-Thread | 516은 안전봉제(Safety Stitch) |
| 최대 봉제 속도 | 5,500 - 8,500 SPM (Stitches Per Minute) | 고속 작업 시 냉각 장치 필수 |
| 차동 이송비 | 0.7 (늘림) ~ 2.0 (줄임) | 니트 원단 수축/이완 제어용 |
| 밑실 장력 (Towa) | 20g - 35g (본봉 기준) | Towa Tension Gauge 측정치 |
| 칼날 재질 | 초강성 합금강 (Carbide Tipped 권장) | 마모 방지 및 절단면 청결 유지 |
¶ 주요 적용 분야
- 의류 제조 (Apparel):
- 다이마루(Knit): 티셔츠 밑단(Hemming), 소매 끝단 처리. 주로 300급 또는 600급 스티치 사용.
- 우븐(Woven): 바지 옆솔기 및 가랑이 시접 마감(Overlock). 고급 정장의 경우 바이어스 테이프를 이용한 '해리 시마쓰' 적용.
- 데님(Denim): 516 스티치(Safety Stitch)를 사용하여 마감과 합봉을 동시에 수행.
- 가방 및 잡화 (Bags & Accessories):
- 내부 시접을 헤링본 테이프나 PVC 바인딩 테이프로 감싸는 공정.
- 가죽 제품의 경우 엣지 코트(기리메) 도포 전 단계의 피할 및 단처리 봉제.
- 산업용 자재 (Industrial Textiles):
- 자동차 시트 커버의 결합부 보강 마감.
- 에어백 가장자리 열절단 후 보강 봉제.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 퍼커링 (Puckering)
- 원인: 실의 장력이 너무 강하거나, 피드 독(Feed Dog)의 이송량이 원단과 맞지 않음.
- 해결: 실 장력을 완화하고, 차동 이송(Differential Feed) 레버를 조정하여 원단 밀림을 방지함. 현장 노하우: 얇은 직물의 경우 노루발 압력을 최소화하고 바늘 번수를 한 단계 낮춤.
- 메또비 (Skipped Stitches)
- 원인: 바늘과 루퍼(Looper)의 타이밍 불일치, 바늘 휨, 또는 바늘 열에 의한 실 끊어짐.
- 해결: 바늘을 교체하고 루퍼와의 간극(Clearance)을 0.05mm~0.1mm로 재설정함. 실 냉각유(Silicone Oil) 사용 검토.
- 원단 파먹음 (Cutting Error)
- 원인: 오버록 칼날(Knife)의 위치 설정 오류 또는 칼날 마모.
- 해결: 상/하 칼날을 교체하고, 커팅 폭(Overedge Width) 가이드를 재설정함.
- 실풀림 (Fraying at Ends)
- 원인: 봉제 시작과 끝의 도메(Bartack) 처리 미흡 또는 체인 커터의 절단 불량.
- 해결: 백태킹(Back-tacking) 길이를 확보하거나, 자동 실끊기 장치의 타이밍을 조정함.
- 원단 씹힘 (Fabric Jamming)
- 원인: 노루발(Presser Foot) 압력이 너무 강하거나 침판(Needle Plate) 구멍이 너무 큼.
- 해결: 노루발 압력을 줄이고, 원단 두께에 맞는 소구경 침판으로 교체함.
- 유적 (Oil Stains)
- 원인: 바늘대(Needle Bar) 또는 루퍼 축에서 오일 누유.
- 해결: 오일 씰(Oil Seal) 교체 및 드라이 헤드(Dry Head) 타입 기계 도입 검토.
- 로핑 현상 (Roping)
- 원인: 바인딩 작업 시 테이프와 본판의 이송 속도 차이로 인해 마감이 꼬이는 현상.
- 해결: 바인더(Folder)의 각도를 재조정하고 테이프 공급 장치(Tape Feeder)의 장력을 균일화함.
¶ 품질 검사 기준 (QC Standards)
- 마감 폭의 일관성: 전체 공정에서 마감 폭(Width) 편차는 ±1.0mm 이내여야 함.
- 스티치 균일성: 곡선 구간(암홀, 목둘레)에서 스티치가 튀거나 뭉치지 않아야 함.
- 장력 밸런스: 바늘실과 루퍼실의 교차점이 원단 끝단 정중앙(Edge)에 위치해야 함.
- 물리적 강도: ASTM D5034(그랩 테스트) 기준에 준하여 시접 부위를 당겼을 때 실 터짐이 없어야 함.
- 외관 검사: 실밥 제거(Trimming) 상태와 칼날에 의한 원단 손상 여부를 100% 전수 검사함.
- 세탁 후 상태: 5회 이상 표준 세탁 후 가장자리 실 풀림이나 원단 해어짐이 발생하지 않아야 함.
¶ 공장 실무 용어 및 은어 (Multilingual Slang & Jargon)
봉제 현장에서는 표준어보다 일본어에서 유래한 은어가 더 빈번하게 사용된다. 이를 이해하는 것이 현장 관리의 핵심이다.
| 용어 (한국어) | 로마자 표기 | 일본어 원어 | 의미 및 비고 |
|---|---|---|---|
| 시마쓰 | Simasseu | 始末 (Shimatsu) | 가장자리 마감, 끝처리 총칭. "시마쓰가 깨끗해야 명품이다"라고 표현. |
| 미싱 | Mising | Machine (ミシン) | 재봉기 전체를 일컫는 말. |
| 오시 | Osi | 押さえ (Osae) | 노루발(Presser Foot). 원단을 누르는 부속. |
| 시아게 | Siage | 仕上げ (Shiage) | 최종 마무리(아이롱, 검사, 포장). 봉제 후 단계. |
| 간도메 | Gandome | 閂止め (Kandome) | 바택(Bartack). 힘을 받는 부위의 보강 봉제. |
| 해리 | Haeri | 縁 (Heri) | 바이어스 바인딩(Binding). 테이프로 가장자리를 감싸는 것. |
| 다이마루 | Daimaru | 大丸 (Daimaru) | 환편물(Circular Knit). 티셔츠 원단 등을 통칭. |
| 우븐 | Wubeun | Woven | 직물. 신축성이 적은 일반 천. |
| 마유 | Mayu | 繭 (Mayu) | 보빈(Bobbin)에 감긴 실 또는 보빈 자체. (누에고치 모양 유래) |
| 헤라 | Hera | 箆 (Hera) | 초크나 주걱. 원단에 표시를 할 때 사용. |
| 나나이찌 | Nana-ichi | 71 (Nana-ichi) | 일자형 단추구멍(Buttonhole). 주로 와이셔츠용. |
| 큐큐 | Kyu-kyu | 99 (Kyu-kyu) | 안경형/큐큐 단추구멍(Eyelet Buttonhole). 자켓/코트용. |
| 이세 | Ise | 縮込 (Isery) | 이즈(Ease). 소매 산 등에서 원단을 오므려 박는 여유분. |
| 덴덴 | Denden | 伝々 | 연속 봉제. 재단물을 끊지 않고 계속 박는 방식. |
| 나라시 | Narasi | 均し (Narashi) | 연단(Spreading). 봉제 전 원단을 층층이 쌓는 작업. |
¶ 장비 세팅 가이드 (Mechanic Guide)
- 차동 이송(Differential Feed) 설정:
- 신축성이 큰 니트(Jersey) 원단은 이송비를 1.2~1.5로 설정하여 봉제 후 원단이 물결치는 현상(Waving)을 방지함.
- 직물(Woven)은 1.0 표준 설정을 유지하되, 얇은 원단은 0.8 정도로 낮추어 퍼커링을 방지함.
- 칼날(Knife) 압력 조정:
- 상칼과 하칼의 교차 지점이 정확해야 하며, 칼날 압력이 너무 약하면 원단이 씹히고 너무 강하면 칼날이 빨리 마모됨. 미검증: 칼날 교체 주기는 일반 작업 시 8시간 기준 1회 권장.
- 루퍼 타이밍(Looper Timing):
- 바늘이 최하점에서 상승할 때 루퍼 끝이 바늘 눈 위 1.5~2.0mm 지점을 통과하도록 정밀 세팅함. 루퍼와 바늘 사이의 간극은 0.05mm를 유지.
- 노루발 압력:
- 원단에 자국이 남지 않는 최소한의 압력으로 설정하되, 고속 주행 시 원단이 튀지 않도록 밸런스를 유지함. (보통 5kgf 내외)
- 실 가이드 및 장력 디스크:
- 실 가이드에 먼지가 쌓이면 장력이 불규칙해지므로 에어건으로 수시 청소 필수. 장력 디스크 사이의 잔사 제거 확인.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목 (Related Terms)
- 오버록 (Overlock): 원단 끝을 절단하며 감싸는 가장 보편적인 마감 방식.
- 바인딩 (Binding): 별도의 테이프를 사용하여 시접을 감싸는 고난도 마감.
- 해밍 (Hemming): 원단을 접어 박아 단을 만드는 방식 (말아박기 등).
- 시접 (Seam Allowance): 봉제선과 원단 끝 사이의 여분 공간.
- 도메 (Bartack): 봉제 시작과 끝의 풀림 방지를 위한 보강 봉제.
- 시아게 (Finishing): 봉제 완료 후 최종 정리 및 다림질 공정.
- 인터록 (Interlock): 오버록과 본봉이 결합된 형태(516 스티치)로 주로 데님에 사용.
¶ 국가별 실무 차이 및 현장 노하우
한국 (KOR): * 특징: 다품종 소량 생산 및 고단가 제품 위주. '해리(Binding)' 작업 시 테이프의 결(Grain) 방향을 매우 엄격하게 따짐. * 선호 장비: Juki DDL-9000 시리즈(본봉), MO-6700/6800 시리즈(오버록). * 노하우: 시접이 겹치는 '두꺼운 구간'을 지날 때 노루발을 살짝 들어주는 '무릎 컨트롤' 숙련도가 품질을 결정함.
베트남 (VNM): * 특징: 대규모 라인 생산(Mass Production). 스포츠웨어(Nike, Adidas 등) 니트 공정이 주류. * 선호 장비: Pegasus M900 시리즈, Siruba 700K. 내구성이 강한 대만/일본 기계 선호. * 노하우: 고온다습한 기후로 인해 실의 수축률이 변할 수 있으므로, 공장 내 온습도 관리와 실 냉각유(Silicon Oil) 사용이 필수적임.
중국 (CHN): * 특징: 초고속 생산 및 자동화. 'Jack', 'Hikari' 등 자국산 자동화 재봉기 보급률이 높음. * 선호 장비: Jack C5/C6(자동 오버록), Hikari 컴퓨터 미싱. * 노하우: 숙련공 부족 문제를 해결하기 위해 '자동 감지 센서'가 달린 오버록을 사용하여, 원단이 들어가면 자동으로 봉제를 시작하고 끝에서 자동으로 사절하는 시스템을 구축함.
¶ 고급 트러블슈팅: "이럴 땐 여기를 확인하라"
- 곡선 구간에서 스티치가 튀는 경우:
- 체크포인트: 루퍼와 바늘 사이의 '가드(Needle Guard)' 설정을 확인하십시오. 곡선에서는 바늘이 휘기 쉬우므로 가드가 바늘을 적절히 받쳐주지 못하면 100% 메또비가 발생합니다.
- 봉제 후 시접이 쭈글쭈글하게 우는 경우 (Wave 현상):
- 체크포인트: 차동 이송비가 너무 낮거나(늘림 설정), 실 장력이 너무 강한 상태입니다. Towa 게이지로 밑실 장력을 25g 이하로 낮추고 차동 레버를 1.2 이상으로 올리십시오.
- 원단 끝이 칼날에 씹혀 너덜거리는 경우:
- 체크포인트: 하칼(Lower Knife)의 높이가 침판보다 낮지 않은지 확인하십시오. 하칼은 침판과 수평이거나 아주 미세하게 높아야 원단이 밀리지 않고 깨끗하게 절단됩니다.
- 고속 봉제 시 실이 자꾸 녹아 끊어지는 경우:
- 체크포인트: 바늘 열(Needle Heat) 문제입니다. 바늘 번수를 낮추거나, 바늘대 주변에 에어 냉각 장치를 설치하고 실에 실리콘 오일을 도포하십시오.
- 실 소모량이 비정상적으로 많은 경우:
- 체크포인트: 스티치 폭(Overedge Width)이 필요 이상으로 넓게 설정되어 있는지 확인하십시오. 1mm의 폭 차이가 대량 생산 시 수천 킬로미터의 실 낭비로 이어집니다.
¶ 소재별 특화 마감 전략
- 실크/쉬폰 (박지): 3실 오버록보다는 좁은 폭의 '말아박기(Rolled Hem)'를 적용하여 끝단을 가볍게 유지함. 바늘은 Nm 60/8 이하 사용 권장.
- 데님 (후지): 5실 인터록(ISO 516)을 사용하여 합봉과 마감을 동시에 수행. 바늘은 Nm 110/18 이상, 실은 20수/3합 이상의 고강력사 사용.
- 스판덱스 (고신축): 반드시 4실 오버록(ISO 514)을 사용하여 봉제선 자체가 원단과 함께 늘어날 수 있도록 설정. 차동 이송비를 1.5 이상으로 높여 작업.
¶ 유지보수 및 안전 관리
- 일일 점검: 작업 전 칼날의 이 빠짐 확인, 오일 게이지 확인, 침판 구멍의 스크래치 유무 점검.
- 주간 점검: 루퍼 주변의 지분(Lint) 제거. 지분은 화재의 원인이 되거나 오일과 섞여 기계 고장을 유발함.
- 안전 장치: 바늘 가드(Eye Guard)와 벨트 커버는 반드시 장착된 상태에서 작업해야 하며, 바늘 교체 시에는 반드시 전원을 차단함.