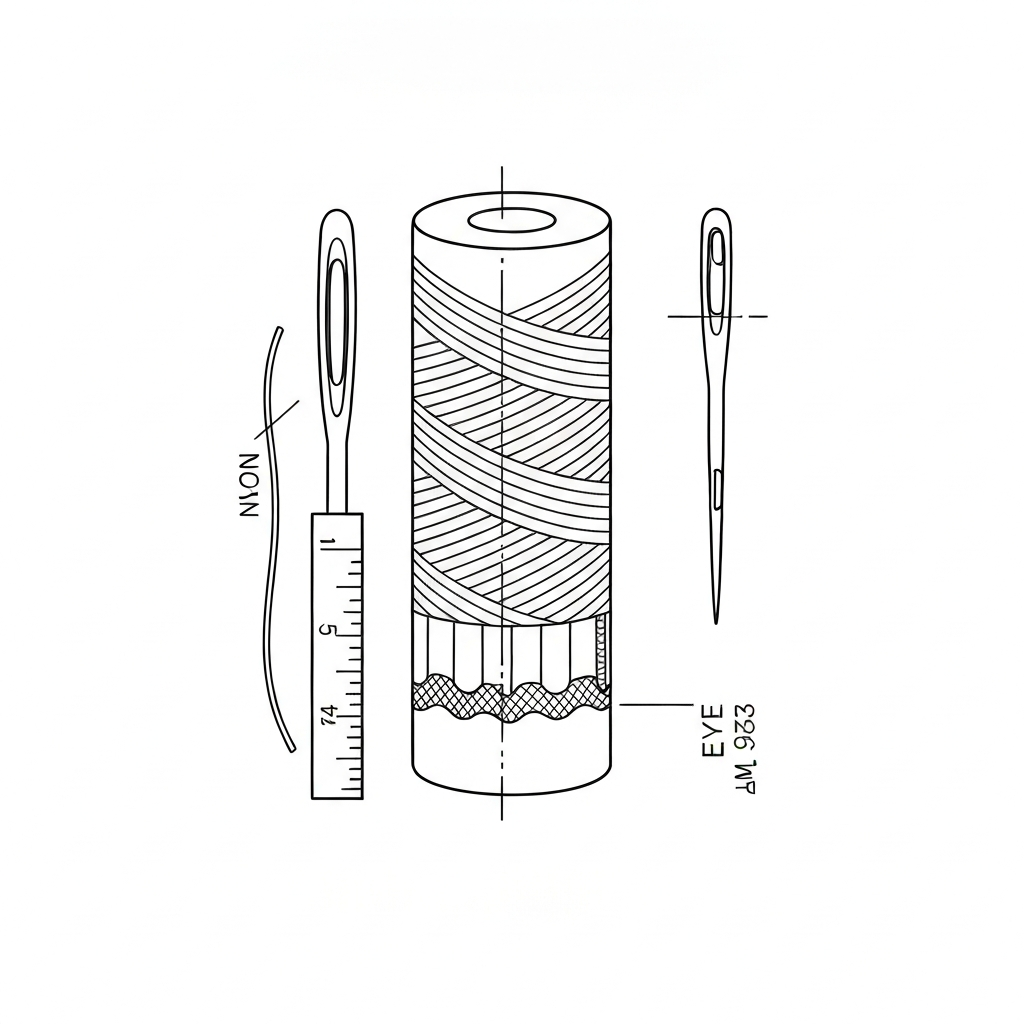
 그림 1: 산업용 재봉기에 장착된 고무사의 권취 상태 및 단면 구조 (심사와 커버링사의 결합)
그림 1: 산업용 재봉기에 장착된 고무사의 권취 상태 및 단면 구조 (심사와 커버링사의 결합)
¶ 정의 및 기술적 개요
고무사(Elastic Thread)는 천연고무(Natural Rubber) 또는 합성 탄성 섬유인 폴리우레탄(Spandex/Elastane)을 중심 심사(Core)로 사용하고, 그 외주면을 나일론(Nylon)이나 폴리에스터(Polyester) 필라멘트로 감싸는 커버링(Covering) 공정을 거쳐 제조된 기능성 특수 봉사이다.
봉제 공정에서 고무사는 일정한 물리적 장력(Tension)에 의해 신장된 상태로 박음질되며, 봉제 완료 후 외부 장력이 해제됨에 따라 심사가 원래의 길이로 수축하려는 복원력(Elastic Recovery)을 발휘한다. 이 과정에서 원단에 균일한 잔주름(Shirring)이나 입체적인 기하학적 패턴(Smocking)이 형성된다. ISO 4915 스티치 분류에 따라 본봉(Class 301)의 밑실(Bobbin Thread) 또는 체인스티치(Class 401, 406, 408)의 루퍼실(Looper Thread)로 주로 사용된다. 일반 봉사와 달리 고무사는 '신장률(Elongation)', '복원력(Recovery)', '단위 길이당 중량(Dtex/Denier)'의 정밀한 제어가 품질의 핵심이다.
[구조적 특성: 커버링 공법] 1. Single Covered (SCY): 심사를 한 방향(S 또는 Z 방향)으로만 감싸는 방식으로, 유연성이 뛰어나나 심사 노출 위험이 상대적으로 높다. 주로 경량 원단의 셔링에 사용된다. 2. Double Covered (DCY): 심사를 시계 방향과 반시계 방향으로 이중 권취하는 방식으로, 형태 안정성이 우수하고 수축력이 강력하여 고급 의류, 데님 허리 밴드 및 산업용 자재에 사용된다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 101, Class 301, Class 401, Class 406, Class 408 | 408은 멀티 니들 셔링용 |
| 주요 장비 유형 | 본봉 재봉기, 멀티 니들 스모킹기, 실린더 베드형 셔링기 | - |
| 추천 장비 모델 | Juki DDL-9000C, Kansai Special DFB-1412P, Siruba VC008 시리즈, Brother S-7300A | Siruba VC008-12064P 등 포함 |
| 바늘 시스템 | DB×1 (#11~#14), UY×128GAS (#10~#14), DC×27 (#9~#11) | 장비별 전용 바늘 준수 |
| 일반 SPI 범위 | 8 - 14 SPI (3.2mm ~ 1.8mm 땀수) | 원단 두께에 반비례 설정 |
| 실 구성 (Thread Construction) | 바늘실: Poly Spun 40/2, 60/2 / 밑실: 고무사 (200D ~ 600D) | Dtex 기준 220~660 |
| 최대 봉제 속도 | 2,000 - 2,800 spm | 3,000 spm 이상 시 심사 열변형 주의 |
| 적합 원단 | Chiffon, Georgette, Voile, Single Jersey, Rib, Interlock | 경량 직물 및 편물 위주 |
| 밑실 장력 (Towa Gauge) | 15 - 25 gf | 일반사(30-35 gf) 대비 저장력 세팅 |
| 내열 한계 | 120°C (안전), 130°C (임계점) | 스판덱스 융점 및 황변 주의 |
| 인장 강도 테스트 | ISO 2062 | 로트별 파단 강도 및 신도 측정 |
¶ 원단 및 바늘 매칭 가이드
고무사 봉제 시 바늘의 선택은 원단 손상(Fabric Damage)과 실 끊어짐(Thread Breakage) 방지에 결정적인 역할을 한다.
- 경량 직물 (Chiffon, Silk, Organza): #9 ~ #11 바늘을 사용한다. 바늘 끝이 날카로운 SPI(Slim Sharp Point) 타입을 권장하여 원단 위사/경사가 밀리는 퍽커링(Puckering)을 방지한다.
- 일반 편물 (Jersey, Interlock, Terry): #11 ~ #14 바늘을 사용한다. 바늘 끝이 미세하게 둥근 SES(Light Ball Point) 타입을 사용하여 원단 조직의 루프가 절단되는 '니들 컷(Needle Cut)'을 방지한다.
- 고무사 굵기 대응 특수 바늘: 고무사의 데니어(Denier)가 높을수록 바늘 구멍(Eye)과의 마찰이 심해진다. 이를 해결하기 위해 바늘 구멍이 일반 바늘보다 40% 큰 Groz-Beckert SAN 10 또는 Schmetz MR 바늘 사용을 강력히 권장한다. MR 바늘은 바늘의 강성이 높고 스카프(Scarf) 형상이 특수하여 고무사의 탄성 복원 시 발생하는 메또(Skipped Stitches)를 억제하는 데 탁월하다.
¶ 주요 적용 분야 및 공정 특성
 그림 2: 고무사를 이용한 여성복 스모킹(Smocking) 및 셔링(Shirring) 적용 사례
그림 2: 고무사를 이용한 여성복 스모킹(Smocking) 및 셔링(Shirring) 적용 사례
- 여성복 및 아동복 (Ladies & Kids Wear):
- 스모킹(Smocking): 가슴 부위에 12~33줄의 고무사를 평행하게 박아 입체적인 신축성을 부여한다.
- 셔링(Shirring): 소매 끝단(Cuffs), 허리 라인, 네크라인에 잔주름을 형성하여 디자인적 요소와 착용감을 동시에 만족시킨다.
- 오프숄더(Off-the-shoulder): 상단 테두리에 고무사를 삽입 봉제하여 의류의 흘러내림을 방지한다.
- 이너웨어 및 수영복 (Lingerie & Swimwear):
- 레그 홀(Leg hole) 및 웨이스트 라인의 탄성 유지.
- 브라 컵 상단의 밀착력 강화 및 레이스 부위의 수축 제어.
- 홈 텍스타일 (Home Textiles):
- 피티드 시트(Fitted Sheets)의 모서리 곡선 구간 수축 봉제.
- 쿠션 커버 및 커튼의 장식용 주름 형성.
- 의료용 및 위생 소모품:
- 일회용 마스크의 귀걸이 끈 대체 봉제.
- 압박 붕대 및 보호대의 탄성 구간 형성.
¶ 주요 결함 분석 및 고도화된 해결 방안
- 셔링 불균일 (Uneven Gathering / Gathering Fluctuations) * 원인: 보빈(Bobbin) 와인딩 시 장력 불균일, 북집(Bobbin Case) 판스프링의 마모 또는 실 보푸라기 끼임. * 해결: 보빈 와인더의 텐션 디스크를 완전히 개방하고 수동에 가까운 무장력 상태로 감는다. Towa 장력계로 보빈 케이스의 출고 장력을 20gf 내외로 상시 모니터링한다.
- 고무 심사 돌출 (Core Popping / Core Exposure) * 원인: 바늘이 고무사의 커버링사를 관통하여 내부 심사(Core)를 직접 타격, 부분 절단 발생. * 해결: 바늘 사이즈를 축소하고, 끝이 뭉툭한 Ball-point 바늘로 교체한다. 바늘과 루퍼/셔틀 사이의 간극(Clearance)을 0.05mm로 정밀 조정하여 물리적 타격을 최소화한다.
- 메또 (Skipped Stitches) * 원인: 고무사의 강한 탄성 복원력으로 인해 바늘실 고리(Loop)가 형성되기 전에 실이 수축하여 루퍼가 낚아채지 못함. * 해결: 바늘 하강 타이밍을 2~3도 정도 늦추고(Retard), 바늘 가드(Needle Guard)를 전진 배치하여 바늘의 휨을 방지한다.
- 열에 의한 탄성 상실 (Heat Degradation / Elastic Fatigue) * 원인: 고속 봉제 시 바늘 마찰열(최대 250°C 도달 가능) 또는 후공정 스팀 다림질의 과도한 열 노출. * 해결: 봉제 속도를 2,500 spm 이하로 제한하고, 바늘 냉각 장치(Needle Cooler/Cold Air)를 설치한다. 실 가이드에 실리콘 오일(점도 100~350 cSt)을 도포하여 마찰 계수를 낮춘다.
- 원단 컷팅 및 손상 (Fabric Cutting) * 원인: 고무사의 수축 응력이 원단의 파열 강도보다 높아 봉제선 부위가 찢어짐. * 해결: SPI를 낮추어(땀수를 3.5mm 이상으로 확대) 단위 면적당 가해지는 수축 압력을 분산시킨다.
¶ 품질 관리 및 국제 검사 기준
- 셔링 배율 측정 (Gathering Ratio): 투입 원단 길이(L1) 대비 봉제 후 자연 수축된 길이(L2)의 비율을 측정한다. (예: 100cm 원단 봉제 후 50cm가 되면 2:1 배율). 허용 오차는 ±5% 이내로 관리한다.
- 탄성 복원력 테스트 (Stretch Recovery - ASTM D3107 준용): 원단을 최대 신장 시킨 후 1분간 방치하고, 다시 수축시켰을 때 원래 길이로 돌아오는 정도를 확인한다. 95% 이상의 복원력을 유지해야 합격이다.
- 열수 수축 안정성 (ISO 18066): 끓는 물에서의 수축률을 측정하여 고무사의 내열성 및 형태 안정성을 검증한다.
- 세탁 후 외관 변화 (ISO 6330): 표준 세탁 공정 후 고무사가 경화(Hardening)되거나 탄성이 죽지 않는지 확인한다. 특히 건조기 사용 시 고온에 의한 고무 열화 여부를 반드시 체크한다. (본 기준은 완제품의 내구성 검증을 위해 필수적으로 적용된다.)
- 심사 인장 강도 테스트 (ISO 2062): 봉제 전 고무사 자체의 인장 강도와 신도(Elongation)를 측정하여 로트(Lot)별 편차를 관리한다.
¶ 현장 은어 및 국가별 용어 통일
본 문서에서는 고무사를 표준 용어로 사용하며, 현장별 혼용되는 용어는 다음과 같이 정리한다.
| 언어 | 용어 | 로마자/한자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 고무사 | Gomu-sa | 본 문서의 표준 용어 |
| 한국어 (KR) | 스판사 | Span-sa | 고무사의 현장 혼용 표현 |
| 한국어 (KR) | 셔링사 | Shirring-sa | 공정명에서 유래한 표현 |
| 일본어 (JP) | ゴム糸 | Gomu-ito | 일본 기술서 표준 용어 |
| 일본어 (JP) | シャーリング | Shāringu | 셔링 공정 및 관련 부자재 |
| 베트남어 (VN) | Chỉ thun | Chi thun | 베트남 공장 공통 용어 |
| 중국어 (CN) | 橡筋线 | Xiàngjīn xiàn | 중국 생산 라인 표준 용어 |
| 중국어 (CN) | 弹力线 | Tánlì xiàn | 탄성사 일반 지칭 |
¶ 장비 세팅 및 유지보수 매뉴얼
- 보빈 와인딩 (Bobbin Winding): 고무사는 절대 신장된 상태로 감겨서는 안 된다. 보빈 와인더의 텐션 디스크를 완전히 풀고, 실이 보빈 위에서 "폭신폭신"한 느낌이 들 정도로 느슨하게 감아야 봉제 후 예측 가능한 수축률을 얻을 수 있다. 와인딩 시 실이 겹치는 각도를 크게 하는 'Cross-winding' 기법을 사용하면 실 풀림이 원활하다. 보빈 경도계 측정 시 30-40 Shore O 이하를 유지하는 것이 좋다.
- 북집 장력 (Bobbin Case Tension): 일반 봉제 시보다 훨씬 느슨하게 설정한다. 북집 나사를 풀어 실을 당겼을 때 저항이 거의 느껴지지 않을 정도가 이상적이다. Towa 장력계 기준 15~20gf를 유지한다.
- 차동 이송 조절 (Differential Feed): 오버록이나 인터록 장비와 병행 사용 시, 차동 레버를 'Gathering' 방향(플러스 방향)으로 설정하여 톱니가 원단을 밀어 넣어주도록 세팅한다. 이는 고무사의 수축력을 보조하여 주름의 밀도를 높여준다.
- 실 가이드 점검: 고무사는 마찰 계수가 높으므로 실이 지나가는 모든 가이드(Eyelet)에 흠집이 없는지 확인하고, 필요시 실리콘 오일 컵을 통과시켜 마찰을 줄인다. 세라믹 가이드를 사용하면 금속 가이드보다 열 발생을 줄일 수 있다.
¶ 공정 흐름도 (Process Flow Chart)
¶ 관련 항목 및 기술 용어 해설
- 셔링 (Shirring): 고무사 또는 차동 이송 메커니즘을 사용하여 원단에 일정한 주름을 잡는 모든 기법을 통칭한다.
- 스모킹 (Smocking): 주름진 원단 위에 장식 스티치를 더하거나, 여러 줄의 고무사를 평행하게 박아 기하학적 패턴을 만드는 고난도 공정이다.
- 코어사 (Core-spun Thread): 고강도 폴리에스터 필라멘트 심사를 면이나 폴리에스터 단섬유로 감싼 실이다. 고무사와 구조는 유사하나, 목적이 '강도 향상'에 있어 '탄성 부여'가 목적인 고무사와는 물리적 특성이 완전히 다르다.
- 차동 이송 (Differential Feed): 재봉기의 앞톱니와 뒷톱니의 속도차를 이용해 원단을 강제로 밀어 넣거나(Gathering) 당기는(Stretching) 메커니즘이다.
- 셔링 노루발 (Shirring Foot): 노루발 바닥면에 단차가 있거나 특수 스프링이 장착되어, 봉제 시 원단 하층부만 밀어 넣어 주름을 형성하게 돕는 보조 기구이다.
- AQL (Acceptable Quality Level): 고무사 봉제 제품의 샘플링 검사 시 적용되는 국제 품질 통계 기준이다. 고무사 공정은 불량률이 상대적으로 높으므로, 일반 공정보다 엄격한 AQL 레벨(예: 1.5 이하)을 적용한다.
¶ 국가별 공장 실무 및 현장 노하우
- 한국 (KR): 주로 고부가가치 여성복 샘플 및 소량 생산 시 고무사를 활용한다. 숙련된 기술자가 본봉 재봉기의 북집 장력을 손의 감각으로 미세하게 조절하는 방식을 선호하며, 작업 지시서에 '고무사 셔링'으로 명기하여 관리한다.
- 베트남 (VN): 대규모 OEM 공장(Walmart, Target, Gap 등)에서는 표준화된 데이터 관리를 중시한다. Kansai Special DFB 시리즈와 같은 멀티 니들 장비에 '자동 텐셔너(Automatic Tensioner)'를 장착하여 수천 야드의 원단에 동일한 셔링 배율을 유지하도록 세팅한다. 현장에서는 고무사의 장력을 매 시간마다 Towa 게이지로 측정하여 기록하는 것이 표준 SOP이다.
- 중국 (CN): 광동성 및 절강성의 의류 클러스터에서는 고무사 봉제의 효율성을 극대화하기 위해 '실리콘 오일 침전 방식'을 자주 사용한다. 고무사가 가이드를 통과하기 전 실리콘 오일 컵을 거치게 하여 고속 봉제 시 발생하는 열을 차단하고 실 끊어짐을 획기적으로 줄이는 노하우를 보유하고 있다. 또한, 저가형 고무사 사용 시 발생하는 보풀 문제를 해결하기 위해 에어 클리너를 재봉기에 상시 가동한다.
¶ 실전 트러블슈팅 체크리스트
- 증상: 셔링이 전혀 잡히지 않음
- [ ] 보빈 확인: 실이 너무 꽉 감겨 있지 않은가? (무장력 와인딩 재확인)
- [ ] 북집 확인: 판스프링 나사가 너무 풀려 실이 그냥 빠져나오지 않는가? (Towa 게이지 15gf 이상 확보)
- [ ] 윗실 장력: 바늘실 장력이 너무 강해 고무사를 위로 끌어올리고 있지 않은가?
- 증상: 봉제 도중 고무사가 자꾸 끊어짐
- [ ] 바늘 점검: 바늘 끝에 미세한 흠집(Burr)이 있어 고무 심사를 긁고 있지 않은가? (새 바늘로 교체)
- [ ] 속도 조절: 재봉기 속도가 2,800 spm을 초과하여 마찰열이 발생하고 있지 않은가?
- [ ] 가이드 청결: 실 가이드(Eyelet)에 고무 찌꺼기가 고착되어 저항을 만들고 있지 않은가?
- 증상: 세탁 후 주름이 풀리거나 탄성이 사라짐
- [ ] 소재 확인: 고무사의 코어가 천연고무(Natural Rubber)가 아닌가? (내구성을 위해 합성 스판덱스 권장)
- [ ] 온도 관리: 후공정 스팀 다림질 온도가 130°C 이상으로 설정되어 코어가 녹지 않았는가? (120°C 이하 프레싱 권장)
- [ ] 밀도 확인: 봉제 시 SPI가 너무 촘촘하여 고무 심사가 바늘에 의해 난도질당하지 않았는가?
¶ 대체 기법과의 비교 분석
고무사 봉제는 원단 자체에 탄성을 부여하는 가장 경제적이고 직관적인 방법이지만, 디자인 요구사항에 따라 다음과 같은 대체 기법이 고려될 수 있다.
- 라텍스 밴드 삽입 (Elastic Band Insertion): * 장점: 고무사보다 훨씬 강력한 수축력과 내구성을 가짐. * 단점: 봉제 부위가 두꺼워지고 투박해짐. 경량 원단에는 부적합.
- 스판덱스 원단 자체 수축 (Fabric Elasticity): * 장점: 별도의 고무사 없이도 신축성이 우수하며 표면이 매끄러움. * 단점: 특정 부위에만 주름을 잡는 디자인적 제어가 어려움.
- 스모킹 자수 (Hand/Machine Smocking): * 장점: 매우 정교하고 고급스러운 외관 제공. * 단점: 생산 속도가 매우 느리고 공임이 높음.
¶ 유지보수 및 보관 가이드
- 직사광선 차단: 고무사의 주성분인 라텍스나 폴리우레탄은 자외선에 매우 취약하다. 보관 시 반드시 암소에 보관하며, 투명 비닐 포장보다는 차광성이 있는 박스 보관을 권장한다.
- 선입선출 (FIFO): 고무사는 시간이 지남에 따라 자연 노화(Aging)되어 탄성이 저하된다. 제조일로부터 6개월 이내 사용을 권장하며, 오래된 재고는 반드시 신장률 테스트 후 투입한다.
- 습도 조절: 과도한 습도는 커버링된 나일론/폴리에스터 실의 곰팡이 발생 원인이 되며, 이는 봉제 시 실 끊어짐의 원인이 된다. 상대습도 50~60%의 쾌적한 환경을 유지한다.
¶ 환경 및 지속 가능성 (Sustainability)
최근 글로벌 의류 브랜드의 환경 규제 강화에 따라 고무사 시장에도 변화가 일고 있다. * 재활용 소재 적용: 폐페트병을 재활용한 리사이클 폴리에스터(Recycled Polyester)를 커버링사로 사용한 친환경 고무사 채택이 늘고 있다. GRS(Global Recycled Standard) 인증 여부가 주요 구매 결정 요인이 된다. * 생분해성 탄성사: 천연고무 심사를 사용하고 외주면을 오가닉 코튼이나 생분해성 나일론으로 감싸, 폐기 시 환경 부하를 줄이는 기술이 개발되고 있다. * 유해 물질 제한 (RoHS/REACH): 고무 제조 공정에서 사용되는 가속제나 산화방지제가 피부 알레르기를 유발하지 않도록 OEKO-TEX Standard 100 인증을 획득한 제품 사용이 권장된다.
본 문서는 산업용 고무사의 기술적 이해를 돕고 현장 품질 사고를 예방하기 위한 목적으로 작성되었습니다. 모든 수치와 설정값은 표준 작업 환경을 기준으로 하며, 실제 현장에서는 원단의 특성에 따라 미세 조정이 필요합니다.