¶ 개요
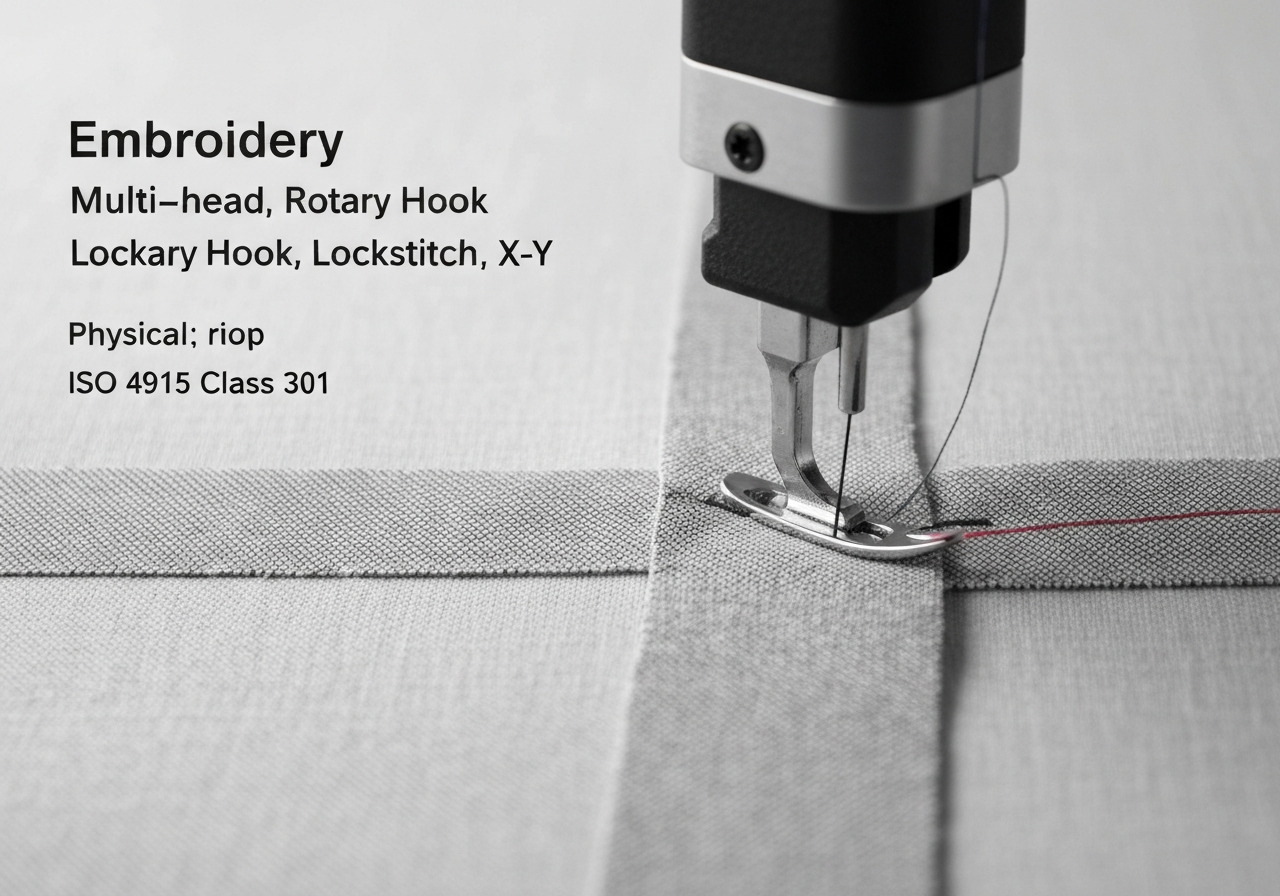
자수(Embroidery)는 바늘과 실을 사용하여 직물, 가죽 또는 기타 유연한 소재 표면에 장식적인 문양, 로고, 텍스트를 형성하는 정밀 봉제 공정입니다. 현대 산업용 자수는 컴퓨터 수치 제어(CNC) 방식의 다두식(Multi-head) 자수기를 통해 자동화되어 수행됩니다. 물리적 메커니즘은 윗실이 원단을 관통한 후 하부의 회전 가마(Rotary Hook)가 밑실을 낚아채어 고리를 형성하는 본봉(Lockstitch, ISO 4915 Class 301) 원리를 기본으로 하며, 여기에 X-Y축 이동 장치(Pantograph)가 결합되어 복잡한 패턴을 구현합니다.
산업 현장에서 자수는 단순한 장식을 넘어 브랜드의 아이덴티티를 구축하는 핵심 공정입니다. 나염(Printing)이나 전사(Heat Transfer) 기법과 비교했을 때, 자수는 실의 굵기와 광택, 스티치 방향에 따른 입체감을 제공하며 세탁 내구성이 압도적으로 우수합니다. 특히 고가의 아웃도어 의류나 정장, 고급 가방 제조 시 자수는 제품의 부가가치를 결정짓는 중요한 요소로 작용합니다. 자수 공정의 핵심은 '디지타이징(Digitizing)'이라 불리는 설계 단계와, 원단의 특성에 맞는 '심지(Stabilizer)' 및 '장력(Tension)' 제어에 있습니다. 원단의 수축과 이완을 계산하지 못한 자수는 심각한 우구리(Puckering)를 유발하여 완제품의 품질을 저하시키므로, 숙련된 기술자의 세팅이 필수적입니다.
¶ 기술 사양표
| 항목 | 세부 사양 및 기준 |
|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (Lockstitch) 기반의 변형 스티치 |
| 주요 장비 유형 | 컴퓨터 자동 자수기 (Computerized Multi-head Embroidery Machine) |
| 대표 제조사 및 모델 | Tajima(TMEZ-SC, TFGN), Barudan(BEKT, BEXY), ZSK(Racer), SWF(KX Series) |
| 바늘 시스템 | DB×K5 (자수 전용, 대형 바늘구멍 설계), 표준 11호(75/11) ~ 14호(90/14) |
| 스티치 밀도 (Density) | 0.35mm ~ 0.45mm (일반 채우기 기준), 15 ~ 25 SPI |
| 사용 실 (Thread) | 윗실: Rayon/Polyester 120D/2, 밑실: 60wt~80wt Spun Poly |
| 최대 봉제 속도 | 800 ~ 1,200 spm (Stitches Per Minute) |
| 적합 원단 | 우븐(Woven), 니트(Knit), 가죽(Leather), 부직포 등 전 범위 |
| 장력 기준 (Towa Gauge) | 윗실: 100~130gf, 밑실: 20~30gf (원단 및 실 종류에 따라 가변) |
| 데이터 포맷 | DST (Tajima), DSB (Barudan), PES (Brother), EXP (Melco) |
¶ 주요 적용 분야
- 의류 (Apparel):
- 상의: 폴로 셔츠의 왼쪽 가슴 로고, 셔츠 소매 끝(Cuffs) 이니셜, 후드 티셔츠 전면의 대형 그래픽 자수.
- 하의: 청바지 뒷포켓의 브랜드 고유 스티치(Arcuate), 면바지 허리 라인 내부의 사이즈 표기 자수.
- 스포츠웨어: 유니폼의 팀 엠블럼, 선수 배번 및 이름(주로 아플리케 기법 병행).
- 가방 및 잡화 (Bags & Accessories):
- 백팩: 전면 포켓 중앙의 브랜드 로고, 어깨끈 연결부의 보강용 장식 스티치.
- 에코백: 캔버스 원단 위의 고밀도 일러스트 자수.
- 신발: 스니커즈 측면 로고, 텅(Tongue) 부분의 모델명 자수.
- 모자 (Headwear):
- 야구 모자(6-Panel Cap) 전면의 3D 입체 자수(Puff Embroidery).
- 스냅백 측면 및 후면의 평자수 로고.
- 산업 및 인테리어:
- 자동차: 시트 헤드레스트 로고, 카매트 테두리 자수.
- 호텔/홈텍스타일: 타월 및 침구류의 모노그램, 가운 뒷면의 호텔 로고.
- 특수 기능성:
- 스마트 의류용 전도성 실(Conductive Thread)을 이용한 센서 회로 자수.
- 군복 및 작업복의 벨크로(Velcro) 부착용 명찰 자수.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
-
우구리 (Puckering / 원단 우는 현상) - 원인: 원단 대비 과도한 실 장력, 부적절한 심지(Backing) 선택, 프레임(Hoop) 고정 불량, 디지타이징 시 수축 보상 부족. - 해결: 윗실 장력 완화, 컷어웨이(Cut-away) 방식의 고중량 심지 사용, 원단 결 방향에 맞춘 프레임 텐션 재설정, 펀칭 시 Pull Compensation 값 상향.
-
실 끊어짐 (Thread Breakage) - 원인: 고속 회전 시 바늘 열 발생, 바늘 끝 손상(Burr), 실 경로의 보빈 케이스 장력 과다, 실의 품질 불량(매듭 발생). - 해결: 바늘 사이즈 상향(11호→14호), 실리콘 오일 도포, 로터리 훅 타이밍 점검 및 연마, 고품질 폴리에스테르사 사용.
-
새둥지 현상 (Bird's Nesting / 밑실 엉킴) - 원인: 윗실이 바늘에서 빠지거나 밑실 장력이 극도로 낮을 때 침판 아래에서 실이 뭉침, 윗실 가이드 경로 이탈. - 해결: 윗실 경로 재점검, 보빈 케이스 장력(20-25gf) 설정, 침판(Needle Plate) 구멍의 마모 확인 및 교체.
-
위치 틀어짐 (Registration Error / 도안 어긋남) - 원인: 프레임 고정 나사 풀림, 고속 가동 시 관성에 의한 X-Y축 탈조, 디지타이징 데이터 오류, 원단 밀림 현상. - 해결: 프레임 고정 장치 강화, 기계 속도(spm) 하향 조정, 디지타이징 시 지지 봉제(Underlay) 강화.
-
바늘 부러짐 (Needle Breakage) - 원인: 자수 밀도 과다(Over-density), 바늘이 프레임에 충돌, 원단이 너무 두꺼워 바늘이 휨, 로터리 훅과의 간섭. - 해결: 펀칭 데이터의 스티치 밀도 수정, 프레임 가동 범위(Limit) 설정 확인, 강성이 높은 바늘(Titanium Coating)로 교체.
-
루핑 (Looping / 윗실 뜸 현상) - 원인: 윗실 장력이 너무 낮거나, 체크 스프링(Check Spring)의 탄성이 약할 때 발생. - 해결: 윗실 텐션 다이얼 조절, 체크 스프링 교체 및 작동 범위 점검.
-
바늘 열에 의한 원단 손상 (Needle Heat Melt) - 원인: 합성 섬유(기능성 폴리 등) 자수 시 고속 마찰열로 인해 원단이 녹음. - 해결: 속도 저하, NS(Non-Stick) 코팅 바늘 사용, 냉각 에어 분사.
¶ 품질 검사 기준 (QC Standard)
- 스티치 밀도 및 커버리지: 원단 본연의 색상이 비치지 않아야 하며, 승인된 샘플과 SPI(Stitches Per Inch)가 일치해야 함.
- 장력 밸런스 (Tension Balance): 자수 뒷면 확인 시 윗실과 밑실의 비율이 약 1/3(윗실):1/3(밑실):1/3(윗실)로 균일하게 나타나야 함. (Towa 게이지 기준 확인 권장)
- 마무리 상태 (Trimming): 점프 스티치(Jump Stitch) 및 잔사가 1mm 이하로 깨끗하게 제거되었는지 확인. 자동 사절 기능 작동 여부 점검.
- 심지 제거 (Backing Removal): 자수 외곽으로 튀어나온 심지가 규정에 맞게 절단(Cut-away) 또는 제거(Tear-away)되었는지 확인.
- 색상 일치 (Color Matching): 팬톤(Pantone) 컬러 또는 바이어 지정 실 번호와 실제 자수 실의 일치 여부(D65 표준 광원 아래 검사).
- 위치 정밀도: 마킹(Sirushi) 위치로부터 허용 오차(보통 ±1~2mm) 이내에 자수가 위치해야 함.
- 촉감 (Hand-feel): 자수 부위가 지나치게 딱딱하여 착용감을 해치지 않는지 확인.
- 세탁 견뢰도: 세탁 후 실의 탈색이나 자수 부위의 수축(Puckering) 발생 여부 확인.
¶ 현장 전문 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| KR | 엠브로 (Embro) | Embroidery의 현장 약칭 |
| KR | 우구리 (Uguri) | 자수 주변 원단이 우는 현상 (일본어 유래) |
| KR | 펀칭 (Punching) | 자수 데이터를 만드는 디지타이징 작업 |
| KR | 시루시 (Sirushi) | 자수 위치를 잡기 위한 마킹 작업 |
| KR | 가라 (Gara) | 자수 패턴이나 무늬를 통칭하는 말 |
| KR | 도매 (Domae) | 스티치 시작과 끝의 풀림 방지 봉제 (Tie-off) |
| JP | 刺繍 (Shishu) | 자수 일반칭 (현장 발음: 시슈) |
| JP | 押し (Oshi) | 자수 위치를 잡기 위해 누르거나 표시하는 작업 |
| VN | thêu vi tính | 컴퓨터 자수 (vi tính = 컴퓨터) |
| VN | Mũi thêu | 스티치(Stitch)를 의미하는 베트남어 |
| CN | 刺绣 (Cìxiù) | 자수 일반칭 |
| CN | 打版 (Dǎbǎn) | 디지타이징/펀칭 작업을 의미함 |
¶ 장비 세팅 및 공정 가이드
- 장력 설정: 윗실 장력은 약 100-120gf, 밑실 장력은 20-25gf를 표준으로 하되, 메탈릭사(Metallic Thread) 사용 시 실의 마찰이 크므로 윗실 장력을 20% 완화하고 속도를 600spm 이하로 낮춥니다.
- 바늘 선택:
- 일반 직물: DB×K5 11호.
- 니트류: 원단 올이 나가는 것을 방지하기 위해 SES(Light Ball Point) 바늘 필수.
- 가죽/두꺼운 원단: 14호 이상의 굵은 바늘 및 나이프 포인트 바늘 고려.
- 심지(Stabilizer) 운용:
- Tear-away (종이 심지): 자수 후 손으로 찢어 제거. 안정적인 직물(데님, 캔버스)에 사용. 보통 40~60gsm 사용.
- Cut-away (부직포 심지): 가위로 잘라 제거. 신축성이 있는 니트(Jersey)류에 필수적이며 세탁 후에도 형태 유지력이 좋음. 80gsm 이상의 고중량 권장.
- Water-soluble (수용성 필름): 물에 녹는 필름. 타월 등 루프가 있는 원단 상단에 배치하여 스티치가 원단 사이로 파묻히는 것을 방지.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목 및 특수 기법
- 디지타이징 (Digitizing): 그래픽 파일(AI, JPG)을 자수기가 인식할 수 있는 스티치 데이터로 변환하는 소프트웨어 공정. Wilcom, Pulse, Tajima DG 등이 대표적입니다.
- 아플리케 (Appliqué): 자수 공정 중 별도의 원단을 덧대어 봉제한 후 외곽을 자수로 마감하여 입체감과 면적을 채우는 기법.
- 셔닐 (Chenille): 루프 스티치를 이용하여 수건과 같은 부드러운 질감을 내는 특수 자수. 전용 셔닐 헤드가 필요합니다.
- 3D 폼 자수 (Puff Embroidery): 원단 위에 EVA 폼을 올리고 자수하여 입체적인 볼륨감을 주는 기법.
- 보링 (Boring): 바늘 대신 칼날(Borer)을 사용하여 원단에 구멍을 내고 그 주위를 자수하는 아일렛(Eyelet) 기법.
- 스팽글/시퀸 (Spangle/Sequin): 자수 공정 중 플라스틱 조각을 자동으로 공급하여 고정하는 장식 기법.
¶ 장식 기법별 비교 분석 (Embroidery vs. Others)
| 비교 항목 | 자수 (Embroidery) | 실크스크린 나염 (Screen Print) | 열전사 (Heat Transfer) |
|---|---|---|---|
| 내구성 | 매우 높음 (세탁 후 변형 적음) | 보통 (시간 경과 시 갈라짐) | 낮음 (박리 현상 발생 가능) |
| 입체감 | 우수 (실의 두께로 인한 3D 효과) | 낮음 (평면적) | 낮음 (필름 부착 느낌) |
| 생산 단가 | 높음 (침수에 비례하여 상승) | 낮음 (대량 생산 시 유리) | 보통 (소량 생산 시 유리) |
| 표현 한계 | 아주 미세한 그라데이션 어려움 | 정밀한 사진 표현 가능 | 고해상도 출력 가능 |
| 주요 용도 | 브랜드 로고, 고급 의류 | 티셔츠 그래픽, 대형 로고 | 샘플 제작, 스포츠 배번 |
¶ 국가별 생산 관리 특성 및 실무 차이
- 한국 (Korea):
- 고난도 디지타이징 기술 보유. 샘플 제작 및 고부가가치 소량 생산에 강점.
- "펀칭" 데이터의 정밀도를 매우 중시하며, 미세한 스티치 각도 조절을 통해 광택을 극대화함.
- 베트남 (Vietnam):
- 대규모 다두식 자수 공장이 밀집되어 대량 생산에 최적화.
- 글로벌 브랜드의 QC 기준(AQL 2.5/4.0)을 엄격히 준수하며, 잔사 제거(Trimming) 공정에 많은 인력을 투입함.
- 중국 (China):
- 압도적인 생산 속도와 가격 경쟁력.
- 스팽글, 비즈, 코드 자수 등 특수 장식 자수 설비가 매우 다양함.
- 최근에는 내수용 장비(Dahao 제어 시스템 기반)의 성능 향상으로 가성비 높은 생산 라인을 구축함.
¶ 디지타이징(Digitizing) 핵심 원리 및 실전 노하우
디지타이징은 단순히 그림을 따라 그리는 것이 아니라, 실의 장력과 원단의 수축을 계산하는 '공학적 설계'입니다.
- 지지 봉제 (Underlay): 본 자수를 놓기 전, 원단과 심지를 고정하고 입체감을 주기 위해 바닥에 먼저 놓는 스티치입니다. 니트 원단에서는 원단이 늘어나는 것을 방지하는 뼈대 역할을 합니다.
- 수축 보상 (Pull Compensation): 실이 당겨지면서 원단이 안쪽으로 수축하는 현상을 미리 계산하여, 도안보다 약간 더 넓게 스티치를 설계하는 기법입니다. 보통 0.1mm~0.3mm 정도를 추가합니다.
- 스티치 방향 (Stitch Direction): 실이 놓이는 각도에 따라 빛의 반사가 달라집니다. 같은 색상의 실이라도 각도를 다르게 하면 입체적인 명암 효과를 줄 수 있습니다.
- 밀도 제어 (Density Control): 너무 높은 밀도는 바늘 부러짐과 원단 손상을 유발하고, 너무 낮은 밀도는 원단이 비쳐 보입니다. 일반적인 Satin 스티치의 경우 0.4mm 간격이 표준입니다.
- 타이 인/오프 (Tie-in/Tie-off): 자수 시작과 끝부분에 미세한 스티치를 겹쳐 놓아 실이 풀리지 않도록 마감하는 필수 공정입니다.
¶ 유지보수 및 예방 정비 (Maintenance)
산업용 자수기는 고속으로 장시간 가동되므로 정기적인 관리가 수명을 결정합니다.
- 급유 (Oiling): 로터리 훅(가마) 부위는 매 4~8시간 가동 후 한 방울씩 급유해야 합니다. 자동 급유 시스템이 없는 모델은 수동 관리가 필수입니다.
- 청소 (Cleaning): 보빈 케이스 내부와 침판 아래에 쌓이는 실먼지(Lint)를 에어건이나 브러시로 매일 제거해야 합니다. 먼지가 쌓이면 장력 불균형의 원인이 됩니다.
- 바늘 교체: 바늘 끝이 무뎌지면 원단 올이 나가거나 실 끊어짐이 빈번해집니다. 보통 8~16시간 가동 후 교체를 권장합니다.
- 벨트 장력 점검: X-Y축을 구동하는 타이밍 벨트의 장력이 느슨해지면 자수 위치가 틀어지는 탈조 현상이 발생합니다.
¶ 실전 트러블슈팅 노하우 (Senior Technician's Tip)
- "실이 자꾸 끊어지는데 바늘도 새것이라면?": 로터리 훅의 끝부분(Point)을 손톱으로 긁어보십시오. 미세한 스크래치(Burr)가 느껴진다면 고운 사포(1200방 이상)로 연마해야 합니다.
- "자수 뒷면에 밑실이 너무 많이 보인다면?": 밑실 장력이 너무 약하거나 윗실 장력이 너무 강한 상태입니다. Towa 게이지로 밑실 장력을 먼저 25gf로 맞춘 후 윗실 장력을 조절하십시오.
- "니트 원단 자수 시 구멍이 난다면?": 바늘을 반드시 SES(Ball Point) 타입으로 교체하십시오. 날카로운 바늘은 니트 조직의 원사를 끊어버려 세탁 후 구멍이 커지게 됩니다.
- "금사/은사(Metallic) 작업 시 자꾸 끊긴다면?": 바늘 사이즈를 한 단계 키우고(14호), 실 경로에 실리콘 패드를 부착하여 마찰을 줄이십시오. 또한 보빈 케이스의 스프링 장력을 평소보다 약간 더 풀어주는 것이 효과적입니다.
¶ 환경 및 안전 관리 (Compliance)
- 바늘 파손 관리 (Needle Policy): 파손된 바늘 조각은 반드시 전량을 회수하여 대장에 부착해야 합니다. 이는 완제품 내 바늘 혼입으로 인한 소비자 사고를 방지하기 위한 글로벌 브랜드의 필수 요구 사항입니다.
- 화학물질 규제 (REACH/OEKO-TEX): 자수 실과 심지는 피부 접촉 시 유해 성분이 없어야 하며, 특히 아동복의 경우 포름알데히드 및 아조 염료 검출 여부를 엄격히 관리해야 합니다.
- 소음 및 진동: 다두식 자수기는 가동 시 상당한 소음과 진동을 발생시키므로, 공장 바닥의 방진 설계와 작업자의 청력 보호구 착용이 권장됩니다.