¶ 개요
미디엄 볼 포인트 (SUK)(FG/SUK)는 산업용 재봉 바늘의 포인트(Point, 바늘 끝) 형상 중 하나로, 바늘 끝이 정밀하게 둥글게 처리된 미디엄 볼 포인트(Medium Ball Point)를 의미합니다. 일반적인 날카로운 바늘(R Point)이 원단 조직을 직접 관통하며 섬유 가닥을 절단하거나 손상시킬 위험이 있는 것과 달리, 미디엄 볼 포인트 (SUK)는 끝부분의 곡률을 이용해 원단의 사(Yarn) 사이를 부드럽게 밀어내며 침투하는 물리적 메커니즘을 가집니다.
산업 현장에서 미디엄 볼 포인트 (SUK)의 선택은 제품의 내구성과 직결됩니다. 특히 고탄성 니트(Knit)나 스트레치 원단에서 발생하는 '니들 커팅(Needle Cutting)' 결함은 육안으로 즉시 확인되지 않더라도, 제품 사용 중 하중이 가해지면 바늘 구멍이 터지는 치명적인 품질 사고로 이어집니다. 미디엄 볼 포인트 (SUK)는 이러한 위험을 방지하기 위한 필수 사양이며, 얇은 니트용인 SES(Small Ball Point)보다 더 굵은 사(Yarn)를 사용하는 중량물 니트나 고무사가 혼용된 원단에 최적화되어 있습니다. 대체 기법으로 바늘 호수를 극단적으로 낮추는 방법이 있으나, 이는 바늘의 휨(Deflection)과 땀뜀을 유발하므로 미디엄 볼 포인트 (SUK)를 사용하는 것이 기술적으로 훨씬 안정적인 솔루션입니다.
¶ 기술적 정의 및 메커니즘
미디엄 볼 포인트 (SUK) 포인트는 바늘 끝의 곡률 반경(Radius)이 SES(Small Ball Point)보다 크고 SKF(Heavy Ball Point)보다 작게 설계된 정밀 형상입니다. 일반적으로 Schmetz나 Groz-Beckert 기준, R 포인트의 끝 반경이 약 0.02mm라면, SES는 0.05mm, 미디엄 볼 포인트 (SUK)는 0.10mm 수준의 반경을 가집니다.
- 침투 메커니즘 (Displacement Mechanism): 바늘이 하강하여 원단 표면에 닿는 순간, 둥근 끝부분이 섬유 다발(Fibre bundle)의 중심을 타격하지 않고 비껴가게 유도합니다. 이때 섬유는 절단되지 않고 옆으로 일시적으로 밀려나며(Displacement), 바늘의 몸체(Blade)가 통과할 수 있는 공간을 확보합니다. 바늘이 상승하며 빠져나간 후에는 원단의 탄성에 의해 조직이 원래 위치로 복원되어 바늘 구멍이 거의 남지 않습니다.
- ISO 4915 관련성: 주로 신축성이 요구되는 체인 스티치(Class 400), 오버록 스티치(Class 500), 커버 스티치(Class 600) 공정에서 원단의 물리적 강도(Bursting Strength)를 유지하기 위해 사용됩니다. 본봉(Lockstitch, Class 301)에서도 스트레치 데님이나 두꺼운 저지 소재 봉제 시 미디엄 볼 포인트 (SUK)가 광범위하게 적용됩니다.
- 역사적 배경: 1960년대 이후 합성섬유와 엘라스테인(Elastane) 소재의 대중화로 인해 기존 R 포인트 바늘로는 니트 원단의 '런(Run)' 현상을 막을 수 없게 되자, 독일의 바늘 제조사들을 중심으로 볼 포인트 규격이 표준화되었습니다.
- 현장 인식 차이:
- 한국: 정밀한 품질 기준을 요구하는 미주/유럽 오더가 많아 바늘 브랜드(Groz-Beckert 등)와 포인트 사양을 작업지시서(Tech Pack)에 명시하는 경우가 일반적입니다.
- 베트남: 대규모 라인 생산 체제에서 바늘 발열로 인한 원단 녹음 현상을 방지하기 위해 미디엄 볼 포인트 (SUK)에 티타늄 코팅(GEBEDUR)을 결합한 사양을 선호합니다.
- 중국: 광동성 등 의류 밀집 지역에서는 '중원취침(中圆嘴针)'으로 불리며, 원가 절감을 위해 로컬 브랜드 바늘을 쓰더라도 포인트 형상만큼은 미디엄 볼 포인트 (SUK)를 엄격히 구분하여 사용합니다.
¶ 상세 사양표
| 항목 | 기술 사양 (Technical Specification) |
|---|---|
| 포인트 분류 | Medium Ball Point (SUK / FG / 406 / BPL) |
| 해당 스티치 (ISO 4915) | Class 401(본봉 체인), 504(3사 오버록), 602/605(삼봉) |
| 주요 사용 기계 | 고속 본봉, 오버록(Serger), 인터록(Flatlock), 피드오프더암(Feed-off-the-arm) |
| 대표 모델 | Juki DDL-9000C, Pegasus EX5200, Brother S-7300A, Yamato VG2700 |
| 바늘 시스템 | DB×1, DC×27, UY 128 GAS, TV×7, MY 1014 |
| 권장 SPI 범위 | 10 ~ 16 SPI (원단 중량 및 탄성에 따라 조정) |
| 실 구성 | 코아사(Core Spun), 스판사(Textured Polyester)와 최적 조합 |
| 최대 봉제 속도 | 5,500 ~ 8,500 spm (기종 및 냉각 장치 유무에 따름) |
| 적합 원단 중량 | 중량 니트(250~400g/㎡), 스트레치 데님(10~14oz) |
| 실 장력 (Towa 기준) | 본봉 기준 25 ~ 35gf (원단 및 실 번수에 따라 가변) |
¶ 주요 적용 분야
봉제 현장에서 미디엄 볼 포인트 (SUK) 바늘은 원단 손상이 곧 제품 불량으로 이어지는 고탄성 및 중량물 공정에 투입됩니다.
- 스포츠웨어 및 액티브웨어:
- Lululemon, Nike 등 고중량 인터록(Interlock) 원단의 레깅스 합봉.
- 기모가 있는 스웨트셔츠(Sweatshirt) 및 후디의 오버록 공정.
- 데님 및 워크웨어:
- 라이크라(Lycra)가 혼용된 스트레치 데님의 가랑이(Crotch) 및 인심(Inseam) 봉제.
- 신축성이 있는 캔버스 소재의 보강 박음.
- 이너웨어 및 파운데이션:
- 파워넷(Power net) 소재의 보정 속옷 합봉.
- 두꺼운 밴드(Elastic Band) 부착 공정.
- 자동차 및 산업용:
- 자동차 시트의 니트 라이닝 및 헤드라이너 봉제.
- 네오프렌(Neoprene) 소재의 잠수복 및 보호 장구.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
-
니들 커팅 (Needle Cutting/Holes)
- 현상: 봉제 후 원단을 당기면 바늘 구멍이 터지거나 세탁 후 구멍이 커짐.
- 원인: R 포인트 사용 또는 바늘 끝 마모로 인한 섬유 절단.
- 해결: 미디엄 볼 포인트 (SUK) 포인트로 교체하고, 바늘 호수를 한 단계 낮춤(예: #14 → #11). 바늘 끝을 입술이나 손등에 대어보아 거칠면 즉시 교체.
-
땀뜀 (Skipped Stitches)
- 현상: 둥근 바늘 끝이 원단을 밀어낼 때 발생하는 저항으로 바늘이 휘어 루퍼가 실을 채지 못함.
- 원인: 바늘과 루퍼 사이의 간극(Clearance) 과다 또는 바늘 휨.
- 해결: 바늘 가드(Needle Guard)를 조정하여 간극을 0.05mm 이하로 설정하고, 강성이 높은 SERV7 사양의 미디엄 볼 포인트 (SUK) 바늘 사용.
-
열 손상 (Needle Heat Damage)
- 현상: 고속 봉제 시 마찰열로 인해 합성섬유가 녹아 바늘 눈에 눌어붙음.
- 원인: 미디엄 볼 포인트 (SUK) 포인트의 넓은 표면적과 고속 회전의 마찰.
- 해결: 바늘 냉각 장치(Needle Cooler) 설치, 실리콘 오일(SF Oil) 사용, 또는 마찰 계수가 낮은 테플론/티타늄 코팅 바늘 사용.
-
원단 밀림 (Puckering)
- 현상: 바늘이 침투할 때 원단 조직을 과도하게 밀어내어 봉제선이 우는 현상.
- 원인: 침판(Needle Plate) 구멍이 너무 커서 원단이 침판 아래로 빨려 들어감.
- 해결: 바늘 직경에 맞는 소구경 침판(예: 1.2mm ~ 1.5mm)으로 교체하고 노루발 압력을 1.5~2.0kgf로 최적화.
-
실 끊어짐 (Thread Breakage)
- 현상: 바늘 끝의 저항으로 인해 실의 장력이 순간적으로 급증하여 단사 발생.
- 원인: 바늘 눈(Eye) 내부의 거칠기 또는 부적절한 실 선택.
- 해결: 티타늄 코팅(PD)된 미디엄 볼 포인트 (SUK) 바늘을 사용하거나 바늘 눈이 큰 SERV7 사양 적용.
¶ 품질 검사 및 관리 기준
- 니들 로그(Needle Log) 관리: 매 작업 교대 전 바늘 끝을 점검하고, 파손 시 파편을 100% 회수하여 자석 검침기를 통과해야 합니다.
- 스트레치 테스트 (Stretch Test): 봉제된 부위를 최대 탄성까지 당겨 원단 실이 끊어지는 소리(Pop)가 나는지 확인합니다. (일명 'Pop Test')
- 확대경 검사 (Pick Glass): 무작위 샘플링을 통해 바늘 구멍 주위의 루프(Loop) 손상 여부를 10배율 확대경으로 전수 조사합니다.
- 세탁 견뢰도 확인: 가공 공장이 있는 경우, 세탁 후 바늘 구멍이 '런(Run)' 현상으로 번지지 않는지 AQL 1.5 기준으로 검사합니다.
- 바늘 교체 주기: 고속 라인 기준, 외관상 결함이 없더라도 4~8시간 작업 후 정기 교체를 권장합니다.
¶ 현장 은어 및 국가별 명칭
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 미디엄 볼 포인트 (SUK) / 볼바늘 | SUK Baneul | 현장에서 가장 보편적으로 통용 |
| 일본어 (JP) | 中ボール / 丸針 | Chu-boru / Marubari | '중볼' 또는 '둥근 바늘'이라는 의미 |
| 베트남어 (VN) | Kim đầu bi trung | Kim dau bi trung | '중간 크기 볼 포인트 바늘'의 직역 |
| 중국어 (CN) | 中圆嘴针 / 针尖FG | Zhōng yuán zuǐ zhēn | '중원취침' 또는 포인트 코드 FG 사용 |
| 영어 (EN) | Medium Ball Point | Medium Ball Point | 공식 기술 명칭 |
¶ 장비 세팅 가이드
- 바늘-루퍼 타이밍: 미디엄 볼 포인트 (SUK) 바늘은 원단 관통 시 저항이 크므로 바늘의 '플래깅(Flagging, 원단 출렁임)'이 심할 수 있습니다. 이를 방지하기 위해 바늘 가드를 평소보다 타이트하게 설정하십시오.
- 침판(Needle Plate) 선택: 니트 봉제 시에는 침판 구멍(Hole)의 크기가 바늘 직경보다 약 0.2~0.3mm 정도만 큰 것을 사용하여 원단 함몰을 방지합니다.
- 차동 이송(Differential Feed) 조정: 미디엄 볼 포인트 (SUK) 바늘을 사용하는 니트 공정에서는 원단이 늘어나기 쉬우므로, 차동 레버를 'Gathering(모음)' 방향으로 1.1~1.3배 설정하여 봉제 부위의 평탄도를 유지합니다.
- 실 장력(Tension): 볼 포인트 바늘은 조직을 밀어내며 공간을 확보하므로, 실 장력을 평소보다 약 10% 정도 완화하여 원단 수축(Shrinkage)을 예방합니다. Towa 장력계 기준 밑실 장력은 25~30gf가 적당합니다.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- SES (Small Ball Point): 얇은 싱글 저지나 티셔츠용 니트에 사용되는 작은 볼 포인트.
- SKF (Heavy Ball Point): 아주 굵은 탄성사나 거친 니트 조직에 사용되는 큰 볼 포인트.
- 니들 커팅 (Needle Cutting): 바늘에 의해 원단 조직이 손상되는 현상으로 미디엄 볼 포인트 (SUK) 사용의 주된 이유.
- 차동 이송 (Differential Feed): 니트 봉제 시 원단의 신축을 제어하는 장치.
- SERV7: 고속 봉제 시 바늘의 휨과 땀뜀을 방지하기 위해 보강된 특수 바늘 형상.
¶ 국가별 공장 실무 비교 및 노하우
봉제 현장에서 미디엄 볼 포인트 (SUK)의 운용은 국가별 공장 환경에 따라 미세한 차이를 보입니다. 20년 경력의 기술자 관점에서 본 국가별 특징은 다음과 같습니다.
- 한국 공장 (High-End 위주): 한국 내수 및 고가 수출 라인에서는 바늘의 브랜드 신뢰도를 매우 중시합니다. 주로 Groz-Beckert의 'FFG/SUK' 혼용 규격을 선호하며, 바늘 끝의 미세한 마모도 허용하지 않는 엄격한 교체 주기를 가집니다. 특히 무봉제(Bonding)와 봉제가 혼합된 하이브리드 공정에서 미디엄 볼 포인트 (SUK)의 정밀한 침투력을 활용합니다.
- 베트남 공장 (대량 생산 및 스포츠웨어): 아디다스, 룰루레몬 등 글로벌 브랜드의 메인 생산 기지인 베트남에서는 '바늘 발열' 관리가 핵심입니다. 미디엄 볼 포인트 (SUK)는 R 포인트보다 마찰 면적이 넓어 열 발생이 심하므로, 베트남 현지 기술자들은 바늘 눈(Eye) 부위가 특수 설계된 바늘을 선호하며, 공장 전체에 중앙 집중식 실리콘 오일 공급 장치를 가동하는 경우가 많습니다.
- 중국 공장 (속도 및 원가 경쟁): 중국 공장은 세계에서 가장 높은 spm(Stitches Per Minute)으로 기계를 가동합니다. 8,500spm 이상의 초고속 오버록 공정에서 미디엄 볼 포인트 (SUK) 바늘이 부러지는 사고를 막기 위해, 바늘 허리(Shank)가 보강된 특수 사양을 주문 제작하여 사용하기도 합니다.
¶ 바늘 코팅 기술과의 결합 (Advanced Technology)
미디엄 볼 포인트 (SUK) 포인트는 그 형상적 특성상 고속 봉제 시 원단과의 마찰 저항이 큽니다. 이를 극복하기 위해 최신 제조 공정에서는 다음과 같은 코팅 기술이 결합됩니다.
- GEBEDUR (Titanium Nitride Coating): 바늘 표면에 질화티타늄을 코팅하여 경도를 높이고 마모를 줄입니다. 미디엄 볼 포인트 (SUK)의 둥근 끝부분이 마모되어 날카로워지는 현상을 지연시켜 니들 커팅 방지 효과를 장기간 유지합니다. 금색을 띠는 것이 특징입니다.
- Chrome Coating: 가장 일반적인 코팅으로, 열 전도율이 좋아 마찰열을 빠르게 분산시킵니다. 합성섬유 봉제 시 원단이 바늘에 눌어붙음.
- PD (Non-stick) Coating: 특수 폴리머 코팅을 통해 접착 성분이 있는 원단(예: 라미네이팅 원단, 벨크로 부착 공정) 봉제 시 바늘 눈이 막히는 것을 방지합니다.
¶ 실전 트러블슈팅 심화: "이런 증상이면 여기를 먼저 확인하라"
현장에서 발생하는 미디엄 볼 포인트 (SUK) 관련 문제에 대한 즉각적인 대응 가이드입니다.
-
증상: 특정 구간에서만 원단 실이 튐(Snagging)
- 체크포인트: 바늘 끝이 아니라 '침판 구멍의 가장자리'를 확인하십시오. 미디엄 볼 포인트 (SUK) 바늘이 하강할 때 원단을 밀어내면서 침판 구멍 벽면에 원단이 강하게 밀착됩니다. 이때 침판 구멍에 미세한 흠집(Burr)이 있으면 원단 실이 걸려 터지게 됩니다.
- 조치: 고운 사포(1200방 이상)로 침판 구멍 내부를 연마하거나 침판을 교체하십시오.
-
증상: 봉제선이 지그재그로 흔들림 (Wavering Seam)
- 체크포인트: 바늘 번수가 원단 두께에 비해 너무 굵지 않은지 확인하십시오. 미디엄 볼 포인트 (SUK)는 끝이 뭉툭하여 굵은 바늘을 쓸 경우 원단 조직을 밀어내는 힘이 과도해져 바늘이 경로를 이탈할 수 있습니다.
- 조치: 바늘 번수를 한 단계 낮추고(#11 → #9), 대신 실의 강도가 높은 코아사를 사용하여 인장 강도를 보완하십시오.
-
증상: 고속 작업 시 실이 보풀처럼 일어남 (Fraying)
- 체크포인트: 바늘 눈(Eye)의 크기와 실의 굵기 조화를 확인하십시오. 미디엄 볼 포인트 (SUK) 바늘 중 일부 저가형은 눈 내부 마감이 거칠 수 있습니다.
- 조치: 바늘 눈이 매끄럽게 가공된 고품질 바늘(예: Schmetz SERV7 시리즈)로 교체하고, 실의 꼬임(Twist) 방향이 기계 사양과 맞는지 확인하십시오.
¶ 바늘 구조와 SUK 포인트의 상관관계 (Anatomy)
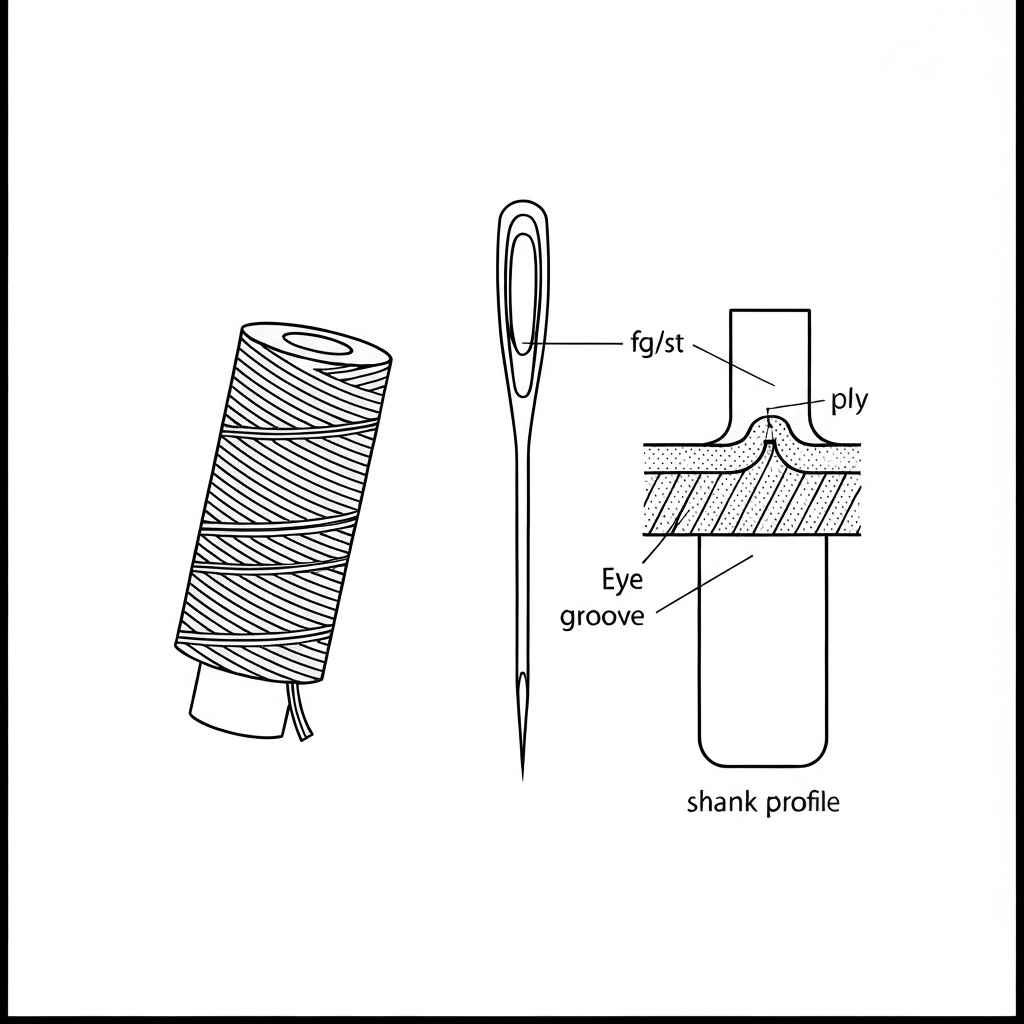
미디엄 볼 포인트 (SUK)의 성능은 단순히 끝부분의 형상뿐만 아니라 바늘의 전체적인 구조와 유기적으로 결합되어 있습니다.
- 바늘 눈(Eye): SUK 바늘은 주로 신축성 있는 실(Textured Polyester)을 사용하므로, 실의 마찰을 최소화하기 위해 눈의 내부가 일반 바늘보다 더 매끄럽게 연마되어 있습니다.
- 스카프(Scarf): 루퍼(Looper)가 실을 채가는 홈인 스카프 부위는 SUK 바늘에서 특히 중요합니다. 원단을 밀어내며 발생하는 바늘의 미세한 떨림에도 불구하고 루퍼가 정확히 실을 채갈 수 있도록 설계되어야 합니다.
- 블레이드(Blade): 바늘의 몸체인 블레이드는 원단 관통 시의 저항을 견디기 위해 테이퍼(Taper) 구조를 가지며, 이는 SUK 포인트가 확보한 공간을 효율적으로 통과하게 돕습니다.
¶ 원단별 바늘 포인트 적합성 매트릭스
| 원단 유형 | 권장 포인트 | 이유 |
|---|---|---|
| 싱글 저지 (Thin) | SES (Small Ball) | 조직이 촘촘하여 작은 볼 포인트로도 충분함 |
| 인터록 / 리브 (Medium) | SUK (Medium Ball) | 조직이 두껍고 사(Yarn)의 굵기가 있어 더 큰 곡률 필요 |
| 파워넷 / 라셀 (High Stretch) | SUK (Medium Ball) | 엘라스테인 함량이 높아 섬유 절단 시 즉시 런(Run) 발생 |
| 스트레치 데님 (12oz 이상) | SUK (Medium Ball) | 굵은 면사와 고무사가 혼용되어 강력한 밀어내기 필요 |
| 플리스 / 기모 원단 | SUK (Medium Ball) | 기모 층을 통과할 때 섬유 엉킴을 방지 |
¶ 유지보수 및 보관 가이드 (Maintenance)
- 방청 관리: 볼 포인트 바늘은 끝이 둥글어 미세한 부식(Rust)이 발생해도 원단 사(Yarn)를 낚아채는 '스내깅(Snagging)'의 원인이 됩니다. 습도가 높은 베트남, 인도네시아 공장에서는 반드시 밀봉 보관해야 합니다.
- 자석 검침기 대응: SUK 바늘은 고중량물 봉제 시 파손 빈도가 높습니다. 파손된 바늘 조각은 반드시 '니들 로그'에 부착하여 관리하며, 완제품은 1.0mm 이상의 철편을 감지할 수 있는 컨베이어형 검침기를 통과해야 합니다.
- 바늘 끝 검사법: 현장 반장들은 돋보기가 없을 때 바늘 끝을 자신의 손톱 위에 가볍게 긁어봅니다. 매끄럽게 미끄러지지 않고 손톱에 걸리는 느낌이 난다면, 이는 SUK 포인트가 마모되어 '버(Burr)'가 생겼다는 신호이므로 즉시 교체해야 합니다.