

후라시 (Flap Detail / フラシ / mép lật / 翻边)
¶ 개요
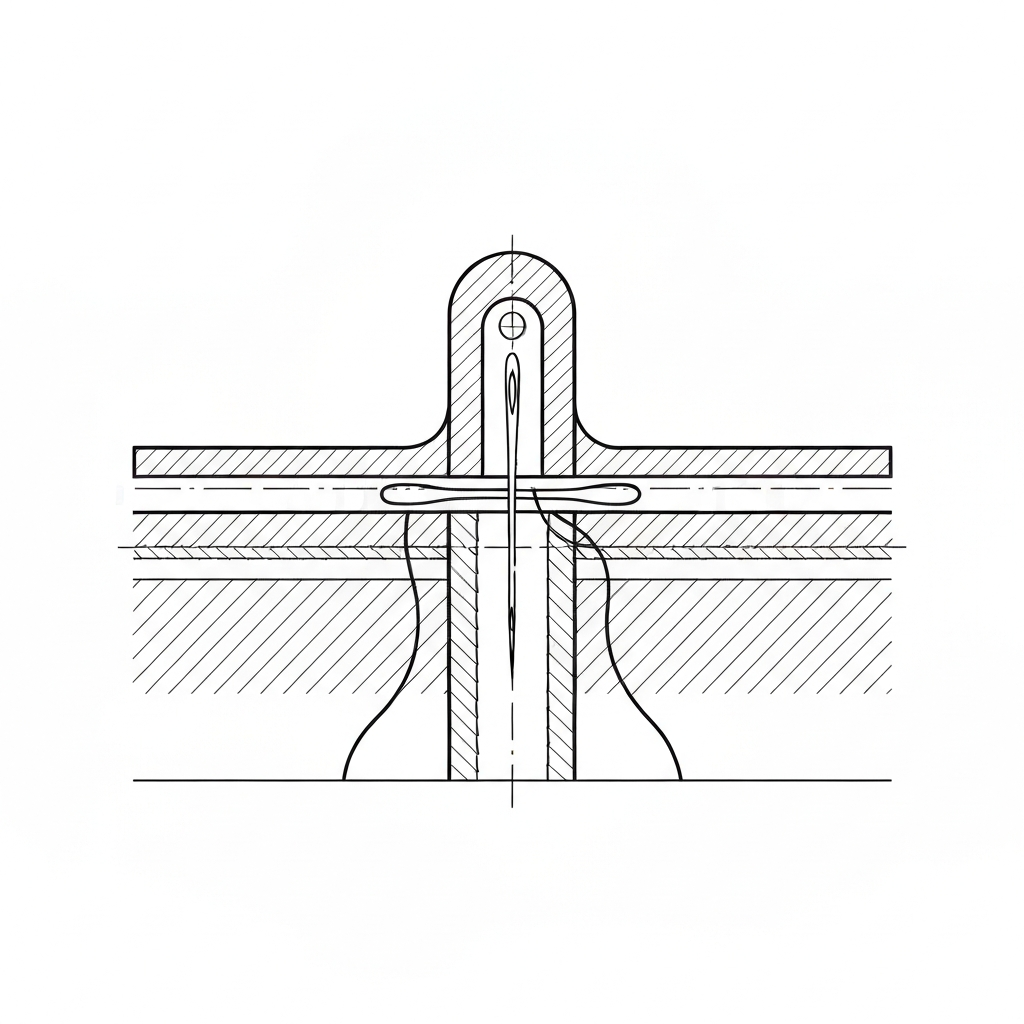
후라시(Flap Detail)는 의류 제조 공정에서 원단의 한쪽 끝을 몸판에 완전히 밀착시켜 봉제하지 않고, 일정 부분을 자유롭게 떠 있게(Floating) 만드는 설계 방식 또는 그 부속 전체를 의미한다. 일본어 '플러시(フラシ, Furashi)'에서 유래된 현장 용어로, 영어권에서는 'Flap', 'Loose-hanging detail', 또는 'Free-hanging'으로 표현된다. 주로 트렌치코트의 스톰 플랩(Storm Flap), 아웃도어 의류의 벤틸레이션(Ventilation) 구조, 안감의 하단 처리 등에서 광범위하게 활용된다.
물리적 메커니즘 관점에서 후라시는 중력과 원단의 강성(Stiffness)을 이용한 설계다. 고정된 상단부(Anchor Point)에서부터 자유단(Free End)까지의 거리에 따라 원단의 드레이프(Drape)가 결정되며, 이는 의류의 동적 실루엣을 형성하는 핵심 요소다. 일반적인 고정 봉제(Closed Seam)와 달리, 후라시는 원단 사이에 공기층을 형성하여 투습성을 높이거나, 착용자의 움직임에 따라 원단이 독립적으로 반응하게 하여 활동 편의성을 극대화한다.
산업 현장에서 후라시 기법의 선택 기준은 크게 세 가지다. 첫째, 기능적 요구(방수, 통기)가 있는가? 둘째, 디자인적 입체감이 필요한가? 셋째, 안감과 겉감의 수축률 차이로 인한 울음 현상을 방지해야 하는가? 특히 고급 맞춤복이나 고가의 아웃도어 브랜드에서는 단순한 레이어링보다 공임이 높더라도 후라시 공정을 택하여 제품의 완성도와 기술적 가치를 증명한다.
¶ 정의 및 기술적 특징
후라시는 단순히 원단을 겹치는 레이어링(Layering)과는 차이가 있다. 물리적으로 상단부나 특정 지점만 ISO 4915 Class 301(본봉) 스티치로 고정하고, 나머지 부분은 중력에 의해 자연스럽게 아래로 떨어지거나 입체감을 형성하도록 설계한다.
기계적 작동 원리를 살펴보면, 봉제 시 바늘실(Needle Thread)과 밑실(Bobbin Thread)의 결절점이 원단 내부에서 완벽한 균형을 이루어야 한다. 만약 장력이 한쪽으로 치우치면 후라시 끝단이 몸판 쪽으로 말려 들어가거나(Smile Effect), 반대로 바깥으로 뒤집히는 현상이 발생한다. 이는 원단의 조직(Weave)과 실의 수축률이 상호작용하는 결과로, 봉제 기술자는 원단의 특성에 맞춰 송곳(Awl)이나 가이드 노루발을 사용하여 미세한 이송량을 조절해야 한다.
- 기능적 목적: 통기성 확보, 활동성 증대(여유분 확보), 방수 성능 향상(비가 흘러내리게 유도).
- 디자인적 목적: 의류의 입체적 실루엣 구현, 색상 대비(Contrast) 효과, 시각적 무게감 부여.
- 구조적 특징: 안감(Lining) 공정에서 겉감의 밑단과 안감의 밑단을 연결하지 않고 분리하는 '안감 후라시' 처리는 의류의 드레이프성을 극대화하는 고급 공정으로 분류된다.
봉제 산업의 역사적 배경을 보면, 후라시는 20세기 초 군복(특히 트렌치코트)의 방수 성능을 높이기 위해 어깨와 가슴에 덧댄 '건 패치(Gun Patch)'에서 발전했다. 이후 1970년대 기능성 아웃도어 의류가 보급되면서 벤틸레이션 목적으로 정착되었으며, 현대에 이르러서는 여성복의 페플럼(Peplum)이나 복잡한 레이어드 디테일을 구현하는 핵심 기법으로 자리 잡았다.
한국, 베트남, 중국 공장 간의 현장 인식 차이도 존재한다. 한국 공장은 주로 '후라시'라는 용어를 사용하며 감성적인 실루엣과 시아게(다림질) 마감을 중시하는 반면, 베트남의 대형 OEM 공장에서는 'Flap' 또는 'Mép lật'으로 지칭하며 테크팩(Tech Pack)에 명시된 정확한 수치와 지그(Jig)를 활용한 표준화된 생산을 선호한다. 중국 공장(翻边)은 자동화 설비(Automatic Flap Setter) 도입률이 높아 대량 생산 시의 균일한 품질 확보에 강점을 보인다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (Lockstitch) | 가장 일반적인 고정 방식 |
| 권장 재봉기 | 1본침 본봉 재봉기 (Single Needle Lockstitch) | Juki DDL-9000C, Brother S-7300A 등 |
| 바늘 시스템 | DB×1 (직물용 #9~#14), DP×5 (후물용 #16~#19) | 원단 두께에 따라 선정 |
| 스티치 밀도 (SPI) | 10 - 14 SPI (땀수: 1.8mm ~ 2.5mm) | 외관 노출 부위는 고밀도 권장 |
| 최대 봉제 속도 | 4,000 ~ 5,000 spm | 실제 생산 시 3,500 spm 권장 |
| 실(Thread) 사양 | 코아사(Core Spun) 40/2 또는 60/3 | 강도와 광택 고려 |
| 노루발(Foot) | 단뜨기 노루발(Compensating Foot), 테플론 노루발 | 스티치 간격 유지 및 밀림 방지 |
| 밑실 장력 (Towa) | 25 ~ 35g (표준 직물 기준) | Towa 장력계 측정값 기준 |
| 바늘실 장력 | 100 ~ 120g | 원단 두께 및 실 번수에 따라 조정 |
| 프레싱 온도 | 130°C ~ 150°C | 합성섬유는 저온(110°C) 권장 |
| 이송 톱니 높이 | 0.8mm ~ 1.2mm | 원단 두께에 따라 가변적 세팅 |
¶ 주요 적용 분야
- 아우터웨어 (Outerwear): - 트렌치코트: 가슴 부위의 건 패치(Gun Patch), 등판의 스톰 플랩(Storm Flap). - 윈드브레이커: 등판 및 겨드랑이 부위의 메쉬 결합형 벤틸레이션 플랩.
- 하의 (Bottoms): - 스커트/슬랙스: 안감 하단을 겉감과 분리하여 띄우는 방식 (안감 후라시). - 카고 팬츠: 입체 포켓의 덮개(Pocket Flap) 상단 고정부.
- 가방 및 잡화: - 메신저 백: 메인 덮개와 몸판의 연결부. - 백팩: 레인 커버 수납부 또는 장식용 레이어드 패널.
- 특수복: - 소방복/작업복: 열기 배출을 위한 등판 개방형 구조.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 퍼커링 (Puckering) - 원인: 고정 부위의 실 장력이 너무 강하거나 상하 이송 불균형 발생. - 해결: 실 장력을 완화하고, 노루발 압력을 낮추며, 필요 시 차동 이송(Differential Feed) 기능을 활용함. 현장 노하우: 얇은 원단일 경우 바늘판(Needle Plate)의 구멍이 작은 것을 사용하여 원단 박힘을 방지한다.
- 플랩 뒤집힘 (Flap Curling) - 원인: 겉감과 안단(Facing)의 수축률 차이 또는 심지(Interlining) 접착 불량. - 해결: 수축률이 동일한 원단을 사용하고, 고품질 접착 심지를 사용하여 프레스 공정을 강화함. 현장 노하우: 플랩 끝단에 1mm 정도의 '이세(Ease, 여유분)'를 주어 봉제하면 안쪽으로 자연스럽게 감긴다.
- 시접 노출 (Raw Edge Exposure) - 원인: 후라시 끝단 마감 처리(Overlock 또는 Binding) 미흡. - 해결: 끝단을 해리(Binding) 처리하거나, 시접을 안으로 완전히 꺾어 박는 '말아박기' 공정 추가.
- 좌우 비대칭 (Asymmetry) - 원인: 재단 시 노치(Notch) 표시 오류 또는 봉제 시 원단 밀림. - 해결: 가이드 노루발을 사용하여 고정 위치를 정밀하게 제어하고, 재단물 검사를 강화함.
- 고정부 터짐 (Attachment Failure) - 원인: 하중이 집중되는 플랩 양 끝단의 도매(Bartack) 부족. - 해결: 시작과 끝 지점에 3회 이상의 되박음질을 실시하거나, 전용 바택기(Juki LK-1900 등)로 보강 봉제.
- 오일 오염 (Oil Stain) - 원인: 고속 봉제 시 바늘대에서 비산되는 오일이 노출된 플랩에 부착. - 해결: 세미 드라이(Semi-dry) 타입 재봉기 사용 및 오일 실(Oil Seal) 점검.
- 샤이닝 현상 (Shining/Moire) - 원인: 후라시 형태를 잡기 위한 최종 프레싱 시 과도한 압력과 온도. - 해결: 다림질 포(Pressing Cloth)를 사용하고, 스팀 분사 후 즉시 냉각(Vacuum) 과정을 거친다.
¶ 품질 검사 기준 (QC Standards)
- 치수 정밀도: 설계 도면 대비 플랩의 길이 및 위치 편차가 ±2mm 이내일 것. (고급 복종은 ±1mm 준수)
- 평탄도 (Flatness): 봉제 후 플랩이 울거나 특정 방향으로 휘지 않고 몸판 위에 자연스럽게 안착되어야 함.
- 스티치 일관성: 상침(Topstitch)의 간격이 일정하며, 땀뜀(Skipped Stitch)이나 실 끊김이 없을 것.
- 마감 상태: 후라시 안쪽의 시접이 외부에서 보이지 않아야 하며, 실밥 제거(Trimming)가 완벽할 것.
- 강도 테스트: 플랩을 인위적으로 당겼을 때 고정 부위의 원단 미어짐이나 실 터짐이 발생하지 않아야 함. (인장 강도 테스트 시 최소 15kgf 이상 견뎌야 함 - 복종별 상이)
- 대칭성: 좌우 쌍으로 존재하는 후라시(예: 가슴 포켓 플랩)의 경우, 지면으로부터의 높이와 각도가 완벽히 일치해야 함.
¶ 현장 은어 및 관련 용어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 후라시 | 일본어 'フラシ'에서 유래. 띄워져 있는 모든 디테일을 통칭. |
| 한국어 | 날개 | 주로 등판이나 가슴의 큰 플랩을 지칭하는 현장 용어. |
| 일본어 | 浮かし (Ukashi) | 원단을 띄워서 봉제하는 기법 자체를 의미. |
| 베트남어 | Mép lật / Chi tiết rời | 덮개 또는 몸판에서 분리된 디테일. |
| 중국어 | 翻边 (Fān biān) / 活页 (Huó yè) | 뒤집힌 가장자리 또는 책장처럼 넘겨지는 디테일. |
| 공통 | 시아게 (Finish) | 후라시 형태를 잡기 위한 최종 아이롱(Pressing) 작업. |
| 현장용어 | 덴비 | 후라시 안쪽의 덧댐 천(Facing)을 의미하기도 함. |
¶ 장비 세팅 및 공정 가이드
- 장력 밸런스: 후라시는 양면이 노출되는 경우가 많으므로 바늘실과 밑실의 결절점이 원단 정중앙에 위치하도록 5:5 장력을 유지한다. Towa 장력계 기준 밑실 30g 내외가 가장 안정적이다.
- 심지 선택: 플랩의 형태 유지를 위해 직물 심지(Woven Interlining)를 주로 사용하며, 끝단에는 스테이 테이프(Stay Tape)를 부착하여 늘어남을 방지한다. 심지 부착 시 온도는 140°C, 압력 3-4kg/cm², 시간 12-15초를 표준으로 한다.
- 이송 톱니 조정: 얇은 원단의 경우 톱니 높이를 0.8mm 이하로 낮추어 원단 손상을 방지하고, 두꺼운 원단은 1.2mm 정도로 높여 이송력을 확보한다.
- 프레스 공정: 봉제 전 플랩의 형태를 미리 꺾어 다리는 '선다림질' 공정을 거치면 봉제 정밀도가 비약적으로 향상된다. 특히 곡선형 후라시는 알루미늄 형틀(Template)을 사용한 프레싱이 필수적이다.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목 (Related Topics)
- 바택 (Bartack): 후라시의 하중을 견디기 위한 필수 보강 공정.
- 심지 (Interlining): 플랩의 보형성을 결정짓는 핵심 부자재.
- 상침 (Topstitch): 플랩 가장자리의 장식 및 형태 고정 스티치.
- 해리 (Binding): 시접 마감 기법 중 하나로 후라시 디테일에서 자주 사용됨.
- ISO 4915: 산업용 스티치 분류 국제 표준.
¶ 국가별 공장 실무 및 공정 차이
후라시 공정은 국가별 숙련도와 생산 시스템에 따라 접근 방식이 다르다.
- 한국 (Korea): 고부가가치 소량 생산 위주로, 기술자의 숙련된 '손맛'에 의존하는 경향이 크다. 후라시의 끝단 처리를 수작업으로 깎아내는 '나나메(사선) 컷'이나 미세한 이세 조절을 통해 입체감을 살리는 데 탁월하다. 주로 '후라시'라는 용어가 완전히 정착되어 있다.
- 베트남 (Vietnam): 대형 OEM 공장이 주를 이루며, 테크팩(Tech Pack)의 지시사항을 엄격히 준수한다. 후라시 부착 위치를 잡기 위해 레이저 마킹기나 종이 패턴(Template)을 적극 활용한다. 공정 세분화가 잘 되어 있어, 플랩만 전문적으로 박는 라인이 별도로 존재하는 경우가 많다.
- 중국 (China): 자동화 설비 도입이 가장 빠르다. Juki APW-896과 같은 자동 포켓 플랩 부착기를 사용하여 후라시와 포켓을 동시에 처리하는 등 공정 효율화를 극대화한다. 현장에서는 '후오예(活页)'라는 용어를 사용하여 책장처럼 넘겨지는 모든 디테일을 관리한다.
¶ 자동화 및 특수 공정
최근 인건비 상승과 품질 균일화 요구에 따라 후라시 공정에도 자동화가 도입되고 있다. - 자동 플랩 재봉기 (Automatic Flap Setter): 미리 재단된 플랩을 지그에 끼우면 기계가 자동으로 끝단 마감과 상침을 수행한다. 이는 좌우 대칭 편차를 0.5mm 이내로 줄여준다. - 초음파 컷팅 (Ultrasonic Cutting): 합성 섬유의 경우 후라시 끝단을 오바로크나 바인딩 없이 초음파로 컷팅하여 올 풀림을 방지하고 단면을 깔끔하게 마감한다. 아웃도어 무봉제(Bonding) 의류에서 주로 사용된다. - 레이저 노칭 (Laser Notching): 몸판에 후라시 부착 위치를 표시할 때 초크 대신 레이저를 사용하여 원단 오염을 방지하고 정밀도를 높인다.
¶ 소재별 후라시 처리 가이드
원단의 물리적 성질에 따라 후라시 세팅은 완전히 달라져야 한다.
- 천연 가죽 (Leather): - 특징: 바늘 구멍이 남으므로 수정 봉제가 불가능함. - 세팅: 테플론 노루발 필수, SPI 8-10(거친 땀수) 권장, 양면 테이프로 임시 고정 후 봉제.
- 실크/쉬폰 (Silk/Chiffon): - 특징: 원단이 매우 얇아 퍼커링에 취약함. - 세팅: #7~#9 미세 바늘 사용, 7:3 또는 8:2의 약한 장력 세팅, 수용성 심지 활용.
- 헤비 캔버스 (Heavy Canvas): - 특징: 두께로 인해 고정 부위의 단차가 발생함. - 세팅: Juki LU-1508과 같은 상하송(Walking Foot) 재봉기 사용, 20/3 이상의 굵은 실 사용.
- 기능성 고어텍스 (Gore-Tex): - 특징: 봉제선 사이로 물이 샐 수 있음. - 세팅: 봉제 후 반드시 심 실링(Seam Sealing) 테이프 처리가 수반되어야 하며, 후라시 하단에 물 빠짐 구멍(Drainage Hole)을 설계해야 함.
¶ 실전 트러블슈팅 노하우 (Senior Technician's Tip)
"현장에서 후라시가 자꾸 뒤집힌다고 보고가 들어오면, 가장 먼저 심지의 결 방향(Grain Line)을 확인하십시오. 플랩의 겉감과 심지의 결 방향이 어긋나면 세탁 후 반드시 뒤틀림이 발생합니다. 또한, 최종 시아게(다림질) 단계에서 플랩을 몸판 쪽으로 너무 강하게 누르면 '아タリ(자국)'가 생겨 제품 가치가 떨어집니다. 이때는 반드시 얇은 종이나 전용 패드를 플랩 밑에 끼우고 스팀을 주어야 합니다. 만약 대량 생산 중에 좌우 비대칭이 발생한다면, 재봉기의 이송 톱니(Feed Dog) 수평이 깨졌을 확률이 90% 이상입니다. 왼쪽과 오른쪽 톱니의 높이가 미세하게 다르면 원단이 한쪽으로 휘어 들어오기 때문입니다. 또한, 고속 봉제 시 발생하는 바늘 열(Needle Heat)이 합성 섬유 플랩을 미세하게 수축시켜 끝단이 우는 경우도 빈번하므로, 반드시 냉각 에어 장치를 가동해야 합니다."
¶ 부자재 및 소모품 관리
후라시의 품질은 봉제 기계뿐만 아니라 소모품의 상태에 직결된다. - 바늘(Needle): 후라시 상침 시 바늘 끝이 미세하게 마모되면 원단 올을 튕겨 '실 걸림' 현상을 유발한다. 최소 4시간 가동 후 바늘 교체를 권장한다. - 북집(Bobbin Case): 밑실 장력의 일관성을 위해 판스프링에 먼지가 끼지 않도록 매일 에어 클리닝을 실시해야 한다. - 심지(Interlining): 보관 시 습도 50% 이하를 유지해야 접착력이 저하되지 않으며, 후라시의 보형성이 유지된다. 특히 수입 원단의 경우 현지 심지와의 상성 테스트(Peel Test)를 반드시 선행해야 한다.