
¶ 개요
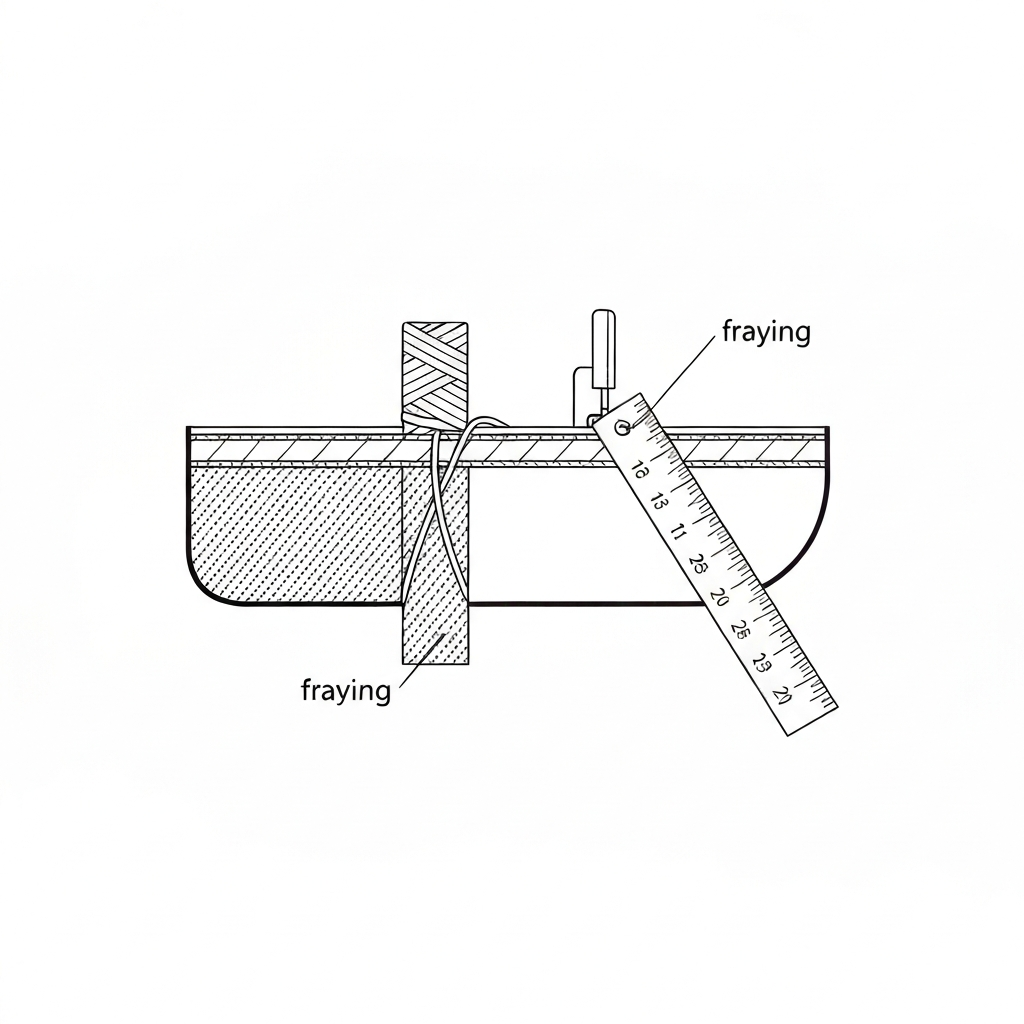
올풀림(Fraying)은 직물(Woven fabric)의 절단된 가장자리에서 경사(Warp)와 위사(Weft)를 구성하는 실이 외부의 기계적 마찰, 세탁, 또는 장력에 의해 격자 구조에서 이탈하여 풀려나가는 현상을 말한다. 이는 제품의 내구성을 저하시킬 뿐만 아니라, 봉제선(Seam)의 강도를 약화시켜 최종적으로 의류의 파손을 야기하는 중대한 품질 결함 요소이다. 현장에서는 일본어 유래어인 '호쯔레'라는 용어가 혼용되기도 한다.
산업 현장에서 올풀림은 단순히 외관상의 문제를 넘어 제품의 구조적 무결성(Structural Integrity)을 결정짓는 핵심 지표이다. 특히 고가의 럭셔리 브랜드나 고기능성 아웃도어 의류에서 올풀림은 브랜드 신뢰도와 직결되는 '치명적 결함(Critical Defect)'으로 간주된다. 물리적으로는 원단 절단면의 실들이 서로를 붙잡아주는 결속력(Cohesion)이 상실되면서 발생하며, 이는 원단의 조직 지수(Cover Factor)가 낮을수록 가속화된다.
현대 봉제 공정에서는 이를 방지하기 위해 단순한 오바로크를 넘어, 초음파 절단(Ultrasonic Cutting), 레이저 커팅(Laser Cutting), 그리고 화학적 수지 도포(Anti-fray Agent) 등 다양한 하이테크 솔루션이 도입되고 있다. 하지만 여전히 전 세계 봉제 공장의 80% 이상은 ISO 4915 규격의 스티치를 활용한 기계적 제어 방식에 의존하고 있으며, 이는 숙련된 기술자의 기계 세팅 능력(장력 조절, 칼날 관리 등)에 의해 품질이 결정된다. 올풀림 관리는 재단(Cutting) 직후부터 시작되어야 하며, 봉제 대기 시간 동안의 원단 이동 및 적재 방식까지 포함하는 포괄적인 공정 관리가 요구된다.
¶ 정의 및 물리적 메커니즘
물리적으로 올풀림은 실과 실 사이의 마찰력(Inter-yarn friction)이 외부에서 가해지는 응력(Stress)보다 작아질 때 발생한다. 특히 조직 밀도가 낮은 평직(Plain weave)이나 트윌(Twill), 혹은 표면이 매끄러운 필라멘트사로 제직된 원단에서 빈번하다. 이를 방지하기 위해 ISO 4915 규격에 따른 Class 500(오버록) 스티치로 가장자리를 감싸거나, 열 절단(Heat Cutting)을 통해 원사 끝단을 융착시키는 공정이 필수적이다.
올풀림의 기계적 메커니즘은 '전단 응력에 의한 이탈(Displacement by Shear Stress)'로 설명된다. 원단이 절단되면 가장자리의 실들은 한쪽 방향의 지지력을 잃게 된다. 이때 세탁기의 회전력이나 착용자의 움직임에 의한 마찰이 가해지면, 실과 실 사이의 교차점(Crossover points)에서 발생하는 정적 마찰력이 동적 마찰력으로 전환되며 실이 미끄러져 나오게 된다.
- 조직적 특성: 평직(Plain)은 교차점이 많아 올풀림에 강한 편이나, 사틴(Satin)이나 바스켓(Basket) 조직은 실의 부유(Float) 길이가 길어 올풀림에 매우 취약하다.
- 원사 구조: 꼬임(Twist)이 적은 필라멘트사는 표면이 매끄러워 마찰 계수가 낮으므로, 방적사(Spun Yarn)보다 올풀림이 훨씬 쉽게 일어난다.
- 현장 인식 차이: - 한국 공장: '마감의 정교함'을 중시하여 시접의 폭(Seam Allowance)과 오바로크 땀수의 균일성을 엄격히 관리한다. '도메(Backtacking)' 처리를 통해 올풀림의 시작점을 원천 차단하는 경향이 강하다. - 베트남 공장: 대량 생산 체제에서 '속도와 효율'을 중시하므로, 자동 사절 장치가 장착된 고속 오바로크 기계 세팅에 집중하며, 라인 QC(Quality Control)를 통해 실시간으로 절단면 상태를 점검한다. - 중국 공장: 원가 절감을 위해 시접 폭을 최소화하는 경향이 있으나, 최근에는 특수 템플릿(Template) 봉제를 도입하여 재단과 동시에 올풀림 방지 처리를 병행하는 자동화 공정이 확산되고 있다.
역사적으로 봉제 산업은 19세기 중반 오바로크 기계의 발명 이전까지 모든 시접을 손바느질(휘갑치기)로 마감해야 했으나, Merrow Machine Company의 기술 혁신 이후 대량 생산이 가능해지며 올풀림 제어 기술이 비약적으로 발전하였다.
¶ 기술 사양표
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 관련 스티치 분류 (ISO 4915) | Class 500 (Overedge), Class 600 (Cover), Class 516 (Safety) | 516은 본봉+오바 동시 수행 |
| 주요 방지 기계 유형 | 오바로크 (Overlock), 인터록 (Safety Stitch), 서징 (Serging Machine) | 서징은 단일 레이어 마감용 |
| 권장 주요 모델 | Juki MO-6814S, Pegasus M952, Brother S-7300A, Yamato AZ8000G | Juki MO-6700 시리즈 호환 가능 |
| 바늘 시스템 | DC×27 (표준), B-27 (고속), DB×1 (본봉), UY128GAS (커버스티치) | 원단 두께에 따라 #9 ~ #16 선택 |
| 일반 SPI 범위 | 10 - 18 SPI (박지: 14-18, 후지: 10-12) | 1인치당 땀수 기준 |
| 실 구성 | 1-Needle/3-Thread, 2-Needle/4-Thread, 2-Needle/5-Thread | 5실은 데님 등 중량물용 |
| 최대 봉제 속도 | 7,000 - 8,500 spm | 현장 권장 속도는 6,000 spm 내외 |
| Towa 장력 수치 | 바늘실: 20-30g, 루퍼실: 10-15g (미검증) | 원단 및 실 종류에 따라 상이 |
| 칼날 교체 주기 | 8시간 가동 기준 1회 점검 및 연마 | 초경합금 칼날 사용 시 연장 가능 |
| 오버록 폭 (Bight) | 3.5mm ~ 5.0mm (표준), 6.0mm 이상 (특수) | 칼날 위치 설정에 따름 |
¶ 적용 분야
- 의류 공정: 셔츠의 사이드 심(Side Seams), 바지의 가랑이(Crotch), 재킷의 암홀(Armhole) 등 원단 절단면이 노출되는 모든 내부 시접.
- 데님 및 워싱 의류: 격렬한 스톤 워싱(Stone Wash)이나 엔자임 워싱 공정 중 시접이 풀리는 것을 방지하기 위해 5실 인터록(Safety Stitch) 필수 적용.

- 가방 및 잡화: 백팩 내부 시접의 바인딩(Binding) 처리, 스트랩 끝단 보강, 지퍼 테이프 부착 부위의 원단 이탈 방지.

- 산업용 자재: 자동차 시트 커버 내부 접합부, 에어백 가장자리, 산업용 필터의 고정 부위.
- 스포츠웨어 및 기능성 의류: 고신축성 원단(Lycra, Spandex 혼방)의 경우, 일반적인 오바로크로는 올풀림과 터짐을 동시에 잡기 어렵다. 따라서 4실 오바로크(ISO 514)를 기본으로 하되, 무봉제(Seamless) 기법인 심실링(Seam Sealing) 테이프를 부착하기 전 단계에서 레이저 커팅을 통해 단면을 1차 융착시킨다. SPI는 16-20으로 촘촘하게 설정하여 원단 확장 시에도 실 사이로 올이 빠져나오지 않도록 한다.

- 고급 정장(Tailoring): 안감이 없는 언라이닝(Unlined) 재킷의 경우, 오바로크 대신 바이어스 테이프(Bias Tape)로 시접을 감싸는 '해리(Hong Kong Finish)' 처리를 한다. 이는 올풀림 방지 효과가 가장 뛰어나며 시각적으로도 고급스럽다. 이때 사용되는 실은 주로 80/3 또는 100/3 고강력 폴리에스테르사를 사용하여 두께감을 최소화한다.
- 가방 및 군용 장비: 코듀라(Cordura)나 고밀도 나일론 원단은 올풀림이 매우 심하다. 백팩의 어깨끈 연결부나 몰리(MOLLE) 시스템 부위는 올풀림 발생 시 인명 사고나 장비 분실로 이어질 수 있으므로, 재단면을 히팅 커터(Hot Knife)로 녹인 후 1인치당 42바늘 이상의 바택(Bar-tack) 보강 봉제를 실시한다.

- 아웃도어 텐트 및 타프: 실리콘 코팅된 립스탑(Ripstop) 원단은 바늘 구멍을 통해 올이 풀릴 수 있으므로, '쌈솔(Felled Seam)' 공법을 사용하여 절단면을 완전히 내부로 숨겨 봉제한다.

¶ 주요 결함 및 해결 가이드
- 오바로크 폭 부족 (Narrow Overlock Bight) - 원인: 상칼(Upper Knife) 설정이 너무 안쪽으로 되어 시접 여유분이 부족함. - 해결: 칼날 위치를 조정하여 원단 끝단과 바늘 사이의 거리를 확보(최소 3.5mm 이상).
- 스티치 땀뜀 (Skipped Stitches) - 원인: 바늘과 루퍼(Looper)의 타이밍 불일치로 실이 원단 끝을 감싸지 못함. - 해결: 바늘과 루퍼 사이의 간극(Clearance)을 0.05mm 이내로 재설정하고 바늘 끝 마모 확인.
- 칼날 마모에 의한 원단 씹힘 (Fabric Chewing) - 원인: 무딘 칼날이 원단을 깨끗하게 자르지 못하고 짓이기며 올을 강제로 풀어버림. - 해결: 상/하 칼날 세트를 즉시 교체하고 칼날의 압착 장력을 재조정.
- 장력 불균형 (Tension Imbalance) - 원인: 루퍼실이 너무 느슨하여 원단 끝단에 밀착되지 않고 루프가 형성됨. - 해결: 루퍼 장력 다이얼을 조여 실이 원단 끝을 단단히 홀딩하도록 설정.
- 열 절단 온도 부족 (Insufficient Heat Sealing) - 원인: 합성섬유 절단 시 히팅 커터 온도가 낮아 끝단 융착이 미흡함. - 해결: 원단 융점에 맞춰 커터 온도를 상향 조정하고 절단 속도를 일정하게 유지.
- 바늘 열에 의한 원사 손상 (Needle Heat Damage) - 원인: 고속 봉제 시 바늘 열로 인해 원사가 녹거나 끊어져 올풀림 유발. - 해결: 바늘 냉각 장치(Needle Cooler) 가동 및 실리콘 오일 공급 장치 점검.
[현장 노하우 - 실전 트러블슈팅] - "실 가이드(Thread Guide)를 확인하라": 장력이 일정치 않고 간헐적으로 올풀림이 발생한다면, 실이 지나가는 가이드 구멍에 미세한 흠집(Scratches)이 있는지 확인하십시오. 미세한 흠집이 실의 꼬임을 순간적으로 방해하여 루프 형성을 불완전하게 만듭니다. - "루퍼 끝단 연마": 루퍼 끝이 미세하게 마모되면 실을 낚아채는 타이밍이 어긋납니다. 고운 사포(1000번 이상)로 루퍼 끝을 부드럽게 연마하면 땀뜀으로 인한 올풀림을 90% 이상 해결할 수 있습니다. - "원단 이송 불량": 톱니(Feed Dog) 높이가 너무 낮으면 원단이 밀려 스티치가 뭉치게 되고, 이는 곧 해당 부위의 올풀림으로 이어집니다. 톱니 높이를 원단 두께의 0.8~1.0mm 위로 설정하십시오.
¶ 품질 검사 및 테스트 기준
- 육안 검사 (Visual Inspection): 봉제 라인 외부로 원단의 잔사(Loose yarns)가 1mm 이상 돌출되지 않아야 하며, 스티치가 원단 끝을 완전히 덮어야 함.
- 인장 테스트 (Grab Test): 시접 부위를 양옆으로 강하게 당겼을 때, 스티치 사이로 원단 조직이 벌어지거나 실이 빠져나오지 않아야 함 (ASTM D1683 준용).
- 미어짐 테스트 (Seam Slippage): 올풀림과 연계된 미어짐 현상을 측정하기 위해 일정 하중(예: 10kgf)에서 실의 밀림 정도를 측정 (ISO 13936-1 준용).
- 세탁 테스트 (Appearance After Wash): 바이어 지정 조건(예: 40°C, 5회 세탁) 후 시접의 올풀림 발생 여부 및 스티치 탈락 확인.
- AQL 기준: 기능적 결함(Major Defect)으로 분류. 올풀림으로 인해 원단에 구멍(Hole)이 발생할 가능성이 있을 경우 즉시 불합격 처리.
¶ 공장 실무 용어 및 은어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 올풀림 | Ol-pullim | 공식 표준 용어 |
| 한국어 (KR) | 호쯔레 | Hot-jeu-re | 일본어 'ほつれ'에서 유래된 현장 은어 |
| 한국어 (KR) | 오바 | O-ba | 오바로크(Overlock)의 줄임말 |
| 한국어 (KR) | 시다 | Si-da | 보조 작업자 (올풀림 잔사 제거 등 담당) |
| 일본어 (JP) | ほつれ | Hotsure | 실이 풀리거나 해지는 현상 |
| 베트남어 (VN) | Sổ sợi | So soi | 원단 끝의 실이 풀려나오는 상태 |
| 베트남어 (VN) | Vắt sổ | Vat so | 오바로크 공정을 의미 |
| 중국어 (CN) | 脱丝 | Tuosi | 직물의 실이 이탈하는 현상 |
| 중국어 (CN) | 散边 | Sanbian | 원단 가장자리가 흩어지는 현상 |
¶ 장비 세팅 및 공정 가이드
- 차동 피드(Differential Feed) 활용: 신축성이 있는 원단은 피드비를 1:1.2~1.5로 설정하여 원단이 늘어나면서 올이 풀리는 것을 방지하십시오. 반대로 우븐 원단이 울 경우(Puckering) 1:0.7~0.9로 조정합니다.
- 노루발 압력 조정: 원단 두께에 따라 노루발 압력을 최적화하여 이송 시 원단 조직이 흐트러지지 않게 고정하십시오. 너무 강하면 원단에 자국이 남고, 너무 약하면 올풀림 방지 스티치가 궤도를 이탈합니다.
- 실 선택 가이드: 올풀림이 심한 원단은 일반 면사보다 결속력이 강한 폴리에스테르 필라멘트사 또는 텍스처드사(Woolly Thread)를 루퍼실로 사용하십시오. 텍스처드사는 부풀어 오르는 성질이 있어 원단 단면을 더 조밀하게 덮어줍니다.
- 재단물 관리: 재단 후 봉제 대기 시간이 길어질 경우 이동 과정에서 올풀림이 발생하므로, 재단물 묶음(Bundle) 관리에 유의하십시오. 필요시 재단물 가장자리에 임시 고정 스프레이를 살포하기도 합니다.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- 오바로크 (Overlock): 원단 가장자리를 감싸 올풀림을 방지하는 가장 보편적인 기법.
- 바인딩 (Binding): 별도의 테이프(Tape)로 가장자리를 감싸 봉제하는 고사양 마감 방식.
- 미어짐 (Seam Slippage): 봉제선 부위의 실이 하중에 의해 옆으로 밀려나는 현상.
- 핑킹 (Pinking): 지그재그 가위로 절단하여 실이 풀리는 길이를 물리적으로 제한하는 방법.
- 도메 (Backtacking): 봉제 시작과 끝의 되돌아박기를 통해 스티치 풀림을 방지.
- 인터록 (Safety Stitch): 본봉과 오바로크가 동시에 이루어지는 고강도 올풀림 방지 스티치 (ISO 516).
¶ 원단별 올풀림 저항성 및 대응 전략
원단의 종류에 따라 올풀림에 대응하는 기술적 접근이 달라야 한다.
- 천연 섬유 (린넨, 실크): - 특성: 실의 마찰력이 매우 낮고 조직이 성김. - 전략: 시접 폭을 일반적인 1cm보다 넓은 1.5cm로 설정하고, 반드시 5실 인터록 또는 쌈솔 마감을 권장한다. 린넨의 경우 세탁 후 수축과 함께 올풀림이 심해지므로 프리워싱(Pre-washing) 후 봉제하는 것이 안전하다.
- 합성 섬유 (나일론, 폴리에스테르): - 특성: 열에 취약하나 융착이 가능함. - 전략: 초음파 커팅기(Ultrasonic Cutter)를 사용하여 재단과 동시에 단면을 녹여 붙인다. 봉제 시에는 바늘 열에 의한 '녹음 현상'을 방지하기 위해 실리콘 오일(Silicone Oil)을 실에 공급하는 장치를 반드시 가동해야 한다.
- 중량물 (데님, 캔버스): - 특성: 원사가 굵어 올 하나가 풀리면 큰 구멍으로 발전함. - 전략: 10-12 SPI의 낮은 땀수로 봉제하되, 실의 굵기를 Tex 60 이상의 고강력사로 선택하여 물리적인 억제력을 높인다.
¶ 화학적 및 열적 올풀림 방지 기법
기계적 봉제 외에 특수 공정에서 사용되는 방법들이다.
- Fray Check (수지 도포): 봉제가 불가능한 아주 좁은 부위나 단추 구멍(Buttonhole) 끝단에 액상 수지를 도포하여 실을 고정한다. 건조 후 투명해지며 세탁 후에도 유지력이 좋아야 한다.
- Hot Knife Cutting (열 절단): 웨빙(Webbing)이나 합성 로프 재단 시 사용한다. 칼날 온도를 300°C~500°C로 유지하여 절단면을 즉시 유리화(Vitrification)시킨다.
- Laser Cutting (레이저 절단): 복잡한 패턴의 레이스나 메쉬 원단에서 올풀림을 방지하는 가장 정교한 방법이다. 레이저의 열 에너지가 원사 끝단을 미세하게 녹여 결합시킨다.
¶ 패턴 설계 단계에서의 올풀림 방지 (Design for Manufacturing)
봉제 단계 이전인 패턴 설계에서 올풀림을 예방하는 노하우이다.
- 바이어스 재단 (Bias Cut): 원단을 식서(Grain line) 방향이 아닌 45도 각도로 재단하면, 실의 구조상 올풀림이 현격히 줄어든다. 드레이프성이 중요한 의류에서 주로 사용된다.
- 시접 여유분(Seam Allowance) 최적화: 올풀림이 심한 원단은 패턴상 시접을 12mm~15mm로 넉넉히 설계하여, 오바로크 칼날이 원단을 깎아내더라도 충분한 결속 면적을 확보하게 한다.
- 노치(Notch) 관리: 재단물 표시를 위한 노치를 너무 깊게 넣으면 해당 부위부터 올이 풀려 봉제선이 터지는 원인이 된다. 노치 깊이는 3mm 이내로 제한하거나 펜 마킹으로 대체한다.
¶ 글로벌 컴플라이언스 및 지속가능성
최근 ESG 경영 강화에 따라 올풀림 방지 공정에서도 환경적 요인이 고려된다. - 유해 물질 제한: 올풀림 방지용 수지(Anti-fray Agent) 사용 시 포름알데히드나 APEO 등 유해 물질이 포함되지 않은 친환경 인증(OEKO-TEX Standard 100) 제품을 사용해야 한다. - 내구성 강화: 올풀림 방지는 제품의 수명을 연장하여 의류 폐기물을 줄이는 '지속 가능한 패션'의 기술적 토대가 된다. 바이어들은 물리적 내구성 테스트 리포트를 통해 이를 검증한다.