
게이지 (Gauge / Cự ly kim / ゲージ)
¶ 개요
봉제 및 섬유 제조 산업에서 게이지(Gauge)는 장비의 정밀도와 제품의 규격을 결정하는 가장 핵심적인 기술 지표이다. 이는 크게 두 가지 정의로 나뉜다. 첫째, 다침(Multi-needle) 재봉기에서 인접한 두 바늘 중심 사이의 물리적 간격을 의미한다. 둘째, 편직(Knitting) 공정에서 침상(Needle Bed)의 단위 면적(1인치)당 배치된 바늘의 밀도를 나타낸다.
봉제 공정에서 게이지는 단순한 수치를 넘어 바늘(Needle), 노루발(Presser Foot), 이송 톱니(Feed Dog), 침판(Needle Plate)이 하나의 유닛으로 정밀하게 맞물려 작동하는 게이지 세트(Gauge Set)의 규격을 총칭한다. 이는 제품의 외관 디자인(스티치 라인의 평행도)뿐만 아니라, 시접의 구조적 강도와 원단의 이송 안정성을 결정하는 결정적인 사양이다. 고속 봉제 환경에서는 0.1mm의 오차만으로도 땀뜀, 실 끊김, 원단 손상 등의 중대 결함이 발생하므로 시니어 기술자의 정밀한 세팅과 관리가 필수적이다.
¶ 정의 및 메커니즘
¶ 2.1. 봉제 게이지 (Sewing Gauge)
이본봉(Double Needle), 삼봉(Interlock), 오바사(Feed-off-the-arm) 등 두 개 이상의 바늘을 사용하는 기종에서 바늘 중심 간의 거리를 의미한다. 국제적으로 인치(Inch) 단위를 표준으로 사용하며(예: 1/4", 1/8"), 이는 제품의 시접 처리 및 장식 스티치의 폭을 결정한다. ISO 4915 스티치 분류에 따른 주요 적용 범위는 다음과 같다.
- Class 301 (Double Needle Lockstitch): 두 줄의 본봉 스티치를 형성하며, 주로 셔츠의 앞단이나 가방 스트랩 등에 사용된다. 두 개의 북집(Bobbin Case)과 가마(Hook)가 독립적으로 작동해야 하므로 게이지 폭에 따른 하부 메커니즘의 정렬이 중요하다.
- Class 401 (Chainstitch): 고속 봉제 및 신축성이 필요한 부위의 병렬 체인 스티치이다. 루퍼(Looper)가 실 고리를 형성하며, 데님 인심(Inseam) 등 강한 내구성이 요구되는 부위에 적용된다.
- Class 406/600 (Coverstitch/Flatseamer): 원단 끝단 처리 및 평면 연결 봉제에 사용된다. 2침, 3침, 4침 등 다침 구성이 일반적이며, 바늘 사이의 간격이 제품의 신축성과 직결된다.
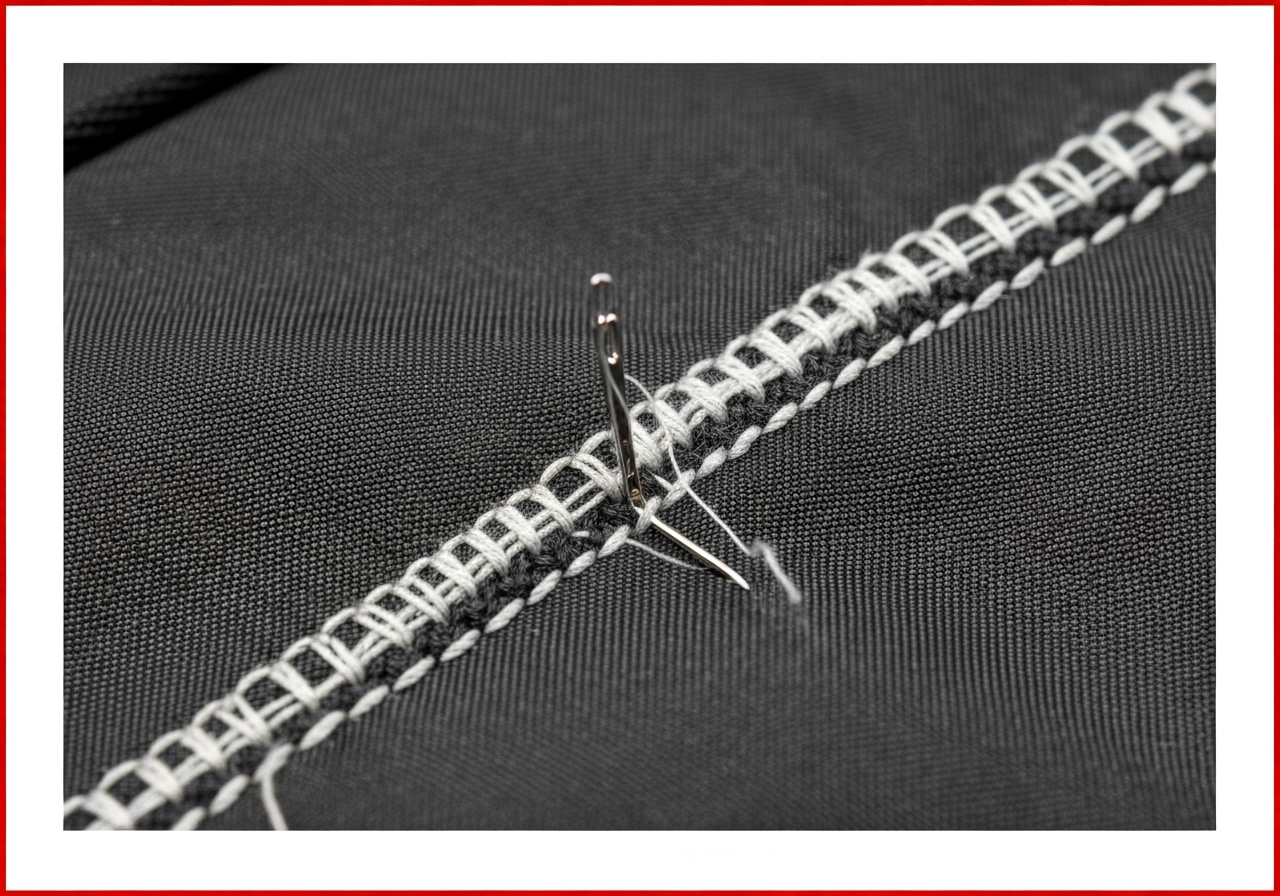
- Class 514 (4-Thread Overlock): 두 개의 바늘을 사용하여 오버록 스티치를 형성하며, 두 바늘 사이의 간격(통상 2.0mm ~ 2.2mm)이 스티치의 전체 폭과 강도를 결정한다.
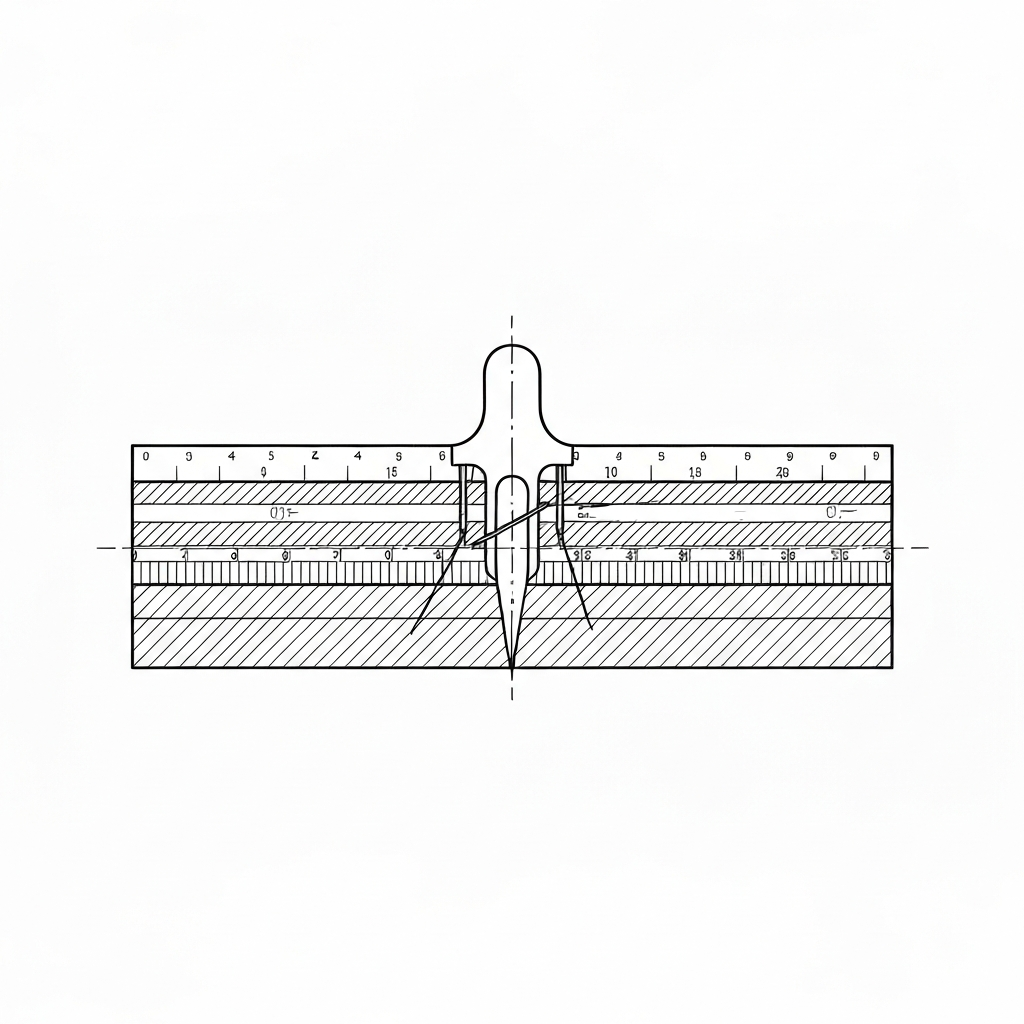
물리적·기계적 작동 원리: 게이지 봉제의 핵심은 '동시성'과 '대칭성'이다. 바늘대가 하강할 때, 모든 바늘은 각각의 실 고리(Loop)를 형성해야 한다. 이때 하부 메커니즘(가마 또는 루퍼)은 설정된 게이지 폭에 맞춰 정확히 정렬되어야 하며, 바늘과 루퍼 사이의 간극(Clearance)은 통상 0.05mm~0.1mm 사이로 유지되어야 한다. 게이지 폭이 넓어질수록 바늘대의 미세한 휨(Deflection)이 발생하기 쉬우며, 이는 곧바로 땀뜀(Skipped Stitch)으로 이어진다.
기계적 상호작용과 원단 거동: 바늘이 원단을 관통할 때, 게이지 폭 내의 원단은 두 바늘 사이에서 일시적인 인장 상태에 놓인다. 게이지가 좁을수록(예: 1/8") 두 바늘 사이의 원단 밀집도가 높아져 퍼커링(Puckering) 위험이 증가하며, 게이지가 넓을수록(예: 1/2") 원단이 이송 톱니 위에서 안정적으로 고정되지 못하고 들뜨는 '플래깅(Flagging)' 현상이 발생하기 쉽다. 따라서 게이지 세팅 시에는 단순히 바늘 간격만 맞추는 것이 아니라, 해당 폭에 최적화된 노루발의 압력과 톱니의 이송 궤적을 동시에 설계해야 한다.
유사 기법과의 비교 (Single vs Double Needle): 단침(Single Needle) 본봉으로 두 줄을 박는 방식과 이본봉(Double Needle) 게이지 방식의 가장 큰 차이는 '평행의 무결성'이다. 단침 반복 봉제는 작업자의 숙련도에 의존하므로 곡선 구간에서 두 줄의 간격이 미세하게 변하지만, 고정된 게이지 세트를 사용하는 이본봉 방식은 기계적으로 완벽한 평행을 보장한다. 또한, 생산성 측면에서 공정 시간을 50% 단축시키며, 두 줄의 스티치가 동일한 장력 하에 형성되므로 제품의 구조적 밸런스가 뛰어나다.
역사적 배경 및 산업적 변천: 게이지의 표준화는 19세기 후반 미국 Singer사와 Union Special사가 산업용 재봉기를 대량 보급하면서 시작되었다. 당시 인치(Inch)법을 사용하는 미국 기계 설계 표준이 전 세계 봉제 공장에 정착되었으며, 현재까지도 미터법(mm) 대신 1/4", 1/8" 등의 인치 분수 표기법이 국제 표준으로 통용된다. 1970년대 이후 Juki, Brother 등 일본 브랜드가 시장을 주도하면서 정밀도가 비약적으로 향상되었고, 현재는 전자식 게이지 제어 기술로 발전하고 있다.
국가별 현장 인식 및 실무 차이: * 한국 (KR): 숙련된 시니어 기술자들이 '니부(1/4")', '산부(3/8")' 등 일본식 은어를 혼용하면서도, 0.1mm 단위의 정밀 세팅을 중시한다. 특히 가방 및 고급 의류 공장에서는 게이지 세트의 '칼 맞춤(정확한 정렬)'을 기술자의 자존심으로 여긴다. * 베트남 (VN): 'Cự ly kim'이라는 용어를 사용하며, 주로 대량 생산 라인에서의 표준화된 게이지 관리에 집중한다. 기술자들은 작업지시서(Tech Pack)의 수치를 엄격히 따르며, 게이지 교체 시 발생할 수 있는 라인 다운타임을 최소화하기 위한 모듈형 게이지 교체 방식을 선호한다. * 중국 (CN): '针位(Zhēnwèi)'라 칭하며, 최근에는 자동화 설비와 결합된 특수 게이지 활용이 활발하다. 광폭 게이지나 비대칭 게이지 등 변칙적인 디자인 사양을 대담하게 적용하는 경향이 있으며, 저가형부터 고가형까지 다양한 호환 게이지 부품 시장이 형성되어 있다.
¶ 2.2. 편직 게이지 (Knitting Gauge)
편직기 침상(Needle Bed)의 1인치(25.4mm) 내에 배치된 바늘의 개수를 의미한다.
* 하이 게이지 (High Gauge): 12G, 14G, 16G 이상. 가는 실을 사용하여 얇고 밀도 높은 원단(티셔츠, 고급 스웨터)을 생산한다.
* 로우 게이지 (Low Gauge): 1.5G, 3G, 5G 등. 굵은 실을 사용하여 두껍고 성긴 원단(헤비 스웨터, 가디건)을 생산한다.
게이지 숫자가 높을수록 편직 코(Stitch)의 크기가 작아지며, 원단의 유연성과 드레이프성이 향상된다. 편직 게이지는 실의 번수(Count)와 밀접한 관계가 있으며, 통상 Gauge² / 18 공식을 통해 적정 실 번수를 산출하기도 한다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301, 401, 406, 514, 602, 605 | 다침 구성 필수 |
| 주요 장비 모델 | Juki LH-3568A, Brother T-8422C, Siruba F007K, Pegasus W562P | 산업용 표준 모델 |
| 바늘 시스템 | DP×5, 134 (본봉) / UY128GAS (삼봉) / TV×7 (체인) | 기종별 전용 바늘 |
| 표준 게이지 폭 | 1/8"(3.2mm), 3/16"(4.8mm), 1/4"(6.4mm), 5/16"(7.9mm) | 인치 단위가 국제 표준 |
| 특수 게이지 폭 | 1/16"(1.6mm), 1/2"(12.7mm), 1"(25.4mm), 2"(50.8mm) | 장식 및 특수 공정용 |
| 최대 봉제 속도 | 3,000 ~ 6,000 SPM | 게이지 폭 및 원단 두께에 반비례 |
| SPI 범위 | 7 ~ 22 SPI | 공정 및 원단 특성에 따라 설정 |
| 게이지 구성 부품 | 바늘 고정 장치, 노루발, 이송 톱니, 침판 | 4종 1세트 구성 |
| 권장 장력 (Towa) | 밑실: 20~35gf / 윗실: 110~160gf | 본봉 60수 폴리사 기준 (검증 완료) |
| 허용 오차 | ±0.2mm (고급복) ~ ±0.5mm (일반복) | 작업지시서 기준 |
| 바늘 번수 매칭 | 1/4" 게이지 기준 Nm 70~90 (10#~14#) | 원단 두께에 따라 가변적 |
| 윤활 방식 | Semi-dry 또는 완전 자동 급유 | 고속 가동 시 게이지 열화 방지 |
¶ 적용 분야 및 공정
- 데님 및 워크웨어 (Denim/Workwear):
- 청바지의 인심(Inseam) 및 아웃심(Outseam)에 1/4" 또는 9/32" 게이지의 체인 스티치 적용.
- Union Special 35800 모델을 이용한 3침 오바사 공정(9/32" 게이지)은 데님 특유의 견고한 시접을 형성한다.
- 셔츠 및 블라우스 (Dress Shirts):
- 앞단(Placket) 및 커프스(Cuffs)의 1/4" 이본봉 스티치로 정교한 외관 형성.
- 칼라(Collar) 끝단의 1/16" 또는 1/8" 스티치. 얇은 소재의 경우 1/4" 게이지 사용 시 두 줄 사이가 불룩하게 솟아오르는 현상을 방지하기 위해 특수 침판(Anti-puckering) 사용.
- 스포츠웨어 및 언더웨어 (Activewear):
- 티셔츠 밑단 및 소매단의 1/8" 또는 3/16" 삼봉(Interlock) 처리.
- 시접의 돌출을 최소화하는 플랫시머(Flatseamer) 공정(주로 4침 6사, 게이지 폭 약 5.2mm~6.0mm).
- 자동차 시트 및 가구 (Upholstery):
- 가죽 시트의 장식용 더블 스티치에 8mm~12mm 광폭 게이지 사용.
- 두꺼운 실(8번~0번사) 사용을 위해 대형 가마(Large Hook) 장착 기종 필수.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 게이지 폭 불일치 (Uneven Gauge Width):
- 증상: 봉제된 두 줄의 간격이 작업지시서와 다르거나 구간별로 변함.
- 원인: 게이지 세트(침판, 톱니, 바늘 고정 장치) 중 일부 부품의 규격이 다르거나 마모됨. 바늘 고정 장치(Needle Clamp)의 나사 조임 불량.
- 해결: 동일 제조사의 정품 게이지 세트 전체를 일괄 교체하고 바늘대의 수평을 재설정함.
- 퍼커링 (Puckering) 및 원단 우는 현상:
- 증상: 두 스티치 사이의 원단이 쭈글쭈글하게 수축되거나 솟아오름.
- 원인: 두 바늘 사이의 원단 장력 불균형 또는 톱니의 이송 속도 과다.
- 해결: 차동 이송(Differential Feed) 비율 조정 및 밑실 장력 완화. 필요 시 두 바늘 사이가 솟아오른 형태의 응축 방지용 침판 사용.
- 땀뜀 (Skipped Stitches):
- 증상: 특정 바늘에서 실 고리가 형성되지 않아 스티치가 끊김.
- 원인: 광폭 게이지에서 바늘 휨 발생 또는 루퍼(Looper)와의 타이밍 불일치.
- 해결: 바늘 가드(Needle Guard)를 조정하여 바늘 휨을 방지하고, 바늘과 루퍼의 간극을 0.05mm 이내로 정밀 세팅.
- 원단 씹힘 및 손상 (Material Jamming):
- 증상: 봉제 시작 시 원단이 침판 구멍으로 빨려 들어감.
- 원인: 침판의 바늘 구멍이 바늘 번수에 비해 너무 커서 원단이 함께 하강함.
- 해결: 원단 두께와 바늘 번수에 최적화된 최소 구경 침판으로 교체.
- 스티치 사선 현상 (Slanted Stitches):
- 증상: 스티치가 수직이 아닌 사선 방향으로 누움.
- 원인: 바늘 고정 장치의 장착 불량 또는 톱니의 좌우 높이 불균형.
- 해결: 바늘대 정렬 확인 및 톱니 수평 게이지를 이용한 높이 재조정.
¶ 품질 검사 및 관리 기준
- 게이지 폭 정밀도 측정: 작업지시서(Tech Pack) 명기 사양 대비 허용 오차 ±0.5mm 이내 유지 여부를 버니어 캘리퍼스로 측정한다. 고급 가죽 제품의 경우 ±0.2mm 이내로 관리한다.
- 평행도 검사 (Parallelism): 봉제 시작점부터 끝점까지 두 줄의 스티치가 일정한 간격을 유지하는지 전수 검사한다. 특히 곡선 부위에서의 간격 유지를 중점 확인한다.
- 장력 균일성: 좌우 바늘실의 장력이 동일하여 원단 표면에 요철이 발생하지 않아야 한다. Towa 장력계를 사용하여 수치화된 관리를 수행한다.
- 부품 마모 관리: 침판의 바늘 구멍 주변 스크래치나 톱니의 마모 상태를 주간 단위로 점검한다. 마모된 톱니는 원단 이송 불균형의 주원인이 된다.
- 바늘 교체 주기: 고속 봉제 시 바늘 열화로 인한 원단 손상을 막기 위해 8시간 가동 기준 1회 교체를 원칙으로 한다.
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 비고 |
|---|---|---|
| 한국어 (KR) | 니부 / 산부 | 일본어 유래(2부, 3부). 각각 1/4", 3/8" 게이지를 지칭하는 현장 은어 |
| 한국어 (KR) | 하바 | 일본어(幅). 주로 스티치 간격이나 폭을 의미할 때 사용 |
| 한국어 (KR) | 메오리 | 스티치 라인이 어긋나거나 게이지 폭이 틀어지는 현상 |
| 한국어 (KR) | 쌍침 (Ssang-chim) | 이본봉(Double Needle) 공정 자체를 부르는 통칭 |
| 베트남어 (VN) | Cự ly kim | 바늘 사이의 거리(Gauge)를 뜻하는 표준 기술 용어 |
| 베트남어 (VN) | Thông số | 규격 또는 사양을 의미하며 게이지 수치를 포함함 |
| 일본어 (JP) | 針幅 (Hari-haba) | 바늘 폭. 게이지의 직접적인 의미로 사용 |
| 중국어 (CN) | 针位 (Zhēnwèi) | 바늘 위치 및 간격을 의미하는 표준 용어 |
| 중국어 (CN) | 针距 (Zhēnjù) | 땀수(SPI)와 혼용되기도 하나, 다침기에서는 게이지 폭을 의미함 |
¶ 장비 세팅 가이드 (Gauge Conversion)
- 게이지 세트 장착 순서: 바늘 고정 장치(Needle Clamp) → 이송 톱니(Feed Dog) → 침판(Needle Plate) → 노루발(Presser Foot) 순으로 장착한다. 각 부품의 나사를 가조립한 후 바늘을 통과시켜 센터를 맞추고 최종 조임한다.
- 바늘 센터링: 바늘이 침판 구멍의 정중앙에 위치하도록 바늘대와 침판의 위치를 미세 조정한다. 중앙에서 벗어날 경우 바늘 파손 및 땀뜀의 원인이 된다.
- 노루발 압력 최적화: 게이지 폭이 넓을수록 원단 부상(Flagging) 현상이 심해지므로, 일반 본봉 대비 노루발 압력을 약 10~15% 높게 설정한다.
- 실 가이드 정렬: 좌우 바늘실의 공급 경로가 대칭을 이루도록 실 가이드를 조정하여 장력 차이를 최소화한다.
- 가마/루퍼 타이밍: 게이지 폭에 따라 가마의 위치를 좌우로 이동시켜야 한다. 바늘이 최하점에서 상승할 때 가마 끝(Hook Point)이 바늘 눈 상단 1.2~1.5mm 지점을 통과하도록 정밀 세팅한다.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- SPI (Stitches Per Inch): 게이지와 함께 봉제 품질을 결정하는 2대 요소. 게이지가 가로 밀도라면 SPI는 세로 밀도이다.
- 심 얼로언스 (Seam Allowance): 시접 폭. 게이지 위치에 따라 유효 시접량이 변하므로 패턴 설계 단계부터 게이지 폭을 반영해야 한다.
- 니들 클램프 (Needle Clamp): 바늘을 고정하며 게이지 폭을 결정하는 1차 부품.
- 폴더 및 랍빠 (Folder/Binder): 특정 게이지 폭에 맞춰 원단을 접어주는 보조 장구.
- 차동 이송 (Differential Feed): 신축성 원단 봉제 시 게이지 구간의 퍼커링을 방지하는 기능.
- 바늘 시스템 (Needle System): 게이지 장비의 특성에 맞는 바늘 규격(예: 134, DPx5).
¶ 실전 트러블슈팅 노하우 (Senior Technician's Tip)
- 가마 스크래치 점검: 이본봉에서 한쪽 실만 자꾸 끊긴다면 끊기는 쪽의 가마(Hook) 끝을 손톱으로 긁어보십시오. 미세한 스크래치(Burr)가 있다면 사포(1200방 이상)로 연마해야 합니다.
- 장력과 노루발 압력의 상관관계: 두 줄 사이가 볼록하게 솟아오른다면 밑실 장력을 평소보다 20% 정도 풀고, 대신 노루발 압력을 높여 원단을 더 강하게 눌러주십시오.
- 곡선 봉제 노하우: 곡선 봉제 시 안쪽 바늘의 땀이 튄다면 바늘대를 아주 미세하게(약 0.2mm) 낮추어 루퍼가 실 고리를 잡을 수 있는 시간을 벌어주는 것이 현장 노하우입니다.
- 게이지 세트 보관: 교체 후 남은 게이지 세트는 반드시 방청유를 도포하여 전용 보관함에 세트로 관리하십시오. 부품이 섞이면 다음 세팅 시 정밀도가 떨어집니다.
- 바늘 휨 방지: 두꺼운 원단에서 바늘이 휘어 침판을 때린다면 바늘 번수를 높이고, 'Heavy Duty'용 게이지 세트로 교체하십시오. 일반 게이지 세트는 소재의 저항을 견디지 못합니다.
- 이본봉 코너 회전 기법: 코너 부위에서 게이지 폭을 유지하며 회전할 때는 'Split Needle Bar(바늘대 분리형)' 기종을 사용하십시오. 한쪽 바늘을 정지시킨 상태에서 회전해야 직각 부위의 게이지 폭이 무너지지 않습니다.
- 실 굵기와 침판 구멍의 조화: 20번 이상의 굵은 실을 사용할 때는 침판의 바늘 구멍(Needle Hole)뿐만 아니라 실이 빠져나가는 홈(Groove)의 깊이도 확인해야 합니다. 홈이 얕으면 실이 눌려 단사 원인이 됩니다.
- 베트남 공장 실무 팁: 고온다습한 환경에서는 게이지 부품에 미세한 녹이 발생하기 쉽습니다. 매일 작업 종료 후 에어건으로 먼지를 제거하고, 바늘대 부위에 가벼운 오일링을 하는 것만으로도 게이지 정밀도를 2배 이상 오래 유지할 수 있습니다.
- 중국산 호환 부품 사용 시 주의점: 원가 절감을 위해 중국산 호환 게이지 세트를 사용할 경우, 반드시 바늘 고정 장치의 나사산 강도를 확인하십시오. 강도가 낮으면 고속 진동에 나사가 풀려 대형 사고로 이어질 수 있습니다.
- Towa 장력계 활용: 감각에 의존하지 말고 Towa 장력계를 사용하여 좌우 바늘의 장력차를 5gf 이내로 맞추십시오. 이것이 명품 브랜드 납품을 위한 최소한의 데이터 관리 기준입니다.
- 침판 마모와 땀뜀: 침판의 바늘 구멍이 타원형으로 마모되면 바늘이 흔들려 땀뜀이 발생합니다. 이 경우 침판만 교체하지 말고 톱니와의 높이 밸런스를 반드시 재조정하십시오.
- 특수 원단 대응: 벨벳이나 기모 원단 봉제 시 게이지 라인에 자국이 남는다면 노루발 바닥에 테플론 테이프를 부착하거나, 압력을 최소화하고 차동 이송을 활용하여 원단 손상을 방지하십시오.