
¶ 정의 및 개요
그레인(Grain)은 산업용 제조, 특히 가죽 가공(Tanning)과 의류 재단(Cutting) 공정에서 제품의 표면 특성, 구조적 안정성, 그리고 기계적 강도를 결정하는 핵심 기술 용어입니다.
- 가죽(Leather) 맥락: 동물의 피부 조직 중 표피 바로 아래에 위치한 가장 바깥쪽 층인 그레인(은면, 銀面)을 의미합니다. 이는 모공의 배열과 천연 질감이 살아있는 고밀도 섬유 조직층으로, 가죽의 내구성과 심미적 가치를 결정하는 가장 중요한 부분입니다. 물리적으로 그레인은 콜라겐 섬유가 가장 조밀하게 얽혀 있어 인장 강도가 가장 높으며, 외부 마찰과 수분 침투에 대한 일차적인 방어막 역할을 수행합니다.
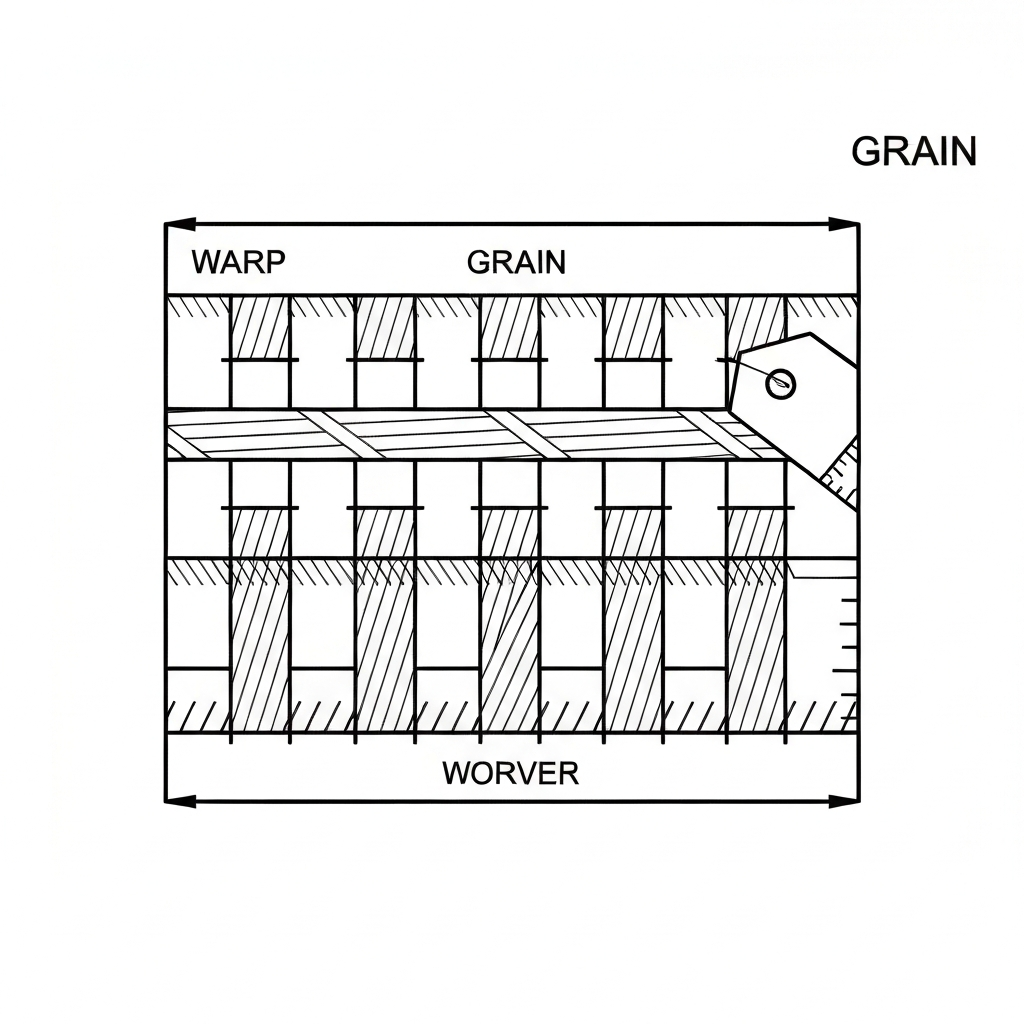
- 직물(Fabric) 맥락: 원단을 구성하는 경사(Warp)와 위사(Weft)의 교차 방향, 즉 결(방향성)을 의미합니다. 재단 시 패턴을 배치하는 기준선인 그레인 라인(Grain Line, 식서 방향)을 형성하며, 이는 완제품의 드레이프(Drape)와 형태 유지력에 결정적인 영향을 미칩니다. 기계적으로 그레인 라인은 직조기(Loom)의 장력이 직접적으로 가해진 방향이므로, 물리적 변형이 가장 적은 안정적인 축을 의미합니다.
물리적·기계적 작동 원리: 가죽에서 그레인은 섬유의 밀도 차이를 이용한 구조적 층위입니다. 하부 조직인 상면(Split/Suede)과 비교했을 때, 그레인 층은 섬유 다발이 수평으로 촘촘히 누워 있어 바늘 관통 시 저항이 크지만, 봉제 후 실을 잡아주는 유지력(Stitch Holding)이 압도적입니다. 직물에서의 그레인은 '응력의 경로'입니다. 경사 방향(Straight Grain)은 신축성이 거의 없어 하중을 견디고, 위사 방향(Cross Grain)은 미세한 유격으로 활동성을 부여하며, 바이어스(Bias)는 섬유 간의 각도 변화를 통해 곡선 순응성을 극대화합니다.
¶ 기술 사양표
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 가죽 등급 분류 | Full Grain, Top Grain, Corrected Grain | 품질 및 가격 결정 요소 |
| 직물 방향 분류 | Straight Grain, Cross Grain, Bias (45도) | 재단 효율 및 신축성 관련 |
| 관련 표준 (가죽) | ISO 17186 (두께), ISO 3376 (인장 강도), ISO 5402-1 (굴곡 저항) | 국제 표준 검사법 |
| 관련 표준 (신발/갑피) | ISO 20344 (신발 시험 방법 - 그레인 내구성 포함) | 완제품 및 소재 시험 |
| 관련 표준 (직물) | ISO 22198 (폭 및 길이), ISO 13934 (인장 특성) | 원단 물성 검사 |
| 권장 재봉기 (가죽) | Juki DNU-1541 (유니슨 피드), Juki LU-2810, Mitsubishi LU2-4400 | 고관통력 및 이송 정밀도 |
| 권장 재봉기 (직물) | Juki DDL-9000C, Brother S-7300A (디지털 본봉) | 고속 봉제 및 이송 제어 |
| 바늘 시스템 | 가죽: DP×17 (LR, S, P 포인트) / 직물: DB×1, SERV7 | 소재 손상 방지용 선택 |
| 일반 SPI 범위 | 가죽: 6 - 10 SPI / 직물: 10 - 16 SPI | 소재 두께 및 강도 비례 |
| 최대 봉제 속도 | 가죽: 2,000 - 2,500 spm / 직물: 4,000 - 5,000 spm | 마찰열 및 그레인 손상 고려 |
| 장력 기준 (Towa) | 가죽: 2.5 - 3.5 N (밑실) / 직물: 0.2 - 0.4 N | 소재 및 실 굵기 대응 |
| 바늘 번수 (Nm) | 가죽: Nm 110 - 160 / 직물: Nm 65 - 90 | 소재 밀도에 따른 선정 |
| ISO 4915 스티치 | Type 301 (본봉), Type 401 (체인), Type 504 (오바로크) | 그레인 구조별 스티치 선정 |
¶ 상세 분류 및 특성
¶ 3.1 가죽 그레인 (Leather Grain)
- 풀 그레인 (Full Grain): 그레인을 깎아내지 않고 천연 상태 그대로 살린 최상급 가죽입니다. 내구성이 가장 뛰어나며 시간이 지날수록 에이징(Patina) 효과가 나타납니다. 모공이 살아있어 통기성이 좋으나, 원피 자체의 상처가 그대로 드러나므로 수율(Yield)이 낮습니다. 봉제 시 바늘 열에 의한 그레인 수축에 주의해야 합니다.
- 탑 그레인 (Top Grain): 그레인의 결함을 제거하기 위해 표면을 살짝 샌딩(Sanding)한 후 코팅한 가죽입니다. 풀 그레인보다 유연하며 오염에 강합니다. 명품 가방 제조에서 가장 널리 사용되는 등급입니다.
- 코렉티드 그레인 (Corrected Grain): 그레인의 상처가 많아 강하게 연마한 후 인조적인 무늬(Embossing)를 찍어낸 가죽입니다. 균일한 외관을 가지며 대량 생산 기성품에 적합합니다. 봉제 시 코팅층 박리(Peeling) 위험이 높습니다.
- 누벅 (Nubuck): 풀 그레인 가죽의 그레인 층을 아주 미세하게 샌딩하여 벨벳 같은 질감을 낸 것입니다. 스웨이드(Suede)가 가죽의 뒷면(상면)을 가공한 것과 달리, 누벅은 그레인 쪽을 가공했으므로 훨씬 질기고 튼튼합니다.
- 스플릿 (Split): 그레인 층을 제거하고 남은 하부 조직입니다. 그레인이 없어 인장 강도가 낮으며, 주로 저가형 스웨이드나 작업용 장갑 소재로 사용됩니다.
¶ 3.2 직물 그레인 (Fabric Grain)
- 스트레이트 그레인 (Straight Grain): 식서(Selvedge)와 평행한 경사 방향입니다. 신축성이 가장 적어 제품의 수직 하중을 견디는 부위에 사용됩니다. 바지 옆선, 셔츠의 앞단추 여밈 부위 등이 대표적입니다.
- 크로스 그레인 (Cross Grain): 식서와 수직인 위사 방향입니다. 경사 방향보다 약간의 신축성이 있어 활동성이 필요한 부위에 적용됩니다. 셔츠의 요크(Yoke) 부분을 가로로 재단하여 어깨 움직임을 편하게 하는 경우가 많습니다.
- 바이어스 (Bias): 그레인 라인과 45도 각도를 이루는 방향입니다. 신축성이 극대화되어 곡선미가 필요한 드레스나 바이어스 테이프에 사용됩니다. '트루 바이어스(True Bias)'는 정확히 45도를 의미하며, 이를 벗어나면 봉제 시 뒤틀림(Twist)이 발생합니다.
¶ 적용 분야 및 상세 사양
¶ 4.1 의류 (Apparel)
- 셔츠 칼라 및 커프스 (Collar & Cuffs): 형태 유지가 핵심이므로 반드시 스트레이트 그레인을 따라 재단합니다. 심지(Interlining) 또한 동일한 그레인 방향으로 부착하여 세탁 후 수축률 차이로 인한 우글거림(Bubbling)을 방지합니다. 접착 심지 사용 시 온도 130~150℃, 압력 3~4 bar, 시간 10~15초를 준수하여 그레인 변형을 최소화합니다. (SPI: 14-16, 실: 60s/3 코아사)
- 정장 바지 옆솔기 (Side Seam): 그레인 라인이 수직으로 정확히 떨어져야 '바지 칼주름'이 유지됩니다. 결이 어긋나면 세탁 후 다리가 돌아가는 현상이 발생합니다. 봉제 시 이송 장력을 0.3N 이하로 유지하여 그레인 밀림을 방지합니다. (SPI: 10-12, 실: 40s/2 본봉)
- 스포츠웨어 (Activewear): 고기능성 원단의 경우 사방 스트레치(4-way stretch) 특성을 고려하여 그레인을 배치합니다. 특히 레깅스의 가랑이(Gusset) 부위는 활동 범위를 고려해 바이어스 방향으로 그레인을 설계하여 인장 응력을 분산시킵니다. (SPI: 12-14, ISO 4915 Type 607 플랫록 사용)
- 데님 팬츠 (Denim): 데님은 능직(Twill) 구조상 그레인이 사선으로 흐르는 성질이 있습니다. 이를 무시하고 재단할 경우 세탁 후 다리 뒤틀림(Leg Twist)이 심하게 발생하므로, 패턴 배치 시 식서(Selvedge)와 평행한 그레인 라인을 엄격히 준수해야 합니다. 재단 전 원단을 24시간 이상 휴지(Relaxing)시켜 그레인 응력을 제거하는 것이 필수입니다. (SPI: 8-10, 실: 20s/3 또는 30s/3 코아사)
- 여성용 블라우스 (Blouse): 실크나 시폰 소재의 경우 그레인 라인에 따른 드레이프 계수(Drape Coefficient) 변화가 큽니다. 바이어스 재단 시에는 원단 자중에 의한 늘어남을 계산하여 패턴을 3~5% 축소 설계하며, 봉제 시에는 차동 피드(Differential Feed)를 0.8로 설정하여 그레인이 우는 현상을 방지합니다.
¶ 4.2 가방 및 잡화 (Bags & Leather Goods)
- 백팩 어깨끈 연결부 (Shoulder Strap Attachment): 가장 큰 하중이 걸리는 부위입니다. 가방 본체의 그레인 방향과 어깨끈의 보강재(Webbing) 그레인 방향을 수직으로 교차시켜 인장 강도를 극대화합니다. 바늘은 DP×17 21호를 사용하며, 윗실 장력을 3.5N으로 높여 그레인 층에 실이 견고하게 박히도록 세팅합니다. (SPI: 6-8, 실: 20s/3 나일론 본드사)
- 핸드백 핸들 (Handle): 늘어남 방지를 위해 반드시 스트레이트 그레인을 사용하며, 내부에 비신축성 테이프(Anti-stretch tape)를 그레인 방향에 맞춰 보강합니다. 가죽 피할(Skiving) 시 그레인 층이 손상되지 않도록 0.5mm 이상의 두께를 유지해야 합니다.
- 지갑 카드 칸 (Card Slots): 얇게 피할된 가죽을 사용하므로, 그레인의 결이 가로 방향으로 오게 하여 카드를 넣고 뺄 때 가죽이 늘어나는 것을 최소화합니다. 가장자리 기리메(Edge coat) 작업 전 그레인 표면의 유분을 제거하여 접착력을 높입니다.
¶ 4.3 자동차 및 신발 (Automotive & Footwear)
- 자동차 시트 (Car Seats): 그레인 박리 방지를 위해 내마모성이 검증된 탑 그레인 가죽을 사용합니다. 봉제 시 그레인 손상을 최소화하는 롤러 노루발을 채택하며, 에어백 전개 부위는 그레인 저항을 계산한 특수 SPI 세팅(약 10-12 SPI)과 약한 실(40s/3)을 사용하여 규정된 압력에서 정확히 터지도록 설계합니다.
- 신발 갑피 (Upper): 구두의 앞코(Vamp) 부분은 굴곡이 잦으므로 그레인의 유연성이 좋은 부위를 선별하여 재단합니다. 라스팅(Lasting) 공정 시 그레인이 터지는 것을 방지하기 위해 증기(Steaming) 처리를 통해 섬유를 유연하게 만듭니다. ISO 20344 기준에 따른 굴곡 시험을 통과해야 합니다.
¶ 주요 결함 및 실전 트러블슈팅
-
그레인 박리 (Grain Peeling)
- 증상: 봉제 후 또는 사용 중 가죽 표면 코팅이 들뜸.
- 원인: 가죽 가공 시 재무(Retanning) 공정 불량 또는 마감 코팅층의 접착력 부족.
- 현장 노하우: 입고된 가죽의 그레인을 손가락으로 강하게 밀어 보았을 때 주름이 크게 생기거나 코팅이 밀리면 즉시 반품하십시오. 봉제 시에는 노루발 압력을 최소화(약 2.0kg 이하)하고 테플론 노루발을 사용하십시오.
-
그레인 크랙 (Grain Cracking)
- 증상: 바늘 구멍 주위로 그레인이 미세하게 갈라짐.
- 원인: 가죽의 유분 부족 또는 바늘 포인트 부적합.
- 해결책: 바늘을 LR(사선 칼바늘)로 교체하여 그레인 섬유를 찢지 않고 깨끗하게 절개하십시오. 건조한 현장에서는 가죽 전용 컨디셔너를 봉제 라인에 미세하게 도포하여 그레인 유연성을 확보하십시오.
-
식서 뒤틀림 (Grain Distortion / Leg Twist)
- 증상: 바지나 소매가 한쪽으로 돌아감.
- 원인: 연단(Spreading) 시 원단을 너무 당겨서 깔았거나, 패턴의 그레인 라인 표시 오류.
- 해결책: 연단 후 최소 24시간 '휴지 시간(Relaxing Time)'을 주어 원단이 원래의 그레인 상태로 돌아오게 한 뒤 재단하십시오. 자동 재단기(CAM) 사용 시 진공 흡착 압력을 조절하여 원단 밀림을 방지하십시오.
-
그레인 돌출 (Loose Grain / Piping)
- 증상: 가죽을 굽혔을 때 그레인 층이 붕 뜨는 현상.
- 원인: 그레인 층과 하부 조직의 결합력 약화.
- 현장 노하우: 재단 시 배 부위(Belly)는 가급적 피하고, 힘이 많이 받는 부위는 반드시 등 부위(Butt)의 촘촘한 그레인을 사용하십시오. '피핑 테스트(Piping Test)'를 통해 굴곡 시 주름의 굵기를 확인하십시오.
-
결 어긋남 (Off-Grain)
- 증상: 체크무늬가 사선으로 흐름.
- 원인: 원단 가공(Tenter 공정) 시 위사가 휘어짐.
- 해결책: 위사 교정기(Weft Straightener)가 있는 공장에서 가공된 원단을 사용하거나, 재단 시 무늬를 기준으로 강제 정렬(Pinning)하여 재단하십시오. 허용 오차는 1야드당 1인치 이내여야 합니다.
¶ 품질 검사 기준
- 그레인 상태 검사: 육안 및 촉감을 통해 스크래치, 벌레 자국, 흉터가 AQL 2.5 기준 내에 있는지 확인.
- 굴곡 시험 (Flexing Test): ISO 5402-1 기준에 따라 50,000회 이상 굴곡 후 그레인 균열 및 마감재 탈락 여부 계측.
- 마찰 견뢰도 (Rubbing Fastness): ISO 11640 기준, 건식/습식 마찰 테스트 후 그레인의 탈색 및 이염 정도를 그레이 스케일(Gray Scale) 4급 이상 유지.
- 그레인 라인 정렬도: 재단물 상태에서 패턴의 기준선과 원단 결의 각도를 측정하여 오차 범위 ±2도 이내로 관리.
- 그레인 접착 강도: 테이프 테스트(Tape Test)를 통해 코팅층의 박리 여부 확인.
- 내한 굴곡 시험: ISO 17233 기준, 저온(-20℃) 환경에서 그레인의 균열 발생 여부 확인.
¶ 현장 은어 및 다국어 용어
| 언어 | 용어 | 로마자 표기 | 현장 의미 및 비고 |
|---|---|---|---|
| 한국어 (KR) | 그레인 (은면) | Grain | 가죽의 표면 층을 지칭하는 표준 용어 |
| 한국어 (KR) | 결 / 식서 | Gyeol / Sik-seo | 직물의 방향성 (Grain Line) |
| 일본어 (JP) | 銀面 | Gin-men | 가죽의 그레인 층 |
| 일본어 (JP) | 地の目 | Chi-no-me | 직물의 결 방향 (재단 시 필수 확인 항목) |
| 베트남어 (VN) | mặt da | mat da | 가죽의 겉면 (그레인) |
| 베트남어 (VN) | canh sợi | canh soi | 직물의 결 방향 (Straight Grain) |
| 중국어 (CN) | 粒面 | Li-mian | 가죽의 그레인 층 |
| 중국어 (CN) | 丝缕方向 | Silu fangxiang | 직물의 결 방향 (Grain Line) |
| 영어 (EN) | Grain Break | Grain Break | 가죽을 굽혔을 때 그레인에 생기는 주름의 상태 |
¶ 장비 세팅 및 수치 데이터 (Deep Dive)
-
가죽 봉제 시 (Heavy Duty):
- 재봉기: Juki LU-2810 (고암 유니슨 피드) 또는 Juki DNU-1541 추천. 이 모델들은 상하차동 이송력이 뛰어나 두꺼운 그레인 겹침 부위에서도 SPI가 일정하게 유지됩니다.
- 노루발 압력: 2.5kg ~ 4.0kg (그레인 두께에 따라 가변). 너무 높으면 그레인에 노루발 자국(Presser mark)이 남고, 너무 낮으면 이송 불량으로 땀뜀(Skipped stitch)이 발생합니다.
- 바늘: DP×17 18호~23호. 그레인 손상 방지를 위해 LR(Right Twist) 포인트 사용 시 스티치가 45도 각도로 예쁘게 안착됩니다.
- 장력(Towa 기준): 윗실 3.0N / 밑실 0.3N. 그레인 위로 실이 튀어나오지 않게 '안착'시키는 것이 핵심입니다.
-
직물 봉제 시 (High Speed):
- 재봉기: Brother S-7300A (넥서스 드라이브). 전자식 이송 시스템으로 그레인 방향에 따른 미세 피드 조정이 가능합니다.
- 이송 방식: 그레인 밀림 방지를 위해 '박스 피드(Box Feed)' 방식 선호.
- 차동 이송(Differential Feed): 얇은 직물의 그레인이 우는 현상(Puckering) 발생 시 이송비를 0.8~0.9로 설정하여 원단을 미세하게 당겨주며 봉제.
- 속도: 일반 본봉 시 4,500 spm 권장. 그레인 마찰열로 인한 실 끊어짐 발생 시 3,800 spm으로 하향 조정하고 바늘 냉각 장치(Needle Cooler)를 가동합니다.
¶ 공정 흐름도
¶ 관련 항목
- 풀 그레인 (Full Grain): 가죽의 천연 그레인을 그대로 살린 최상급 가죽.
- 스키빙 (Skiving): 봉제 부위의 그레인 두께를 얇게 깎아내어 시접 처리를 용이하게 하는 공정.
- 식서 (Selvedge): 직물의 양쪽 끝단으로, 스트레이트 그레인의 기준선.
- 바이어스 재단 (Bias Cutting): 그레인 라인을 45도로 교차시켜 신축성을 확보하는 기법.
- 유니슨 피드 (Unison Feed): 가죽과 같이 미끄러운 그레인 소재를 밀림 없이 이송하기 위한 상하차동 이송 방식.
- AQL (Acceptable Quality Level): 그레인 결함 허용 범위를 결정하는 통계적 품질 관리 기준.
- Towa 장력계: 밑실 장력을 수치화하여 그레인 맞춤 봉제 품질을 표준화하는 도구.
¶ 국가별 실무 인사이트 (Field Insight)
- 한국 (KR): "결이 살아야 옷이 산다"는 철학이 강함. 특히 가죽 제품에서 '그레인의 광택(Luster)'과 '그레인의 조밀도'를 기준으로 재단 부위를 엄격히 나눔. 숙련된 재단사가 수동으로 그레인 라인을 긋는 공정을 선호하며, '심지(Interlining)' 선택 시에도 원단의 그레인 수축률과 일치하는지를 최우선으로 검토함.
- 베트남 (VN): 글로벌 브랜드의 생산 기지로서, ISO 표준에 따른 그레인 테스트 리포트를 매 로트(Lot)마다 요구함. 현장 용어로 'Canh sợi(깐 써이)'를 맞추지 못해 발생하는 'Twist' 불량에 대해 매우 엄격한 벌칙 규정을 둠. 대규모 공장에서는 자동 연단기(Spreader)의 장력 제어 시스템을 통해 그레인 왜곡을 원천 차단함.
- 중국 (CN): "효율이 곧 수익"이라는 관점에서, 그레인 방향을 유지하면서도 원단 로스를 최소화하는 '네스팅(Nesting) 소프트웨어' 활용 능력이 세계 최고 수준임. 인조 그레인 가죽의 경우, 반복되는 패턴(Repeat)을 이용해 무한 연속 재단 시스템을 구축함.
¶ 실전 트러블슈팅 가이드 (기술자용)
-
문제: 봉제 후 가죽 그레인이 쭈글쭈글해짐 (Puckering on Grain)
- 체크 1: 바늘이 너무 굵지 않은가? -> 바늘 번수를 한 단계 낮춤 (예: Nm 140 -> Nm 120).
- 체크 2: 노루발 압력이 과도한가? -> 압력을 줄이고 테플론 노루발 또는 롤러 노루발로 교체.
- 체크 3: 실의 장력이 너무 강한가? -> 특히 밑실 장력을 Towa 기준 0.2N 낮춤.
-
문제: 직물 재단 후 패턴 조각의 끝이 말림 (Edge Curling)
- 체크 1: 그레인 라인이 바이어스 방향으로 잘못 재단되었는가? -> 재단 방향 재확인.
- 체크 2: 연단 시 장력이 가해졌는가? -> 원단을 풀어서 24시간 방치(Relaxing) 후 재작업.
- 체크 3: 원단 끝단(식서)의 장력이 너무 강한가? -> 식서 부분에 미세한 가위집(Notch)을 넣어 응력 해소.
-
문제: 그레인의 색상 전이 (Color Migration)
- 원인: 그레인 층의 염료 고착 불량 또는 봉제 시 발생하는 마찰열로 인한 염료 용출.
- 해결: 봉제 전 그레인 고정제(Fixative)를 도포하거나, 바늘 온도를 낮추기 위해 실에 실리콘 오일을 소량 도포함.
¶ 미검증 및 주의사항
- 미검증: 특정 합성 피혁 브랜드의 '나노 그레인' 기술에 대한 ISO 표준 적용 여부는 현재 검토 중임.
- 주의: 천연 가죽의 경우 동일한 한 장의 가죽 내에서도 부위(등, 배, 엉덩이)에 따라 그레인의 밀도와 신축성이 판이하므로, 중요 부위 재단 시 반드시 등 부위(Butt)를 우선 사용해야 함. 배 부위(Belly)는 그레인이 느슨하여 쉽게 늘어나므로 안보이는 안쪽 부품으로만 사용 권장.
- 미검증: 초음파 봉제 시 그레인 층의 분자 결합 변화에 대한 장기 내구성 데이터는 아직 부족함.
¶ 가죽 가공(Tanning)과 그레인의 관계
가죽의 그레인은 무두질(Tanning) 공정에 따라 그 성질이 크게 변합니다. * 크롬 태닝 (Chrome Tanned): 그레인 층이 유연하고 열에 강하며, 봉제 시 바늘 열에 의한 그레인 손상이 적습니다. 대량 생산 의류 및 신발에 적합합니다. * 베지터블 태닝 (Vegetable Tanned): 그레인 층이 단단하고 신축성이 적어 봉제 시 강력한 관통력이 필요합니다. 에이징 효과가 뚜렷하며, 그레인 크랙(Cracking) 발생 위험이 크롬 태닝보다 높으므로 유분 관리가 필수적입니다.
¶ 산업용 재봉기 세부 세팅 (ISO 4915 기준)
- Stitch Type 301 (Lockstitch): 그레인 층의 상하 조직을 가장 견고하게 결합합니다. 가죽 봉제 시 실의 매듭(Knot)이 그레인 바로 아래 중앙에 위치하도록 윗실/밑실 장력을 정밀하게 조절해야 합니다.
- Stitch Type 401 (Chainstitch): 직물의 그레인 방향을 따라 신축성이 필요한 솔기에 사용됩니다. 루퍼(Looper) 실의 장력을 느슨하게 조절하여 그레인이 우는 현상을 방지합니다.
- Feed Dog Height: 가죽 봉제 시 톱니 높이는 0.8mm~1.0mm가 적당합니다. 너무 높으면 그레인 뒷면에 톱니 자국이 남고, 너무 낮으면 이송력이 부족해 SPI가 불규칙해집니다. 그레인 보호를 위해 톱니의 날카로움을 다이아몬드 줄로 살짝 다듬어 사용하기도 합니다.