
헤밍 스티치 (Hemming Stitch / 감침질)
¶ 용어 정의 및 개요
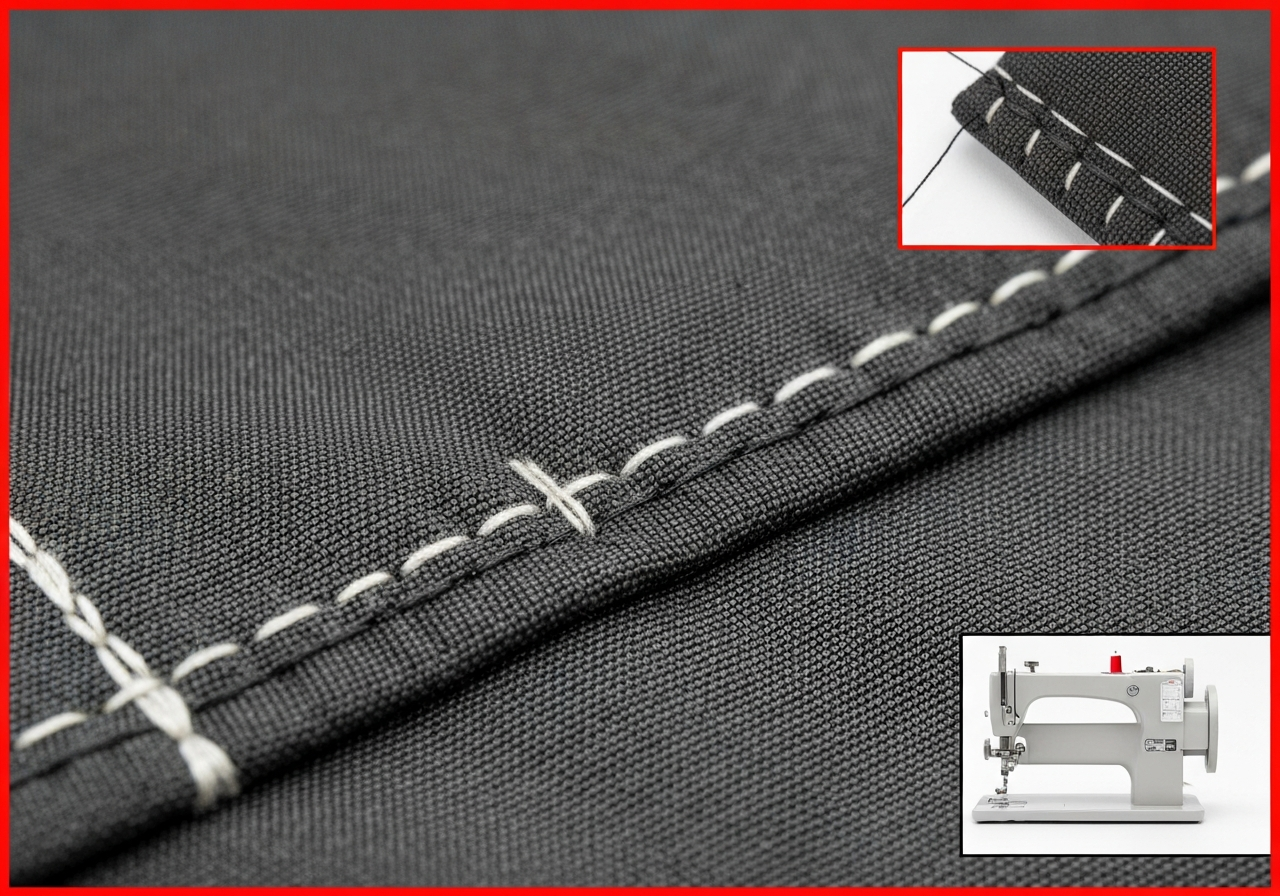
헤밍 스티치(Hemming Stitch)는 원단의 가장자리를 안쪽으로 접어 넘겨(Folding) 단면의 올 풀림을 방지하고, 의류의 끝단을 깔끔하게 마감하는 봉제 기법 및 그 결과물인 스티치를 총칭한다. 한국 의류 제조 현장에서는 감침질 또는 단 처리라고 하며, 일본어 유래어인 스쿠이(Blind Stitch)나 삼봉(Coverstitch) 공정을 포함하는 상위 개념이다.
물리적 작동 원리 측면에서 헤밍은 원단의 '가장자리(Edge)'라는 불안정한 구조를 '루프(Loop)'의 결합을 통해 고정하는 공정이다. 바늘이 접힌 원단의 다층 구조를 관통할 때, 밑실(Bobbin thread) 또는 루퍼 실(Looper thread)이 상부의 바늘 실과 교차하며 강력한 체인을 형성하거나 잠금 장치(Lock)를 만든다. 특히 블라인드 스티치의 경우, 바늘이 원단의 두께를 완전히 관통하지 않고 층 사이의 섬유만 살짝 낚아채는(Picking) 고도의 기계적 정밀도를 요구한다. 이는 원단 표면에 실 노출을 최소화하면서도 결합력을 유지해야 하는 모순된 조건을 충족시키기 위함이다.
역사적으로 헤밍은 가내수공업 시대에 바늘 한 땀 한 땀을 사선으로 떠서 고정하던 'Hand Hemming'에서 기원했다. 19세기 말 산업용 재봉기의 보급과 함께 103종(단일 실 체인스틱) 기계가 발명되면서 대량 생산 체제로 전환되었으며, 현대에 이르러서는 원단의 신축성에 대응하기 위한 406종(커버스티치)과 600계열(플랫록)로 분화되었다.
글로벌 생산 현장별 인식 차이를 살펴보면, 한국 공장은 '시아게(마무리)' 관점에서 헤밍의 외관 완성도와 다림질 상태를 매우 엄격하게 관리한다. 반면 베트남 공장은 대량 생산 라인의 효율성을 중시하여 '라인 밸런스(Line Balance)'를 깨뜨리지 않는 자동 헤머(Automatic Hemmer) 도입에 적극적이다. 중국 공장은 최근 인건비 상승에 대응하기 위해 수동 작업보다는 템플릿(Template) 봉제나 로봇 팔을 이용한 자동 단처리 시스템을 선호하는 경향이 뚜렷하다.
¶ ISO 4915 스티치 분류 (Stitch Classification)
헤밍 공정에 사용되는 스티치는 ISO 4915 표준에 따라 다음과 같이 엄격히 분류된다.
- Class 103 (Single-thread Blind Stitch): 단일 실을 사용하여 원단의 한쪽 면만 살짝 뜨는 방식. 정장 바지, 스커트 밑단에 사용되며 실이 겉으로 드러나지 않는 것이 특징이다.
- Class 301 (Lockstitch): 윗실과 밑실이 원단 중간에서 교차하는 방식. 셔츠 밑단, 청바지 밑단 등 비신축성 직물(Woven)의 헤밍에 표준적으로 사용된다.
- Class 406 (Two-needle Bottom Coverstitch): 두 개의 바늘 실과 하나의 루퍼 실을 사용. T-셔츠 밑단 등 신축성이 필요한 니트(Knit) 의류의 표준 헤밍 방식이다.
- Class 602/605 (Flatlock Stitch): 4~5개의 실을 사용하여 시접을 평평하게 덮는 방식. 기능성 스포츠웨어의 헤밍 및 접합 마감에 사용된다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 103, Class 301, Class 406, Class 602/605 | 공정 목적에 따라 선택 |
| 주요 장비 (Machine) | Blind Stitcher, Coverstitch Machine, Lockstitch Machine | Juki, Brother, Pegasus, Yamato 등 |
| 대표 모델 | Juki MF-7523 (Cover), Treasure BS-850 (Blind), Brother S-7100A (Lock) | 현장 표준 모델 |
| 바늘 시스템 (Needle) | LW×6T (Blind), UY128GAS (Cover), DB×1 (Lock) | 원단 두께에 따라 호수 조절 |
| 스티치 밀도 (SPI) | 8 ~ 14 SPI (Stitches Per Inch) | 얇은 원단일수록 고밀도 설정 |
| 최대 봉제 속도 | 2,500 ~ 6,500 SPM (Stitches Per Minute) | 블라인드 스티치는 저속 권장 |
| 차동 피드비 (Diff. Feed) | 0.7 (늘림) ~ 2.0 (모음) | 니트 원단 헤밍 시 필수 조절 |
| 실 소비량 (Thread Cons.) | 스티치 유형에 따라 원단 길이의 2.5배 ~ 15배 이상 | Class 406/605는 소비량 높음 |
| 밑실 장력 (Towa Gauge) | 20g ~ 30g (본봉 기준) | 원단 두께 및 실 종류에 따라 가변 |
| 윗실 장력 (Tension) | 100g ~ 150g (표준 폴리사 기준) | 고신축사 사용 시 장력 완화 필수 |
| 바늘 포인트 (Point) | R(표준), SES(니트용), SPI(고밀도직물) | 원단 손상 방지를 위한 선택 |
¶ 주요 적용 분야 및 공정 특성
- 신사복 및 숙녀복 (Formal Wear):
- 정장 바지 밑단, 스커트 밑단: 겉에서 실이 보이지 않아야 하므로 ISO 103(블라인드 스티치) 적용. 고급 맞춤복에서는 '새들 스티치(Saddle Stitch)' 형태의 수작업 감침질을 모방한 기계 자수를 활용하기도 함.
- 캐주얼 및 스포츠웨어 (Casual/Active Wear):
- T-셔츠 밑단 및 소매: 활동 시 신축성이 필요하므로 ISO 406(2바늘 커버스티치) 적용. 최근에는 3바늘 커버스티치(ISO 407)를 사용하여 내구성을 극대화함.
- 기능성 의류: 내구성과 평평한 시접을 위해 ISO 602/605(플랫록) 방식의 헤밍 적용. 피부 마찰을 최소화해야 하는 베이스 레이어에 필수적임.
- 데님 및 워크웨어 (Denim/Workwear):
- 청바지 밑단: 두꺼운 시접을 견뎌야 하므로 ISO 301(본봉)과 헤밍 랍빠(Folder)를 병행. 유니온 스페셜(Union Special) 43200G 모델을 사용한 '체인스틱 헤밍'은 데님 매니아들 사이에서 특유의 '로핑 이펙트(Roping Effect)'를 만드는 핵심 공정으로 평가받음.
- 홈 텍스타일 (Home Textile):
- 커튼, 테이블보, 침구류 가장자리: 광폭 헤밍(Wide Hem) 처리를 통해 무게감과 형태 안정성 부여. 대형 원단의 경우 자동 이송 장치가 달린 롱암(Long-arm) 재봉기를 사용.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
-
스킵 스티치 (Skip Stitch / 땀뜀)
- 원인: 바늘과 루퍼의 타이밍 불일치, 바늘 휨, 원단 두께 대비 바늘 호수 부적절.
- 해결: 바늘-루퍼 간극(Clearance) 재설정(0.05mm~0.1mm), 바늘 교체, 원단에 맞는 바늘 포인트(R, SPI, SES) 선정.
- 현장 노하우: 땀뜀이 특정 부위(옆선 교차점 등)에서만 발생한다면 바늘대 높이를 0.2mm 정도 낮추어 루프 형성을 크게 유도할 것.
-
딤플링 및 퍼커링 (Dimpling & Puckering / 우글거림)
- 원인: 실의 장력이 너무 강하거나, 노루발 압력이 과도함, 또는 차동 피드 설정 오류.
- 해결: 바늘실/루퍼실 장력 완화, 노루발 압력 최소화, 니트의 경우 차동 피드비를 높여 원단 늘어남 방지.
- 현장 노하우: 얇은 직물의 경우 바늘판(Needle Plate)의 구멍 크기가 너무 크면 원단이 빨려 들어가 퍼커링이 생기므로, 작은 구멍의 바늘판으로 교체 권장.
-
관통 흔적 (Needle Marks / 핀홀)
- 원인: 블라인드 스티치 시 바늘이 원단 겉면을 너무 깊게 찔러 실이 겉으로 드러나거나 구멍이 남음.
- 해결: 리지 가이드(Ridge Guide) 높이를 미세 조정하여 바늘이 원단 두께의 1/2~2/3만 관통하도록 설정.
- 현장 노하우: 원단이 얇아 조정이 힘들 경우, 바늘 번수를 Nm 60(9호) 이하로 낮추고 실을 80번사 이상의 가는 실로 교체할 것.
-
밑단 뒤틀림 (Hem Twisting / Roping Effect)
- 원인: 상하 원단 이송 불균형, 특히 데님 등 두꺼운 원단에서 사선 방향으로 힘이 쏠림.
- 해결: 보조 풀러(Puller) 장착, 노루발 압력 최적화, 작업 시 원단을 당기지 않도록 핸들링 교육.
- 현장 노하우: 랍빠(Folder)의 각도를 이송 방향과 완전히 일치시키고, 상하 이송(Top and Bottom Feed) 기종을 사용하면 획기적으로 개선됨.
-
실 끊어짐 (Thread Breakage)
- 원인: 고속 봉제 시 마찰열 발생, 실 가이드 경로의 거친 표면, 실의 품질 불량.
- 해결: 바늘 냉각 장치(Needle Cooler) 가동, 실리콘 오일 도포, 가이드 경로 연마(Polishing).
-
시접 노출 (Raw Edge Exposure)
- 원인: 헤밍 랍빠(Folder)의 가이드 폭 설정 오류 또는 작업자의 원단 투입 불량.
- 해결: 랍빠 입구 폭 재조정, 원단 끝단이 정확히 접히도록 가이드 고정.
¶ 품질 검사 기준 (Quality Control)
- 외관 정밀도: 블라인드 스티치는 겉면에서 실 노출이 1인치당 1땀 이하(또는 무노출)여야 함.
- 치수 공차: 설계된 헤밍 폭(예: 20mm) 대비 오차 범위 ±1.0mm 이내(AQL 2.5 기준).
- 신축성 회복률: 니트 제품의 경우 밑단을 최대 신장 후 방치했을 때 스티치 터짐이 없고 원래 길이로 복원되어야 함. (Stretch Test: 10cm 구간을 15cm까지 늘렸을 때 실 끊어짐이 없어야 함)
- 시접 마감: 접힌 내부의 오바로크(Overlock) 상태가 일정해야 하며, 원단 끝이 삐져나오지 않아야 함.
- 세탁 견뢰도: 세탁 후 헤밍 부위가 뒤틀리거나(Twisting) 실이 풀리지 않아야 함. 특히 본봉 헤밍의 경우 매듭(Back-tack) 처리가 확실한지 확인.
¶ 현장 은어 및 관련 용어
| 구분 | 용어 | 현장 표기/발음 | 의미 및 비고 |
|---|---|---|---|
| KR | 스쿠이 | Sukui (すくい) | 블라인드 스티치(감침질) 기계 및 공정 자체를 지칭 |
| KR | 삼봉 | Sambong | 커버스티치(3바늘)를 뜻하며, 밑단 처리에 가장 많이 쓰임 |
| KR | 랍빠 | Lappa (ラッパ) | 원단을 일정 폭으로 접어주는 조구(Folder/Binder) |
| KR | 시아게 | Shiage (仕上げ) | 최종 마무리 및 다림질 공정 |
| KR | 오시 | Oshi (押さえ) | 노루발 또는 특정 부위를 누르는 동작/장치 |
| KR | 단가라 맞추기 | Dangara | 스트라이프 원단의 줄무늬를 헤밍 시 일치시키는 고난도 작업 |
| VN | Viền | 비엔 | 테두리, 헤밍, 바인딩 공정을 통칭 |
| VN | Lai | 라이 | 바지나 소매의 밑단(Hem) 자체를 의미 |
| CN | 卷边 | Juanbian (쥐안볜) | 원단을 말아서 박는 헤밍 기법 |
| CN | 挑线 | Tiaoxian (탸오셴) | 실을 낚아채는 동작, 주로 블라인드 스티치를 의미 |
| JP | 裾上げ | Suso-age | 바지나 스커트의 밑단을 올리는 작업 전체 |
¶ 장비 세팅 가이드 (Technical Setting)
- 바늘 깊이(Penetration) 조정: 블라인드 스티치 기계 측면의 마이크로 다이얼을 사용하여 0.05mm 단위로 조정한다. 원단 샘플을 겉면으로 뒤집어 바늘 자국이 보이지 않을 때까지 후퇴시킨 후, 한 단계씩 전진시키며 최적점을 찾는다.
- 차동 이송(Differential Feed) 설정:
- 다이마루(Knit): 원단이 늘어지기 쉬우므로 차동비를 1.2~1.5로 설정하여 원단을 모아주며 봉제.
- 직물(Woven): 원단이 우는 것을 방지하기 위해 0.8~1.0 사이의 중립 또는 약간의 늘림 설정.
- 노루발 압력: 헤밍 부위는 원단이 겹쳐져 두꺼우므로, 이송 시 자국(Feed Mark)이 남지 않도록 스프링 압력을 미세하게 조절한다. 특히 벨벳이나 기모 원단은 노루발 바닥에 테플론(Teflon) 시트를 부착하여 마찰을 줄인다.
- 실 선택: 헤밍은 피부에 직접 닿는 경우가 많으므로 부드러운 Wooly Nylon 실(루퍼용)이나 고신축 폴리에스테르 실을 권장한다. 본봉 헤밍 시에는 윗실과 밑실의 번수를 동일하게 맞추는 것이 장력 균형에 유리하다.
- 바늘-루퍼 타이밍 (Coverstitch 기준): 바늘이 최하점에서 상승하여 2.5mm~3.0mm 지점에 도달했을 때, 루퍼의 끝이 바늘 중심선에 위치하도록 설정한다. 이때 바늘과 루퍼 사이의 간극은 0.05mm를 유지하여 실 가림 현상을 방지한다.
¶ 공정 흐름도 (Process Flow)
¶ 원단별 헤밍 최적화 가이드 (Fabric Specifics)
| 원단 종류 | 권장 스티치 | SPI | 바늘 번수 | 특이 사항 |
|---|---|---|---|---|
| 실크/쉬폰 | ISO 301 (Baby Hem) | 14-16 | Nm 60-65 | 1.5mm 폭의 초미세 랍빠 사용 필수 |
| 싱글 져지(Knit) | ISO 406 (Cover) | 10-12 | Nm 70-75 | 차동 피드 1.3 설정으로 밑단 늘어남 방지 |
| 데님 (14oz 이상) | ISO 301 (Chain) | 7-9 | Nm 110-120 | 유니온 스페셜 등 고토크 기종 사용 |
| 울/캐시미어 | ISO 103 (Blind) | 8-10 | Nm 80-90 | 프레싱 시 원단 눌림 자국 주의 (천 대고 다림질) |
| 기능성 스판덱스 | ISO 605 (Flatlock) | 12-14 | Nm 75 (SES) | 고신축사(Wooly) 사용으로 활동성 확보 |
¶ 자동화 헤밍 시스템 (Advanced Automation)
최근 스마트 팩토리에서는 숙련공 부족 문제를 해결하기 위해 자동 헤밍 유닛(Automatic Hemming Units)을 도입하고 있다. * Juki ASN-690: 오바로크와 헤밍을 동시에 수행하며, 센서가 원단 끝을 감지하여 자동으로 이송 속도를 조절한다. * Pegasus EXT 시리즈: 실린더 베드 타입으로 소매나 밑단 등 원통형 부위의 헤밍을 고속(8,000 SPM)으로 처리한다. * 특징: 자동화 장비는 일정한 SPI와 헤밍 폭을 보장하지만, 원단 투입 시의 장력 조절(Tensioning)은 여전히 작업자의 숙련도에 의존하는 경우가 많다.
¶ 실전 트러블슈팅 노하우 (Senior Technician's Tips)
- "밑단이 꼬여요": 이는 주로 랍빠의 진입 각도가 틀어졌거나, 재봉기의 톱니(Feed Dog)가 한쪽으로 치우쳤을 때 발생한다. 톱니의 수평을 점검하고, 노루발의 좌우 압력이 균일한지 확인하라.
- "세탁 후 헤밍이 터져요": 커버스티치에서 루퍼 실의 장력이 너무 강하면 신축 시 실이 견디지 못하고 끊어진다. 루퍼 실 장력을 '느슨하다' 싶을 정도로 풀고, 대신 실의 부피감을 높여 채워주는 방식을 택하라.
- "블라인드 스티치가 자꾸 풀려요": 103종 스티치는 단일 실 체인 방식이라 한 곳만 끊겨도 전체가 풀린다. 봉제 시작과 끝 지점에서 반드시 1-2cm 정도 겹쳐 박기(Over-sewing)를 수행하고, 가능하다면 끝단에 소량의 섬유 접착제를 도포하는 공정을 추가하라.
¶ 관련 항목 (Related Topics)
- 오바로크 (Overlock / ISO 504): 헤밍 전 단계에서 원단 끝 풀림을 방지하는 필수 선행 공정.
- 바텍 (Bar-tack): 헤밍의 시작과 끝, 또는 옆선 트임(Side Slit) 부위의 강도를 높이기 위한 보강 봉제.
- 심 테이프 (Seam Tape): 무봉제 헤밍(Bonding) 시 사용되는 접착 소재.
- 시접 (Seam Allowance): 헤밍 폭에 따라 결정되는 여분의 원단 계산법. 일반적으로 헤밍 폭의 2배 + 5~10mm의 여유를 둔다.
- 가이드 (Seam Guide): 일정한 헤밍 폭을 유지하기 위해 침판에 부착하는 자석 또는 고정식 가이드.
- 차동 이송 (Differential Feed): 두 개의 톱니 속도 차이를 이용해 원단의 수축과 이완을 조절하는 핵심 메커니즘.
- 랍빠 (Folder/Binder): 원단을 자동으로 접어주는 금속 조구로, 헤밍의 생산성을 결정짓는 핵심 부품.