
힙벨트 (Hip Belt / đai hông / ウエストベルト / 腰带)
¶ 정의 및 개요 (Definition & Overview)
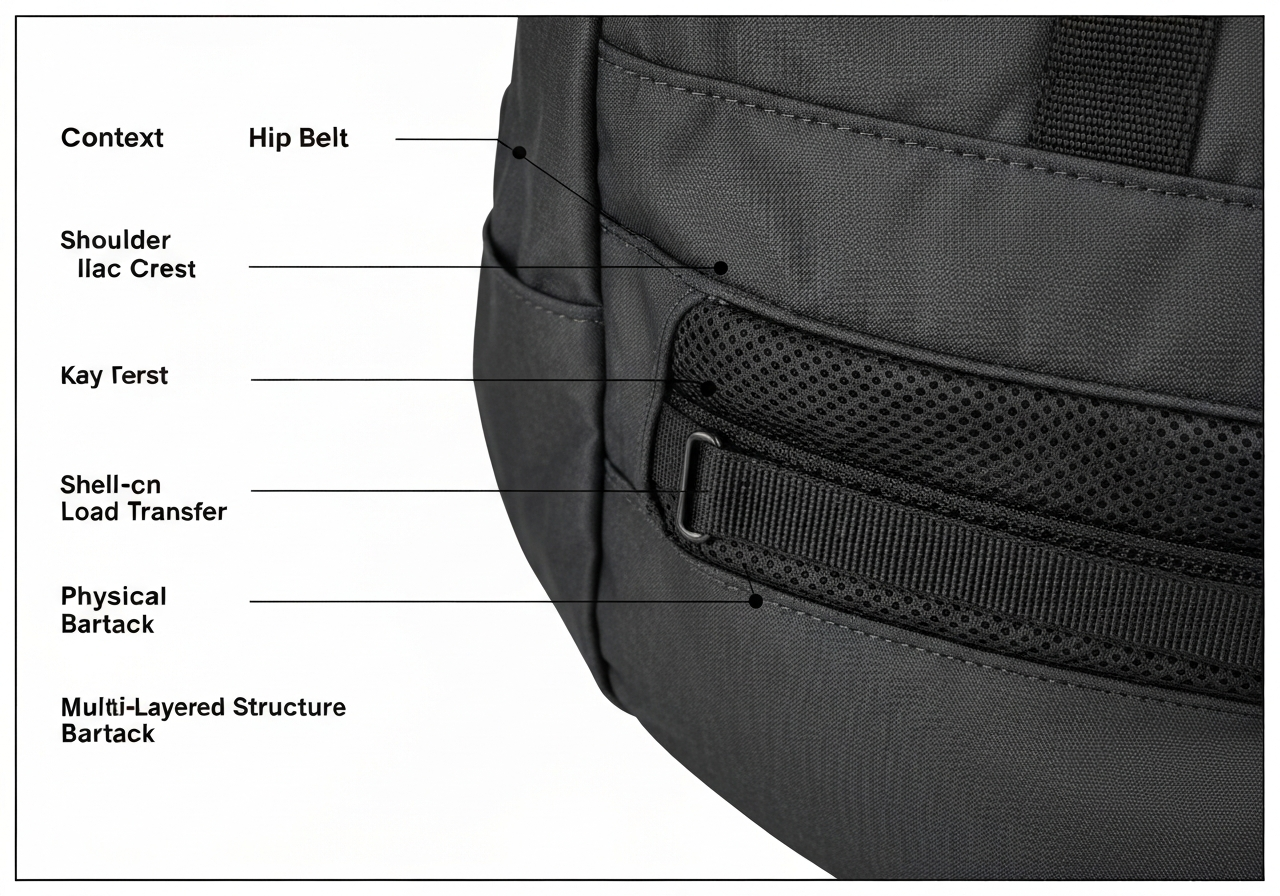
힙벨트는 배낭이나 고하중 지지용 가방의 수직 하중을 어깨(Shoulder)에서 사용자의 골반(Iliac Crest, 장골능)으로 효율적으로 전이(Load Transfer)시키기 위한 핵심 인체공학적 구성 요소입니다. 물리적으로는 외피(Shell), 완충재(Foam), 내피(Mesh)의 다층 구조(Multi-layered Structure)로 제작되며, 본체와의 연결부에는 강력한 인장 강도를 견디기 위한 고밀도 보강 봉제(Bartack)가 필수적입니다.
물리적 메커니즘 및 하중 전이(Load Transfer): 힙벨트의 핵심 원리는 '수직 하중의 수평 분산'에 있습니다. 배낭의 총 중량이 중력에 의해 하단으로 쏠릴 때, 힙벨트는 사용자의 장골능을 감싸 안으며 마찰력과 물리적 걸림(Interlocking)을 형성합니다. 이를 통해 어깨끈(Shoulder Harness)에 가해지는 하중의 약 70~80%를 하체로 전달하여 척추 기립근의 피로를 방지합니다. 설계 시 힙벨트의 '날개(Wing)' 각도가 사용자의 골반 경사도와 일치하지 않으면 하중이 특정 지점에 집중되어 통증을 유발하므로, 입체적인 3D 커브 패턴 설계와 성형(Molding) 기술이 병행됩니다.
산업 현장에서의 중요도: 제조 공정상 힙벨트는 배낭 전체 공정의 약 15~20%를 차지하는 고난도 부위입니다. 특히 다층 구조의 합봉 두께가 15mm~25mm를 상회하는 경우가 많아, 일반 본봉 재봉기로는 작업이 불가능하며 상하송(Unison Feed) 또는 극후물용 전자 패턴기가 반드시 필요합니다. 이 공정의 품질이 곧 브랜드의 기술력과 내구성을 상징하는 척도가 됩니다.
¶ 기술 사양 (Technical Specifications)
| 항목 | 상세 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (Lockstitch), Class 304 (Zigzag) | 패턴 바텍 및 합봉용 |
| 주요 재봉기 유형 | 상하송 재봉기 (Unison Feed), 전자 패턴 재봉기 | 중량물/극후물 사양 |
| 추천 모델 | Juki LU-1508, Juki LK-1900BN, Brother BAS-311G | 글로벌 표준 장비 |
| 바늘 시스템 | DP×17, 135×17 (Size 19# ~ 24#) | 원단 및 웨빙 두께에 따라 가변 |
| 표준 땀수 (SPI) | 6 - 10 SPI (Stitches Per Inch) | 부위별 차등 (웨빙 6-8, 합봉 8-10) |
| 사용 실 (Thread) | 바늘실: Bonded Nylon (20/3, 30/3) / 밑실: 동일 | 고강력 본딩사 필수 (열화 방지) |
| 최대 봉제 속도 | 1,800 - 2,200 spm (Stitches Per Minute) | 고단차 구간 1,200 spm 이하 권장 |
| 적합 원단 | Nylon 600D-1680D, Cordura, EVA Foam, 3D Air Mesh | 내마모성 및 고밀도 자재 |
| Towa 장력 수치 | 밑실(Bobbin): 45-55g / 윗실(Top): 180-220g | 20/3 본딩사 기준 표준 세팅 |
| 바늘 포인트 타입 | R (Round), SD (Small Ball), NY (Nylon 특화) | 섬유 손상 및 땀뜀 방지 |
| 원단 두께 허용치 | 최대 25mm (압착 시) | 상하송 노루발 상승량 기준 |
¶ 적용 분야 (Application)
1) 전문 등산용 및 아웃도어 배낭: * 대형 백패킹 배낭 (50L+): 하중의 80% 이상을 지지해야 하므로 15mm 이상의 고밀도 EVA 폼과 PE 보드(Polyethylene Board)가 삽입됩니다. 본체와의 연결부는 'V-Pull' 시스템을 적용하여 당기는 힘이 골반 전체에 고르게 퍼지도록 설계합니다. * 중형 데이팩 (25L~40L): 탈부착형 힙벨트가 주로 사용되며, 봉제 시 8-9 SPI를 유지하여 유연성과 강도의 균형을 맞춥니다.
2) 의류 및 테크웨어 (Techwear): * 스키/스노보드 재킷: 내부 '파우더 스커트(Powder Skirt)'와 연동되는 힙벨트 구조가 적용됩니다. 이는 눈의 유입을 막고 재킷의 무게를 골반에 안착시키는 역할을 합니다. 의류용이므로 10-12 SPI의 촘촘한 봉제가 적용되며, 실은 40/2 또는 50/2 코아사를 주로 사용합니다.
3) 전술 및 군용 장비 (Tactical Gear): * MOLLE 시스템 벨트: 웨빙이 1인치 간격으로 촘촘하게 봉제되어야 하며, 각 칸마다 28바늘 이상의 고밀도 바텍이 필수입니다. 실은 적외선 반사 방지(IRR) 처리가 된 나일론 본딩사를 사용합니다. * 플레이트 캐리어(Plate Carrier): 커머번드(Cummerbund) 부위가 힙벨트 역할을 겸하며, 신속 해제(Quick Release) 장치와의 연결부 봉제 강도가 생존과 직결됩니다.
4) 유아용품 및 산업 안전: * 아기띠 (Baby Carrier): 사용자의 요추를 지지하기 위해 광폭 힙벨트가 적용됩니다. 피부 접촉이 잦으므로 무독성 EVA 폼과 부드러운 메쉬 소재를 사용하며, 봉제 시 시접이 겉으로 드러나지 않는 '인심(In-seam)' 공법이 중요합니다. * 추락 방지 하네스: 산업용 안전 벨트의 힙 패드는 인장 강도 22kN 이상을 견뎌야 하므로, ISO 9001 인증 공장에서 특수 패턴기로 봉제됩니다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 땀뜀 (Skipped Stitches)
- 원인: 원단, EVA 폼, 웨빙이 겹쳐지는 고단차 부위에서 바늘이 휘거나 루퍼와의 타이밍이 어긋남.
- 해결: DP×17 등 강성이 높은 바늘로 교체하고, 바늘 판(Needle Plate)의 구멍 크기를 바늘 호수에 맞게 최적화함. 현장 팁: 바늘대를 표준보다 0.1~0.2mm 낮게 설정하여 루퍼가 실 고리(Loop)를 더 확실하게 낚아채도록 조정.
- 실 끊어짐 및 녹음 (Thread Breakage/Melting)
- 원인: 고속 봉제 시 바늘 열 발생(최대 200도 이상)으로 인해 나일론 실이 열화되어 끊어짐.
- 해결: 실리콘 오일 공급 장치(Thread Lubricator)를 설치하고, 바늘 속도를 2,000 spm 이하로 하향 조정하며 냉각용 에어 블로워 설치.
- 원단 밀림 및 층간 이탈 (Puckering/Shifting)
- 원인: 다층 구조(Mesh+Foam+Fabric) 봉제 시 상판과 하판 원단의 이송 속도 차이 발생.
- 해결: 상하송(Walking Foot)의 보행 높이를 높이고, 노루발 압력을 원단 두께에 맞춰 재설정. 현장 팁: 미끄러운 메쉬 소재의 경우 노루발 바닥에 테이핑 처리를 하거나 널링(Knurling)이 강한 피드 독을 사용.
- 바텍 터짐 및 인장 강도 미달 (Bartack Failure)
- 원인: 웨빙 연결부의 보강 봉제 침수(Density) 부족 또는 실 장력 불균형.
- 해결: 패턴 바텍의 침수를 늘리거나 봉제 범위를 확장(Box-X Stitch 등)하여 응력을 분산시키고, 본딩사 사용을 의무화함.
- 충전재 변형 (Foam Compression)
- 원인: 노루발 압력이 과도하여 내부 EVA 폼이 영구적으로 눌리거나 씹힘.
- 해결: 평노루발 대신 접촉 면적이 넓은 롤러 노루발 또는 마찰이 적은 테플론 노루발을 사용하고 압력을 최소화함.
- 오일 오염 (Oil Stain)
- 원인: 재봉기 바늘대(Needle Bar)에서 과도한 급유로 인해 밝은 색상의 원단에 오염 발생.
- 해결: 세미 드라이(Semi-dry) 타입 재봉기를 사용하거나 바늘대 오일 펠트를 주기적으로 교체.
¶ 품질 검사 기준 (Quality Control)
- 인장 강도 테스트 (Tensile Strength): 웨빙과 힙벨트 연결 부위가 바이어 요구 사양(일반적으로 50~120kgf)을 견디는지 인장 시험기로 측정.
- 대칭성 검사 (Symmetry): 좌우 힙벨트의 길이, 각도, 패딩 위치가 중심선을 기준으로 ±3mm 이내인지 확인.
- SPI 일관성: 단차 부위(웨빙 겹침부)에서도 설정된 SPI가 일정하게 유지되는지 확인 (AQL 1.5 기준 적용).
- 외관 시아게 (Finishing): 잔사 제거 상태, 웨빙 끝단 열처리(Heat Sealing) 상태, 원단 표면의 노루발 자국 유무 확인.
- 폼 삽입 상태: 내부 EVA 폼이 끝까지 밀착되어 삽입되었는지, 봉제 시 폼이 접히지 않았는지 촉진 검사.
- 장력 균일도: 봉제된 실을 손가락으로 튕겼을 때 '팅' 소리가 날 정도의 적절한 장력이 유지되어야 하며, 밑실이 겉으로 비치지 않아야 함.
¶ 현장 은어 및 용어 매칭
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 (KR) | 힙벨트 / 허리 패드 | 현장에서는 '허리끈'으로 통칭되기도 함 |
| 한국어 (KR) | 바텍 (Bartack) | 보강 봉제를 뜻하며, 일본식 발음에서 유래 |
| 한국어 (KR) | 시아게 (Finishing) | 최종 마무리 및 실밥 제거 공정 |
| 한국어 (KR) | 해리 (Binding) | 에지 바인딩 처리를 뜻하는 현장 은어 |
| 한국어 (KR) | 다마 (Welt/Binding) | 파이핑이나 바인딩의 끝부분 처리를 지칭 |
| 일본어 (JP) | ウエストベルト | 허리 벨트의 표준 명칭 |
| 일본어 (JP) | 腰 (こし) | 허리 부위 조립 공정을 지칭할 때 사용 |
| 일본어 (JP) | 段取り (だんどり) | 공정 준비 및 기계 세팅을 의미 |
| 베트남어 (VN) | đai hông | 힙벨트의 표준 명칭 |
| 베트남어 (VN) | Lại mũi | 바텍 또는 되돌아박기 (Backstitch) |
| 중국어 (CN) | 腰带 (Yāodài) | 허리띠 또는 벨트 부품을 통칭 |
| 중국어 (CN) | 打枣 (Dǎ zǎo) | 바텍(Bartack) 작업의 현장 용어 |
¶ 장비 세팅 가이드 (Setup Guide)
- 장력 설정 (Tension): 두꺼운 웨빙 봉제 시 밑실 장력을 평소보다 15-20% 강하게 설정하여 스티치의 결절(Knot)이 원단 중간에 위치하도록 조정. Towa 게이지 기준 50g 권장.
- 노루발 압력: EVA 폼 두께가 10mm 이상일 경우, 노루발 압력을 높이되 원단 표면에 자국이 남지 않도록 고무 코팅 노루발 또는 플라스틱 커버 사용 권장.
- 바늘 선택: 원단 조직이 치밀한 Cordura 계열은 바늘 끝이 날카로운 'R' 포인트를 사용하고, 가죽 혼용 시 'LL' 또는 'S' 커팅 포인트 검토.
- 이송 타이밍 (Feed Timing): 두꺼운 자재 이송 시 피드 독(Feed Dog)의 높이를 표준보다 0.2mm 높게 설정하고, 이송 궤적을 타원형으로 조정하여 밀림 방지.
- 전자 패턴기 세팅: Brother BAS 시리즈 사용 시, 힙벨트의 곡선 구간에서 속도를 자동으로 40% 감속하도록 프로그램을 설계하여 바늘 부러짐을 방지하십시오.
¶ 국가별 공장 실무 차이 (Regional Manufacturing Insights)
한국 (Korea): * 특징: 고난도 샘플 제작 및 소량 다품종 고품질 생산에 특화. * 실무: 숙련공들이 상하송 재봉기를 사용하여 수작업으로 곡선 부위를 정밀하게 봉제함. '도메(바텍)'의 위치를 1mm 단위로 관리하며, 실 끝을 라이터로 지지는 '불시아게' 공정이 매우 꼼꼼함.
베트남 (Vietnam): * 특징: 글로벌 브랜드(North Face, Osprey 등)의 대량 생산 기지. * 실무: 자동화율이 매우 높음. 힙벨트 전체를 한 번에 봉제하는 대형 전자 패턴기(BAS-342H 등)를 선호함. 지그(Jig)를 제작하여 비숙련공도 일정한 품질을 낼 수 있도록 공정을 표준화함.
중국 (China): * 특징: 원부자재 수급의 용이성과 중저가 라인의 압도적 물량. * 실무: 원가 절감을 위해 EVA 폼 대신 재생 폼(Re-bonded Foam)을 사용하는 경우가 많아, 봉제 시 바늘 열에 의한 폼 녹음 현상이 자주 발생함. 이를 방지하기 위해 바늘 냉각 장치(Needle Cooler) 사용이 일반화되어 있음.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목 (Related Items)
- 웨빙 (Webbing): 힙벨트의 인장 강도를 결정하는 고밀도 나일론/폴리에스터 띠.
- 에어 메쉬 (Air Mesh): 통기성과 쿠션감을 위해 힙벨트 안쪽에 사용되는 3D 입체 직물.
- 로드 리프터 (Load Lifter): 힙벨트와 배낭 본체의 각도를 조절하여 무게 중심을 사용자 쪽으로 당겨주는 보조 스트랩.
- 사이드 릴리즈 버클 (Side Release Buckle): 힙벨트 체결 및 길이 조절에 사용되는 플라스틱/금속 부자재.
- EVA 폼 (Ethylene Vinyl Acetate): 힙벨트 내부의 충격 흡수 및 하중 분산을 담당하는 핵심 완충재. 경도(Shore A) 30~50 사이가 주로 사용됨.
- PE 보드 (Polyethylene Board): 힙벨트의 형태를 유지하고 하중을 넓게 분산시키기 위해 내부에 삽입되는 플라스틱 판재.
¶ 실전 기술 노하우 (Technical Tips)
- 바늘 열 관리: 1680D 나일론 원단을 2,000 spm 이상으로 봉제할 경우 바늘 온도가 급상승합니다. 이때 실이 녹는다면 바늘 호수를 한 단계 높여(예: 21# → 22#) 마찰 면적을 줄이거나, 바늘 홈(Scarf)이 깊은 특수 바늘을 사용하십시오.
- 단차 극복: 힙벨트 날개와 본체가 만나는 지점은 두께가 급격히 변합니다. 이때 노루발이 들리면서 땀뜀이 발생하기 쉬운데, 노루발의 '보행량(Walking Amount)'을 최대치로 설정하고 수동으로 한 땀씩 전진하는 '인칭(Inching)' 기법을 활용하십시오.
- 패턴 설계 시 여유분: EVA 폼의 두께 때문에 외피 원단은 내피보다 약 3~5mm 정도 크게 재단해야 봉제 후 힙벨트가 자연스럽게 안쪽으로 굽어지는 'Pre-curved' 형태를 유지할 수 있습니다. 이를 무시하면 봉제 후 원단이 울거나(Puckering) 형태가 뒤틀립니다.
- 지그(Jig) 활용: 대량 생산 시 힙벨트의 곡선 라인을 일정하게 유지하기 위해 아크릴이나 알루미늄으로 제작된 가이드 지그를 사용하면 품질 편차를 획기적으로 줄일 수 있습니다.