



하이드레이션 팩 (Hydration Pack / Balo túi nước / ハイドレーションパック)
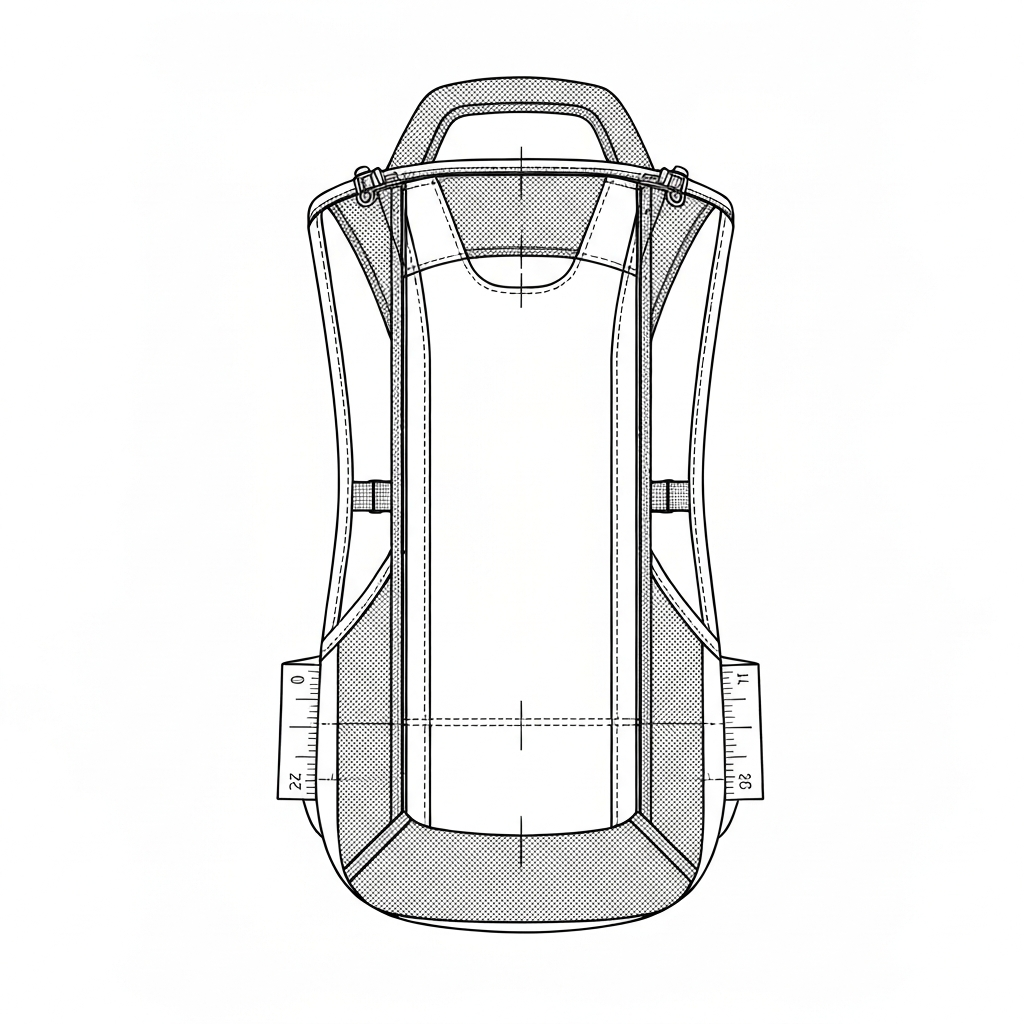
 그림 1: 전술 및 아웃도어용 하이드레이션 팩의 구조적 설계 및 봉제 보강 예시
그림 1: 전술 및 아웃도어용 하이드레이션 팩의 구조적 설계 및 봉제 보강 예시
¶ 개요
하이드레이션 팩(Hydration Pack)은 사용자가 이동 중이나 격렬한 활동 중에도 별도의 용기를 손으로 잡지 않고 튜브를 통해 수분을 섭취할 수 있도록 설계된 기능성 액체 저장 및 운반 시스템 가방이다. 기술적 관점에서 하이드레이션 팩은 단순한 가방이 아니라, 내부의 유연한 물주머니(Bladder/Reservoir)의 하중을 견디는 내부 슬리브(Internal Sleeve), 튜브가 외부로 인출되는 H2O 포트(Hose Port), 그리고 튜브를 고정하는 어깨끈 가이드 시스템이 결합된 복합 구조체이다.
고중량의 액체(통상 2L~3L, 약 2~3kg)를 지탱해야 하므로 ISO 4915 Class 301(본봉)과 Class 304(지그재그) 스티치가 혼용되며, 특히 하중이 집중되는 부위에는 고밀도 바텍(Bartack) 보강이 필수적이다. 가방 제조 공정에서 이 용어는 단순한 수납함을 넘어, 액체의 유동성으로 인한 무게 중심 변화를 제어하는 내부 보강 구조 전체를 포함하는 개념으로 사용된다. 본 문서는 산업용 재봉 기술과 공장 운영 관점에서 하이드레이션 팩의 제작 사양과 품질 관리 기준을 상세히 다룬다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (Lockstitch), Class 304 (Zigzag), Class 401 (Chainstitch) | 구조적 강도 및 유연성 확보 |
| 심 분류 (ISO 4916) | SSa-1 (Plain Seam), LSc-2 (Lap Seam), BSb-1 (Binding) | 시접 처리 및 보강 구조의 표준화 |
| 주요 재봉기 | 상하송 본봉기 (Walking Foot), 전자 바텍기, 패턴 재봉기 | Juki LU-1508N, LK-1900BN, Brother KE-430HX |
| 바늘 시스템 | DP×17 (Size 18-23), SAN 5.2 (Groz-Beckert) | 고강도 원단 및 웨빙 관통력 확보 및 바늘 휨 방지 |
| 스티치 밀도 (SPI) | 7~10 SPI (구조용), 10~12 SPI (디테일), 14 SPI (경량) | 고밀도 봉제 시 원단 손상(Needle Cut) 주의 |
| 사용 실 (Thread) | 바늘실: Bonded Nylon 69 (Tex 70) / 밑실: 동일 | 내구성, 마찰 저항성 및 UV 저항성 고려 |
| 최대 봉제 속도 | 1,800 ~ 2,200 spm | 두꺼운 자재 및 상하송 기계 특성상 저속 권장 |
| 주요 원단 | 500D/1000D Cordura, 210D/420D Nylon Ripstop | PU 코팅(2~3회) 또는 DWR 처리 필수 |
| 보강 공정 | 28~42침 바텍 (Bartack), X-Box Stitch | 어깨끈, 웨빙 연결부, 몰리(MOLLE) 시스템 |
| 장력 설정 (Towa) | 밑실: 150~180g / 윗실: 250~350g | 실의 굵기와 원단 두께에 따라 미세 조정 |
| 허용 오차 | 주요 치수 ±2mm, SPI ±0.5 | 엄격한 품질 관리 기준 적용 |
| 프레싱 온도 | 120°C ~ 140°C (심 테이핑 시) | 원단 코팅 손상 방지를 위한 임계 온도 준수 |
¶ 적용 분야 및 설계 특성
하이드레이션 팩의 봉제 사양과 설계는 사용 환경의 물리적 부하와 활동 강도에 따라 엄격하게 구분된다. 단순히 물을 담는 기능을 넘어, 각 환경에서 요구되는 내구성과 기능성을 충족하기 위해 설계 단계부터 차별화된 봉제 기법이 적용된다.
¶ 3.1 군용 및 전술 장비 (Tactical Gear)
- 적용 부위: 플레이트 캐리어(Plate Carrier) 후면 패널, 전술 배낭의 독립형 하이드레이션 캐리어.
- 설계 특성: 군용 하이드레이션 팩은 전장 환경에서의 극한 스트레스를 견뎌야 한다. 1000D Cordura와 MIL-SPEC 웨빙을 결합하며, MOLLE(Modular Lightweight Load-carrying Equipment) 시스템이 적용된다. 웨빙 한 칸당 42침 이상의 고밀도 바텍을 적용하여 3L 이상의 수분 무게와 외부 충격을 견뎌야 한다. 특히, 포복이나 격렬한 기동 시 물주머니가 내부에서 터지는 것을 방지하기 위해 내부 슬리브는 이중 퀼팅 처리가 되기도 한다.
- 봉제 기술: 적외선 반사 억제(Low IR) 처리가 된 Bonded Nylon 실을 사용하여 야간 투시경 노출을 최소화한다. 봉제선은 ISO 4916 LSc-2(Lap Seam) 구조를 채택하여 인장 강도를 극대화하며, 모든 시접은 1인치 나일론 바인딩 테이프로 마감하여 마찰로 인한 마모를 방지한다.
¶ 3.2 아웃도어 및 등산용 백팩 (Hiking & Trekking)
- 적용 부위: 메인 수납칸 내부의 행잉 루프(Hanging Loop) 및 세퍼레이션 슬리브(Separation Sleeve).
- 설계 특성: 장거리 보행 시 무게 중심 유지가 핵심이다. 물주머니의 출렁임을 방지하기 위해 슬리브 상단에 벨크로(Velcro) 또는 버클 타입의 고정 장치를 부착한다. 등판과 접하는 부위는 땀 배출을 위해 에어 메쉬(Air Mesh)와 합봉되며, 이때 메쉬의 올 풀림을 방지하기 위해 4선 오바로크 후 바인딩 마감을 병행한다.
- 봉제 기술: 등판의 곡선을 따라 입체 봉제가 필요하므로 상하송 본봉기의 노루발 압력을 3.5kgf 수준으로 정밀하게 조절하여 원단 밀림을 방지한다. H2O 포트는 배낭 상단 중앙 또는 좌우 양측에 배치하며, 튜브 인출 시 원단이 찢어지지 않도록 타원형 바텍 보강이 필수적이다.
¶ 3.3 트레일 러닝 및 마라톤 (Trail Running Vests)
- 적용 부위: 초경량 조끼형 베스트의 전면 가슴 포켓 및 후면 수납부.
- 설계 특성: 1g의 무게도 민감한 분야로, 70D 미만의 초경량 Ripstop Nylon 또는 4-Way Stretch 파워 메쉬(Power Mesh) 소재를 사용한다. 신체 밀착력을 높이기 위해 인체공학적 패턴 설계가 적용되며, 봉제선이 피부에 닿아 발생하는 마찰(Chafing)을 최소화해야 한다.
- 봉제 기술: 원단이 얇아 미어짐(Seam Slippage)이 발생하기 쉬우므로 SPI를 12~14로 높이고, 봉제선 안쪽에 심 테이프(Seam Tape) 또는 스테이 테이프(Stay Tape)를 보강하여 인장 강도를 확보한다. 일부 고사양 모델에서는 봉제선 없이 초음파 웰딩(Ultrasonic Welding) 기법을 사용하여 무게를 줄이고 방수 성능을 높인다.
¶ 3.4 액션 스포츠 (MTB, Motocross)
- 적용 부위: 소형 유선형 팩의 어깨끈 가이드 루프 및 흉부 스트랩(Sternum Strap).
- 설계 특성: 격렬한 상체 움직임과 진동에 대응해야 한다. 어깨끈 연결부에 X-Box Stitch를 적용하여 다각도에서 가해지는 하중을 분산시킨다. 튜브가 흔들리지 않도록 어깨끈에 탄성 밴드(Elastic Band)를 지그재그 스티치로 고정하여 유연성을 부여한다.
- 봉제 기술: 낙차 시 충격으로부터 물주머니를 보호하기 위해 외피와 내피 사이에 EVA 폼을 삽입하는 공정이 추가된다. 이때 폼의 두께로 인해 봉제 두께가 10mm 이상 두꺼워지므로, Juki LU-1508N과 같은 고양정 상하송 기계를 사용하여 일정한 땀수를 유지한다.
 그림 2: 활동 유형별 하이드레이션 팩 설계 차이 (전술용 vs 러닝용)
그림 2: 활동 유형별 하이드레이션 팩 설계 차이 (전술용 vs 러닝용)
¶ 주요 결함 분석 및 해결 방안 (Troubleshooting)
-
증상: 어깨끈 연결부 원단 파열 (Fabric Tearing at Shoulder Straps)
- 원인 분석: 물의 무게(2~3kg)가 집중되는 부위에 바텍(Bartack) 밀도가 너무 높거나 바늘 열 손상으로 인해 원단 섬유가 절단됨(Needle Cut).
- 중간 점검: 바텍 침수(Stitch Count)가 원단 강도 대비 과도한지 확인.
- 최종 해결: 바텍 침수를 28~36침으로 최적화하고, 바늘 냉각 장치(Needle Cooler)를 설치하여 열 손상을 방지함. 필요 시 내부에 1인치 나일론 테이프(Reinforcement Tape)를 삽입 후 봉제.
-
증상: H2O 포트(튜브 인출구) 주변 올 풀림 (Fraying at Hose Port)
- 원인 분석: 원단 타공 후 테두리 마감 봉제가 미흡하거나, 지그재그 스티치의 폭이 좁아 원단 끝단을 충분히 감싸지 못함.
- 중간 점검: 타공 부위의 열처리(Heat Sealing) 여부 확인.
- 최종 해결: 초음파 절단기를 사용하여 단면을 융착하거나, 포트 주변을 고밀도 지그재그(Class 304) 또는 전용 아일렛(Eyelet)으로 보강 처리.
-
증상: 내부 슬리브 봉제선 터짐 (Seam Bursting in Internal Sleeve)
- 원인 분석: 물주머니 삽입 시 발생하는 횡방향 압력을 본봉(Lockstitch)의 낮은 신축성이 견디지 못함.
- 중간 점검: 봉제선의 장력(Tension)이 너무 강하게 설정되어 있는지 확인.
- 최종 해결: SPI를 8 정도로 낮추어 유연성을 확보하고, 밑실 장력을 150g 수준으로 완화. 중요 부위는 이중 봉제(Double Stitch) 또는 랍빠(Folder)를 이용한 쌈솔(Felled Seam) 적용.
-
증상: 방수 코팅 원단의 퍼커링 (Puckering on Coated Fabrics)
- 원인 분석: PU 코팅된 두꺼운 원단 봉제 시 상하판 이송 불일치 또는 노루발 압력 과다.
- 중간 점검: 원단 2겹 봉제 후 상판이 밀려 나오는지 확인.
- 최종 해결: 상하송(Walking Foot) 기계의 교차 높이를 조정하고, 테플론 노루발을 사용하여 마찰을 줄임.
-
증상: 튜브 고정용 탄성 루프 이탈 (Elastic Loop Failure)
- 원인 분석: 탄성 밴드 봉제 시 일반 바늘(Sharp Point)이 고무사를 끊어 탄성이 상실되거나 봉제선이 풀림.
- 중간 점검: 바늘 끝의 형상 확인.
- 최종 해결: SES(Light Ball Point) 바늘로 교체하여 고무사 사이를 비껴가도록 봉제하고, 되박음질(Backstitch)을 3회 이상 실시.
-
증상: 몰리(MOLLE) 웨빙 간격 불일치 (Inconsistent Webbing Spacing)
- 원인 분석: 웨빙 봉제 시 원단 밀림 현상으로 인해 표준 간격(1인치)이 유지되지 않아 파우치 결합 불가.
- 중간 점검: 봉제 전 지그(Jig) 사용 여부 및 노루발 압력 확인.
- 최종 해결: 전용 패턴 재봉기(Programmable Pattern Sewer)를 사용하여 정밀한 간격으로 자동 봉제하거나, 아크릴 지그를 제작하여 위치를 고정함.
¶ 품질 검사 기준 (Quality Control Standards)
하이드레이션 팩은 액체를 운반하는 특성상 일반 가방보다 엄격한 ISO 및 자체 품질 기준이 적용된다.
- 정적 하중 테스트: 최대 용량의 물을 채운 상태에서 24시간 동안 수직으로 매달아 봉제선 변형 및 원단 늘어남 측정.
- 동적 낙하 테스트: 3L의 물을 채우고 1.2m 높이에서 5회 낙하 시 어깨끈 및 하단 봉제 부위의 터짐이 없어야 함 (AQL 0% 적용).
- H2O 포트 통과 테스트: 표준 규격의 튜브(직경 약 10~12mm)가 걸림 없이 원활하게 통과하는지 확인.
- 내부 마감 검사: 물주머니 파손을 방지하기 위해 내부의 모든 솔기는 바인딩(Binding) 처리되어야 하며, 날카로운 실 끝이나 원단 단면 노출 금지.
- 치수 정밀도: 설계 도면 대비 H2O 포트 위치 오차 ±2mm 이내 유지.
- 인장 강도 테스트 (ISO 13934-1): 주요 연결부(어깨끈, 핸들)의 봉제 강도가 최소 500N(약 50kgf) 이상을 견디는지 확인. 가방 제조에서 이 기준은 제품의 생명주기를 결정하는 핵심 지표이다.
- 방수 성능 테스트 (AATCC 127): 원단 및 봉제 부위의 수압 저항성 측정 (필요 시 심 테이핑 부위 집중 검사).
- 심 강도 테스트 (ISO 13935-2): 봉제선 자체가 원단으로부터 뽑혀 나가는 힘을 측정하여, 하이드레이션 팩의 내부 슬리브가 물의 하중을 견딜 수 있는지 검증.
¶ 공장 은어 및 현장 용어 (Global Factory Glossary)
| 언어 | 용어 | 로마자 표기 | 의미 및 비고 |
|---|---|---|---|
| 한국어 (KR) | 하이드레이션 팩 | Hydration Pack | 정식 명칭 |
| 한국어 (KR) | 물주머니 칸 | Mul-ju-meo-ni Kan | 내부 슬리브(Sleeve)를 지칭 |
| 한국어 (KR) | 바텍 / 도메 | Ba-tek / Do-me | 보강 봉제 및 되박음질 (일본어 유래) |
| 한국어 (KR) | 시아게 | Si-a-ge | 최종 마무리 작업 (실밥 제거 및 검사) |
| 한국어 (KR) | 랍빠 | Rap-pa | 바인딩 처리를 위한 폴더(Folder) 장치 |
| 베트남어 (VN) | Balo túi nước | Balo tui nuoc | 하이드레이션 백팩 전체 |
| 베트남어 (VN) | Đánh bọ | Danh bo | 바텍(Bartack) 작업 |
| 베트남어 (VN) | May chặn | May chan | 보강 박음질 (주로 되박음질 포함) |
| 베트남어 (VN) | Viền | Vien | 바인딩(Binding) 마감 작업 |
| 베트남어 (VN) | Kim đôi | Kim doi | 이중 바늘(Double Needle) 봉제 |
| 일본어 (JP) | ハイドレーション | Haidore-shon | 하이드레이션 시스템 |
| 일본어 (JP) | カンドメ | Kandome | 바텍(Bartack)의 현장 용어 |
| 일본어 (JP) | パイピング | Paipingu | 파이핑/바인딩 처리 |
| 중국어 (CN) | 水袋包 | Shuǐdài bāo | 하이드레이션 팩 |
| 중국어 (CN) | 打枣 | Dǎ zǎo | 바텍 (대추알 모양의 보강 봉제) |
| 중국어 (CN) | 包边 | Bāo biān | 바인딩(Binding) 공정 |
| 중국어 (CN) | 倒针 | Dào zhēn | 되박음질 (Backstitch) |
¶ 장비 세팅 및 공정 최적화 가이드
- 장력 설정 (Tension Control): Bonded Nylon 실은 탄성이 낮으므로 일반 폴리에스터 실보다 장력을 20% 높게 설정하되, 밑실은 Towa 게이지 기준 150~180g을 유지하여 땀 뜀을 방지한다. 윗실 장력이 너무 강하면 원단이 우는 현상이 발생하므로 소재 두께에 따라 250~300g 사이에서 미세 조정한다.
- 노루발 압력 (Presser Foot Pressure): 1000D Cordura와 같은 고중량 원단은 압력을 강하게(약 4~5kgf) 설정하여 이송력을 확보하되, 원단 표면 손상을 막기 위해 널링(Knurling)이 없는 매끄러운 노루발 사용을 권장한다.
- 바늘 선택 (Needle Selection): 원단이 겹쳐지는 두꺼운 부위(웨빙+원단 4겹 이상)에서는 바늘 휨 현상을 방지하기 위해 DP×17 22호 이상의 굵은 바늘을 사용한다. Groz-Beckert의 SAN 5.2 바늘은 전술 장비와 같은 고부하 봉제 시 바늘 휨과 실 끊어짐을 획기적으로 줄여준다.
- 이송 타이밍 (Feed Timing): 상하송 기계의 보조 노루발과 주 노루발이 원단을 동시에 잡아주는 타이밍을 정밀하게 맞추어 원단 밀림(Slippage) 현상을 제거한다. 특히 곡선 바인딩 공정에서는 이송 타이밍이 늦을 경우 내부 주름이 발생한다.
- 전자 바텍기 세팅: Brother KE-430HX 모델 사용 시, 하이드레이션 팩의 두꺼운 웨빙 부위에서는 '강력 모드'를 활성화하여 바늘 관통력을 높이고, 실 끊김 감지 센서의 감도를 조절하여 오작동을 방지한다.
¶ 공정 흐름도 (Manufacturing Flowchart)
¶ 국가별 생산 관리 특성 (실무 노하우)
- 한국 (Korea): 주로 고난도의 샘플 제작 및 소량 고부가가치 제품(특수부대용 커스텀 장비)을 생산한다. 숙련된 기술자가 Juki LU-1508N과 같은 수동 기계로 미세한 곡선 부위를 정밀하게 컨트롤하는 것이 특징이다. "꼼꼼한 시아게"를 강조하며, 실밥 하나도 허용하지 않는 엄격한 외관 검사를 수행한다.
- 베트남 (Vietnam): 대규모 라인 생산 시스템이 잘 갖춰져 있다. 품질 관리(QC) 프로세스가 표준화되어 있으며, 특히 어깨끈의 인장 강도 테스트를 라인별로 매일 실시한다. 현장에서는 바텍 작업을 'Đánh bọ'라고 부르며, Brother 자동 바텍기의 사용 비중이 매우 높다. 대량 생산 시의 SPI 일관성이 매우 뛰어나다.
- 중국 (China): 원부자재(Cordura 유사 원단, 버클, 웨빙)의 수급 속도가 매우 빠르다. 대량 생산 시 패턴 재봉기(Pattern Sewer)를 적극 활용하여 공정 자동화를 꾀하며, '打枣(바텍)' 공정의 속도를 극대화하는 세팅을 선호한다. 최근에는 자동 타공 및 보강기가 결합된 전용 설비를 도입하여 생산성을 높이고 있다.
¶ 대체 기법 및 소재 비교
| 비교 항목 | 하이드레이션 팩 (봉제형) | 하이드레이션 팩 (웰딩형) | 비고 |
|---|---|---|---|
| 주요 공법 | 산업용 재봉기 봉제 | 고주파(RF) 또는 초음파 웰딩 | 봉제형이 구조적 강도 우수 |
| 내구성 | 매우 높음 (바텍 보강 시) | 보통 (접합부 박리 위험) | 군용은 봉제형 선호 |
| 방수성 | 심 테이핑 필요 | 자체 방수 가능 | 웰딩형은 경량화에 유리 |
| 생산 단가 | 공임 비중 높음 | 설비 투자비 높음 | 대량 생산 시 웰딩 유리 |
| 수리 용이성 | 현장 수선 가능 | 수선 불가능 | 아웃도어 실무 관점 |
¶ 관련 항목
- 물주머니 (Bladder/Reservoir): 하이드레이션 팩의 핵심 구성 요소인 액체 저장 용기. 주로 TPU(Thermoplastic Polyurethane) 소재로 제작됨.
- 상하송 본봉기 (Walking Foot Machine): 가방 제작의 표준 장비로, 상하 동시 이송을 통해 두꺼운 자재 봉제에 특화됨.
- 몰리 시스템 (MOLLE System): 전술용 하이드레이션 팩 외부에 파우치를 결합하기 위한 웨빙 격자 구조. 1인치 간격 유지가 핵심.
- 바인딩 (Binding): 원단 단면을 테이프로 감싸 마감하는 공정으로, 내부 물주머니 보호 및 시접 풀림 방지를 위해 필수적임. ISO 4916 BSb-1 형식이 주로 사용됨.
- 심 테이핑 (Seam Taping): 외부 수분 침투 방지를 위해 봉제선 안쪽에 열로 부착하는 방수 처리 기법.
- RF Welding (고주파 용착): 봉제가 아닌 열과 압력으로 물주머니 자체를 접합하는 기술. 봉제 기술자는 이 접합부와 가방 내부 사양의 간섭 여부를 반드시 체크해야 함.
- ISO 13937 (Tear properties of fabrics): 하이드레이션 팩 원단의 인열 강도 측정 표준. 뾰족한 물체에 걸렸을 때 원단이 찢어지는 저항성을 평가.
- 미검증: 스마트 하이드레이션 센서: 최근 일부 시제품에서 물의 잔량을 측정하는 센서를 봉제선 내부에 삽입하는 시도가 있으나, 세탁 및 내구성 문제로 아직 표준 공정에는 포함되지 않음.