

나카마치 (Internal Gusset / hông giữa / 中マチ)
¶ 개요
나카마치(Internal Gusset)는 가방, 지갑, 파우치 등 잡화 제조 공정에서 내부 수납 공간을 분할하고, 내용물의 양에 따라 폭이 가변적으로 확장될 수 있도록 설계된 내부 옆면 부품을 지칭합니다. 일본어 '나카(中, 안쪽)'와 '마치(マチ, 옆면/거셋)'의 합성어로, 대한민국 봉제 현장에서 가장 널리 통용되는 전문 용어입니다. 서구권에서는 Internal Gusset 또는 Accordion Fold로 명명하며, 베트남에서는 hông giữa, 중국에서는 内隔层(Nèi gé céng) 또는 内侧围(Nèicè wéi)라고 부릅니다.
물리적 메커니즘 관점에서 나카마치는 '수축과 이완'의 원리를 이용합니다. 제품이 비어 있을 때는 내부로 접혀 들어가 전체 부피를 최소화하고, 내용물이 채워지면 접힌 면이 부채꼴로 펼쳐지며 내부 용적을 확보합니다. 이는 단순한 평면 칸막이(Divider)가 공간을 고정적으로 분할하여 유연성이 떨어지는 단점을 기술적으로 보완한 구조입니다. 산업 현장에서 나카마치 설계 여부는 제품의 '고급화'를 결정짓는 주요 척도가 됩니다. 이는 일반 평면 봉제보다 공정 수가 2~3배 많고, 특히 코너 부위의 정밀한 피할(Skiving)과 입체 합봉 기술이 필수적이기 때문입니다. 따라서 저가형 에코백보다는 비즈니스용 브리프케이스, 하이엔드 가죽 지갑, 전문 악기 케이스 등 기능성과 심미성을 동시에 요구하는 제품군에서 핵심적으로 채택됩니다.
¶ 정의 및 구조
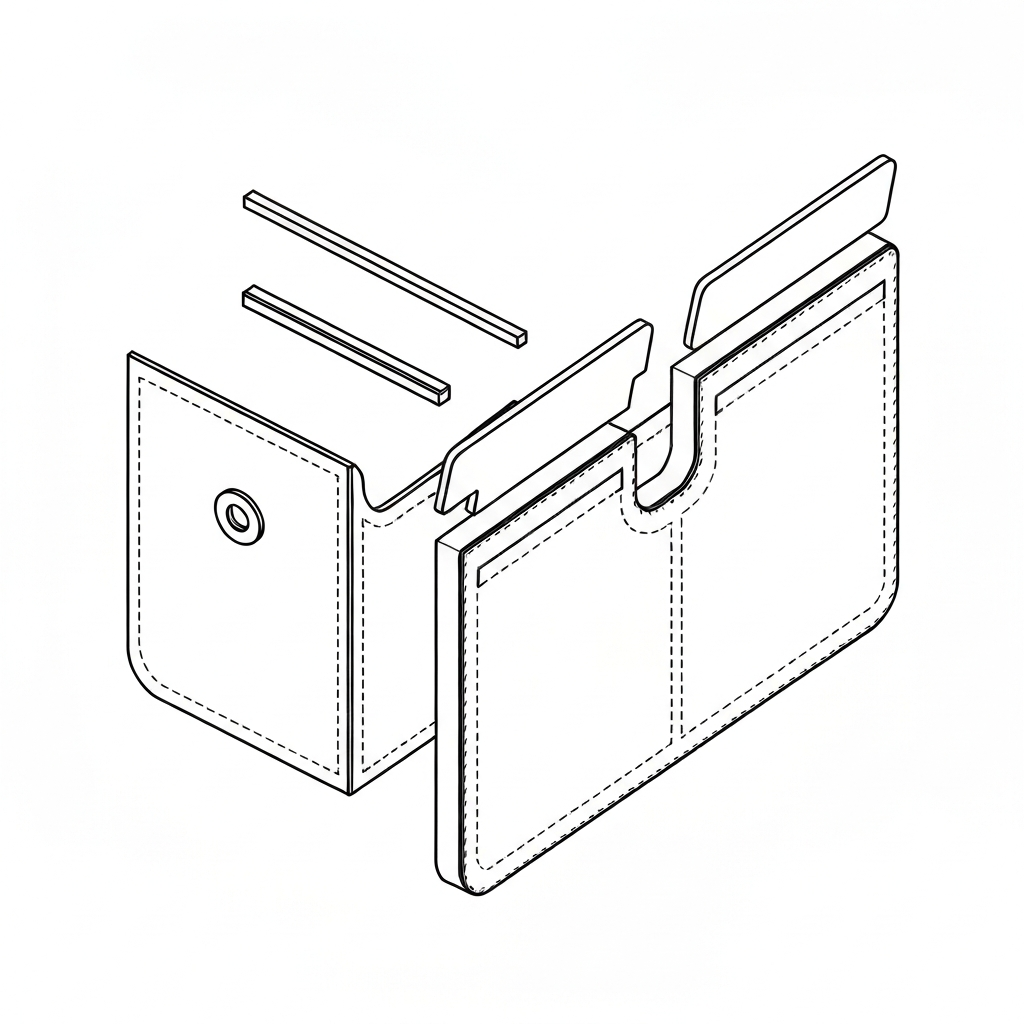
나카마치는 단순한 평면 칸막이와 달리, 'V'자 또는 'W'자 형태로 접힌 입체 구조를 가집니다. 이는 제품의 외관 부피를 최소화하면서도 필요 시 내부 용적을 극대화하는 기계적 메커니즘을 제공합니다.
- 물리적 구조: 메인 몸판(Body)의 안쪽 면이나 안감(Lining) 사이에 위치하며, 주로 하단은 고정되고 상단으로 갈수록 벌어지는 형태를 띱니다. 이 구조적 특성 때문에 '아코디언 거셋'이라고도 불립니다.
- 기계적 작동 원리: 봉제 시 나카마치는 몸판과 결합되는 '날개(Flange)' 부분과 실제 접히는 '골(Valley)' 부분으로 나뉩니다. 바늘이 여러 겹의 원단과 보강재를 관통할 때, 접힘 부위의 두께 변화로 인해 장력 불균형이 발생하기 쉽습니다. 특히 V자 하단의 정점(Apex)은 모든 응력이 집중되는 지점으로, 이 부위의 봉제선이 터지지 않도록 정밀한 되박음질(Backstitching)과 보강재 배치가 기계적으로 맞물려야 합니다.
- 기능적 역할: 수납품의 하중 분산, 내부 섹션 분리, 제품의 입체적 형태 유지 및 확장성 부여.
- 봉제 특성: 여러 겹의 원단(몸판+안감+나카마치+보강재)이 겹치는 구간이 발생하므로, 고부하를 견딜 수 있는 본봉(Lockstitch) 공정과 정밀한 코너링 기술이 요구됩니다.
- 역사적 배경 및 현장 인식: 나카마치 기법은 과거 일본의 수제 가죽 공예(란도셀, 장지갑 등)에서 발전하여 한국의 수출 주도형 가방 공장으로 전수되었습니다. 한국 기술자들은 이를 '정밀도의 상징'으로 여기며 노치(Notch) 맞춤을 중시하는 반면, 베트남이나 중국의 대규모 라인 생산 공장에서는 생산성 향상을 위해 나카마치 전용 지그(Jig)를 활용하거나 자동 접이 장치를 도입하여 공정을 표준화하는 경향이 있습니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (본봉 / Lockstitch) | 부품 결합 및 합봉의 표준 규격 |
| 기계 유형 (평면 준비) | Juki DDL-9000C, Brother S-7250A | 나카마치 개별 부품 제작 및 안감 결합용 |
| 기계 유형 (입체 합봉) | Juki DSC-246, Juki LS-1342 | 실린더 베드 및 유니존 피드(총합송) |
| 바늘 시스템 | DP×17 (중량물/가죽), DB×1 (일반 직물) | 원단 두께 및 기종에 따라 선택 |
| 바늘 번수 (Nm) | Nm 90 (#14) ~ Nm 140 (#22) | 가죽/캔버스는 #19 (#120) 이상 권장 |
| 표준 SPI 범위 | 7 ~ 12 SPI (Stitches Per Inch) | 가죽 잡화는 7-9, 나일론은 10-12 |
| 실(Thread) 규격 | 코아사 20/3, 30/3 또는 나일론 본딩사 | 내구성 및 인장 강도 고려 |
| 최대 봉제 속도 | 1,800 ~ 2,500 spm | 코너 및 다층 구간 통과 시 800 spm 이하 권장 |
| 적합 보강재 | LB(Leather Board), S/L(Synthetic Leather), VXP | 형태 유지력 및 복원력 강화 목적 |
| 밑실 장력 (Towa 기준) | 25 ~ 35g (가죽), 15 ~ 20g (나일론) | 원단 두께 및 실 번수에 따라 미세 조정 |
| 프레싱 온도 | 80°C ~ 120°C | 소재(PU/가죽/나일론)에 따라 가변 적용 |
¶ 주요 적용 분야
- 비즈니스 백 (Briefcase): 메인 수납부 내부에 노트북, 서류 등을 구분하여 넣을 수 있는 다단 확장 구조입니다. 특히 'T-마치' 구조와 결합되어 하단 바닥면까지 확장되는 고난도 공정이 적용됩니다. (권장 SPI: 8-10, 실: 20/3 코아사, 바늘: DP×17 #19)
- 아코디언 지갑 (Accordion Wallet): 지폐 및 동전 수납부가 부채꼴로 넓게 펼쳐지는 구조의 핵심 부품입니다. 0.5mm 단위의 피할(Skiving) 오차도 제품의 닫힘 상태에 영향을 주므로 극도의 정밀도가 요구됩니다. (권장 SPI: 10-12, 실: 30/3 본딩사, 바늘: DB×1 #14)
- 전술용 파우치 (Tactical Gear): 탄창이나 무전기 크기에 맞춰 내부 폭이 조절되어야 하는 특수 장비입니다. 마찰이 잦으므로 나일론 1000D 이상의 고강도 원단과 나일론 본딩사를 사용합니다. (권장 SPI: 7-9, 실: 나일론 6.6 본딩사, 바늘: DP×17 #22)
- 화장품 파우치 (Cosmetic Bag): 내부 브러시 홀더와 메인 공간을 분리하며 개방감을 높이는 구조입니다. 주로 폴리에스터나 나일론 원단이 사용되며, 안감과의 합봉 시 밀림 방지가 중요합니다. (권장 SPI: 10-12, 실: 40/2 또는 30/3 코아사)
- 악기 및 장비 케이스: 내부 부속품(케이블, 피크 등) 보관함의 가변형 벽면으로 사용됩니다. 충격 흡수를 위해 폼(Foam) 보강재가 삽입된 나카마치가 적용되기도 합니다.
- 의류 (Cargo Pockets): 아웃도어 바지나 워크웨어의 카고 포켓 내부에 작은 소지품을 고정하기 위한 격벽 형태로 적용됩니다. 일반적인 패치 포켓보다 입체적인 수납이 가능합니다.
¶ 봉제 공정 결함 및 해결 방안
- 나카마치 뒤틀림 (Twisting/Asymmetry)
- 원인: 좌우 대칭 패턴 불일치 또는 봉제 시 한쪽 원단만 당겨짐.
- 해결: 패턴의 노치(Notch) 포인트를 정확히 일치시키고, 상하차동(Walking Foot) 미싱을 사용하여 원단 밀림을 방지.
- 접힘 부위 터짐 (Bursting at Folds)
- 원인: 확장 시 접힘 부분(V-point)에 응력이 집중되거나 도메(Backstitching) 부족.
- 해결: 접힘 여유분(Ease)을 2mm 추가 설계하고, 응력 집중점에 바텍(Bartack) 또는 촘촘한 되박음질로 보강.
- 스티치 건너뜀 (Skipped Stitches)
- 원인: 나카마치와 몸판이 만나는 두꺼운 교차점에서 바늘 휨 현상 발생.
- 해결: DP×17 등 강성이 높은 바늘로 교체하고, 바늘과 북집(Hook) 사이의 타이밍을 미세 조정하여 루프 형성을 최적화.
- 하단 코너 뭉침 (Bulk at Bottom Corners)
- 원인: 시접(Seam Allowance)이 겹쳐 외관이 불룩해지고 봉제가 어려워짐.
- 해결: 코너 부위 시접을 'V'자로 커팅(Notching)하거나 스카이빙(Skiving, 피할) 공정을 통해 두께를 최소화. (현장 노하우: 피할 시 끝단으로 갈수록 0mm에 가깝게 '제로 피할'을 수행해야 합봉 후 외관이 매끄러움)
- 안감 밀림 및 우는 현상 (Puckering)
- 원인: 얇은 안감과 두꺼운 나카마치 원단 간의 이송 속도 차이.
- 해결: 노루발 압력을 낮추고 피드 독(Feed Dog)의 높이를 조정하거나, 수용성 접착 테이프로 가고정 후 봉제.
- 실 풀림 (Thread Unraveling)
- 원인: 마감 처리 미흡 또는 마찰에 의한 실 끊어짐.
- 해결: 봉제 끝단에 충분한 도메를 실시하고, 필요 시 열처리(실 끝 태우기)로 마감.
- 바늘 열 손상 (Needle Heat Damage)
- 원인: 고속 봉제 시 바늘 마찰열로 인해 합성 피혁이나 나일론 원단이 녹음.
- 해결: 봉제 속도를 낮추거나 실리콘 오일 냉각 장치를 설치하고, 티타늄 코팅 바늘을 사용.
¶ 품질 검사 및 관리 기준
- 대칭성 검사: 제품을 완전히 펼쳤을 때 좌우 나카마치의 높이, 폭, 각도의 편차가 ±1.0mm 이내여야 함.
- 확장성 테스트: 최대 전개 시 내부 칸막이가 팽팽하게 유지되는지, 접었을 때 외부 몸판 밖으로 튀어나오거나 형태를 왜곡시키지 않는지 확인.
- 봉제 강도 (Seam Strength): 연결 부위를 5kg 이상의 힘으로 인장했을 때 실이 보이거나 원단이 미어지지 않아야 함 (AQL 1.0 엄격 적용).
- 시아게(Finishing) 상태: 내부 시접 처리가 깔끔한지, 잔사(실밥)가 남아있지 않은지, 보강재가 노출되지 않았는지 육안 검사.
- 작동 원활성: 지퍼나 플랩(Flap)을 닫았을 때 나카마치가 간섭을 일으키지 않고 자연스럽게 접히는지 확인.
- 복원력 검사: 100회 이상 반복 개폐 후에도 나카마치의 접힘선(Crease line)이 유지되는지 확인.
¶ 현장 전문 용어 및 은어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 나카마치 | Nakamachi | 일본어 유래, 현장 표준 용어 |
| 한국어 (KR) | 중간거셋 | Junggan-Gusset | '마치' 대신 '거셋'을 사용하는 현대적 표현 |
| 일본어 (JP) | 中마치 | Naka-machi | 내부(中) + 옆면(마치)의 합성어 |
| 베트남어 (VN) | hông giữa | Hong giua | 중간 옆면이라는 뜻 |
| 중국어 (CN) | 内隔层 | Nèi gé céng | 내부 격벽/층을 의미하는 기술 용어 |
| 중국어 (CN) | 内侧围 | Nèicè wéi | 내부 측면 둘레(거셋)를 의미 |
| 현장 은어 | 조시 | Joshi | 실 장력 상태를 의미 (일본어 유래) |
| 현장 은어 | 시아게 | Shiage | 최종 마무리 공정 및 검사 |
| 현장 은어 | 도메 | Dome | 되박음질(Backstitching)의 현장 용어 |
| 현장 은어 | 해리 | Heri | 가장자리 접어박기(Edge Folding) |
¶ 장비 세팅 및 최적화 가이드
- 장력 설정 (Tension): 나카마치는 다층 구조이므로 밑실 장력을 평소보다 15% 정도 강화하여 스티치가 원단 위로 뜨는 '조시 불량'을 방지합니다. Towa 장력계 기준 밑실 30g 내외, 윗실은 밑실의 약 2~3배 강도로 설정하는 것이 표준입니다.
- 노루발 선택: 좁은 내부 공간 및 코너 봉제를 위해 외발 노루발(Hinged Cording Foot) 또는 슬림형 노루발을 사용하여 시야를 확보하고 간섭을 줄입니다. 특히 나카마치 하단 합봉 시에는 일반 노루발보다 폭이 좁은 '지퍼 노루발' 계열이 유리합니다.
- 이송 시스템 (Feed System): 원단이 두꺼울 경우 총합송(Unison Feed) 미싱을 사용하여 바늘, 노루발, 피드 독이 동시에 원단을 밀어주도록 세팅합니다. 이는 나카마치의 접힌 층이 밀려 대칭이 깨지는 현상을 근본적으로 방지합니다.
- 바늘 끝 형태: 가죽 작업 시 원단 찢어짐 방지를 위해 LR(Left Twist) 또는 S(Cutting Point) 바늘을 선택하여 스티치 라인의 심미성을 높입니다. 직물(나일론)의 경우 끝이 둥근 R(Round Point) 바늘을 사용하여 원단 올이 나가는 것을 방지합니다.
- 톱니(Feed Dog) 조정: 얇은 안감과 결합 시 톱니 높이를 0.8mm 이하로 낮추어 원단 손상을 방지하고, 두꺼운 가죽 합봉 시에는 1.2mm까지 높여 강력한 이송력을 확보합니다.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- 마치 (Gusset): 가방의 외부 옆면 전체를 통칭하는 용어입니다. 나카마치가 내부의 가변적 벽면이라면, 마치는 제품의 전체적인 두께와 형태를 결정하는 외부 구조물입니다.
- 해리 (Edge Folding): 나카마치 상단 끝부분이나 노출되는 시접을 안쪽으로 접어서 깔끔하게 마감하는 기법입니다. 주로 0.4~0.6mm 두께로 피할한 후 접착제와 프레스를 이용해 작업합니다.
- 데이지/바인딩 (Binding): 나카마치의 노출된 시접을 별도의 테이프(주로 나일론 테이프나 원단 바이어스)로 감싸 마감하는 공정입니다.
- 도메 (Backstitching): 봉제 시작과 끝의 풀림 방지를 위한 되박음질입니다. 나카마치 하단 V자 부위는 하중이 많이 걸리므로 일반적인 2~3땀보다 강화된 4~5땀의 도메가 권장됩니다.
- 스카이빙 (Skiving / 피할): 원단 겹침 부위의 두께를 줄이기 위해 단면을 깎아내는 공정입니다. 나카마치 제작 시 가장 중요한 전공정입니다.
- 시아게 (Finishing): 봉제 완료 후 실밥 제거, 형태 교정, 열풍기를 이용한 주름 제거 등 최종 형태를 잡는 마무리 공정입니다.
- 노치 (Notch): 패턴의 중심점이나 결합점을 표시하기 위해 가위나 펀치로 낸 작은 홈입니다. 나카마치의 좌우 대칭을 맞추기 위한 절대적인 기준점이 됩니다.
- 아코디언 폴드 (Accordion Fold): 나카마치의 서구식 명칭으로, 여러 개의 나카마치가 연속적으로 배치된 구조를 의미합니다.
- 디바이더 (Divider): 내부를 나누는 칸막이를 통칭합니다. 나카마치가 가변적인 '옆면'이라면, 디바이더는 공간을 물리적으로 분리하는 '면' 자체를 의미합니다.
¶ 소재별 봉제 특성 및 주의사항
- 천연 가죽 (Natural Leather): 가죽의 부위(등판, 배판)에 따라 신축성이 다르므로, 나카마치 재단 시 신축 방향을 고려해야 합니다. 너무 부드러운 가죽은 형태 유지를 위해 0.5mm 내외의 LB(Leather Board) 보강재를 전면에 본딩하여 사용합니다.
- 합성 피혁 (PU/PVC): 열에 약하므로 프레싱 공정 시 온도를 80도 이하로 설정해야 합니다. 또한, 바늘 열에 의해 원단이 녹아 바늘 구멍이 커질 수 있으므로 실리콘 오일을 바늘에 도포하는 것이 좋습니다.
- 고밀도 나일론 (Cordura/Ballistic): 원단 자체가 매우 질겨 바늘 마모가 빠릅니다. 500개 생산 단위로 바늘을 교체하는 것이 품질 유지에 유리하며, 시접 끝단이 풀리기 쉬우므로 반드시 바인딩 마감을 병행해야 합니다.
¶ 국가별 공장 생산 관리 실무 차이
- 한국 (KR): 주로 샘플실이나 소규모 고부가가치 공장에서 '나카마치'라는 용어를 사용하며, 기술자의 숙련도에 의존한 정밀 봉제를 선호합니다. "조시(장력)가 잘 맞아야 나카마치가 산다"는 표현을 자주 쓰며, 스티치의 정갈함을 최우선으로 합니다.
- 베트남 (VN): 대형 OEM 공장이 많아 'hông giữa' 공정을 세분화합니다. 나카마치만 전문적으로 접는 '프레싱 라인'과 이를 몸판에 붙이는 '합봉 라인'을 분리하여 생산 효율을 극대화합니다. Juki 자동 도메 미싱 등 자동화 설비 활용도가 높습니다.
- 중국 (CN): 광둥성(광저우) 일대의 잡화 공장에서는 '内隔层' 공정 시 전용 지그(Jig)를 직접 제작하여 사용합니다. 생산 속도가 매우 빠르며, 원가 절감을 위해 보강재 대신 두꺼운 안감을 사용하여 나카마치의 형태를 잡는 변칙적인 기법도 발달해 있습니다.
¶ 실전 트러블슈팅 가이드 (현장 노하우)
- 증상: 나카마치를 접었을 때 겉면이 불룩하게 튀어나옴
- 진단: 나카마치의 전체 폭이 몸판의 유효 폭보다 넓거나, 하단 고정점의 위치가 너무 높음.
- 조치: 패턴에서 나카마치 하단 폭을 2~3mm 줄이거나, 접힘 여유분(Ease)을 재설계하십시오.
- 증상: 봉제선이 지그재그로 흔들림 (Snake Stitch)
- 진단: 노루발 압력이 너무 낮아 두꺼운 나카마치 층을 제대로 누르지 못함.
- 조치: 노루발 압력 조절 나사를 시계 방향으로 돌려 압력을 높이고, 피드 독(톱니)의 높이를 0.8~1.0mm로 상향 조정하십시오.
- 증상: 나카마치 상단 해리 부위가 벌어짐
- 진단: 본딩(접착) 불량 또는 해리 폭 부족.
- 조치: 접착제 도포 후 충분한 건조 시간을 확보하고, 해리 폭을 최소 8mm 이상 확보하여 봉제선이 해리 안쪽을 확실히 물고 지나가게 하십시오.
- 증상: 바늘 휨 및 부러짐 현상 (Needle Deflection)
- 진단: 나카마치 합봉 시 보강재가 겹치는 구간의 경도가 너무 높음.
- 조치: 바늘을 DP×17 #21 이상으로 증번하고, 바늘 가드(Needle Guard)를 조정하여 북집과의 간섭을 방지하십시오.
¶ 패턴 엔지니어링 및 설계 공식
나카마치의 설계 시 가장 중요한 것은 '전개 각도'와 '접힘 여유'입니다. * V자 각도 산출: 제품의 최대 확장 폭을 $W$, 나카마치의 높이를 $H$라고 할 때, 전개 각도 $\theta$는 $2 \times \arctan(W/2H)$로 계산됩니다. 일반적으로 비즈니스 가방은 15~30도 사이에서 설계됩니다. * 두께 보정 (Thickness Allowance): 소재의 두께가 $T$일 때, 나카마치가 접히는 중심선에는 최소 $1.5T$ 이상의 여유 공간이 있어야 제품이 닫혔을 때 외부 몸판이 울지 않습니다. * 피할(Skiving) 영역: 합봉 부위 시접 폭이 10mm라면, 피할은 12mm 영역까지 점진적으로 수행하여 단차가 발생하지 않도록 설계해야 합니다.
¶ 유지보수 및 기계 관리 (나카마치 공정 전용)
- 북집(Hook) 청소: 나카마치 공정은 보강재 가루와 실 먼지가 많이 발생하므로, 매 4시간 작업 후 에어건으로 북집 내부를 청소해야 스티치 건너뜀을 방지할 수 있습니다.
- 바늘 교체 주기: 두꺼운 보강재를 관통하는 공정 특성상 바늘 끝(Point)의 마모가 빠릅니다. 육안으로 확인되지 않더라도 8시간 가동 후에는 바늘을 교체하는 것이 원단 손상을 막는 표준 예방 정비입니다.
- 노루발 바닥 점검: 가죽이나 PU 소재 봉제 시 노루발 바닥에 흠집이 있으면 원단 표면을 긁을 수 있습니다. 테플론 테이프를 부착하거나 주기적으로 연마하여 매끄러운 상태를 유지해야 합니다.
- 급유 관리: 고부하 합봉 작업이 많으므로 자동 급유 시스템의 오일 창을 매일 확인하고, 실린더 베드 미싱의 경우 가마 부위에 직접 급유(Manual Oiling)를 병행하여 발열을 억제합니다.
¶ 대체 기법과의 비교
- 나카마치 vs 평면 디바이더: 나카마치는 가변적 용적을 제공하나 공정이 복잡합니다. 반면 평면 디바이더는 생산성이 높으나 수납량이 제한적입니다. 하이엔드 제품일수록 나카마치 채택률이 높습니다.
- 나카마치 vs 외부 마치 확장(Zipper Expansion): 외부 마치 확장은 가방 전체의 크기를 키우는 방식이며, 나카마치는 내부 섹션의 효율적 분할에 집중합니다. 최근에는 두 기법을 혼용하여 수납력을 극대화하는 설계가 유행하고 있습니다.
¶ 미검증 및 주의사항
- 자동 나카마치 봉제 로봇: 최근 일부 스마트 팩토리에서 도입 중이나, 복잡한 곡률을 가진 가죽 제품에서의 완성도는 아직 현장 기술자의 수작업을 대체하기에 부족한 것으로 평가됨 (미검증).
- 초음파 융착 나카마치: 무봉제(Sew-free) 공법으로 나일론 소재에 적용 시도 중이나, 반복적인 확장/수축 시의 내구성은 추가 검증이 필요함 (미검증).