

래더락 (Ladder Lock / khóa thang / ラダーロック)
¶ 정의
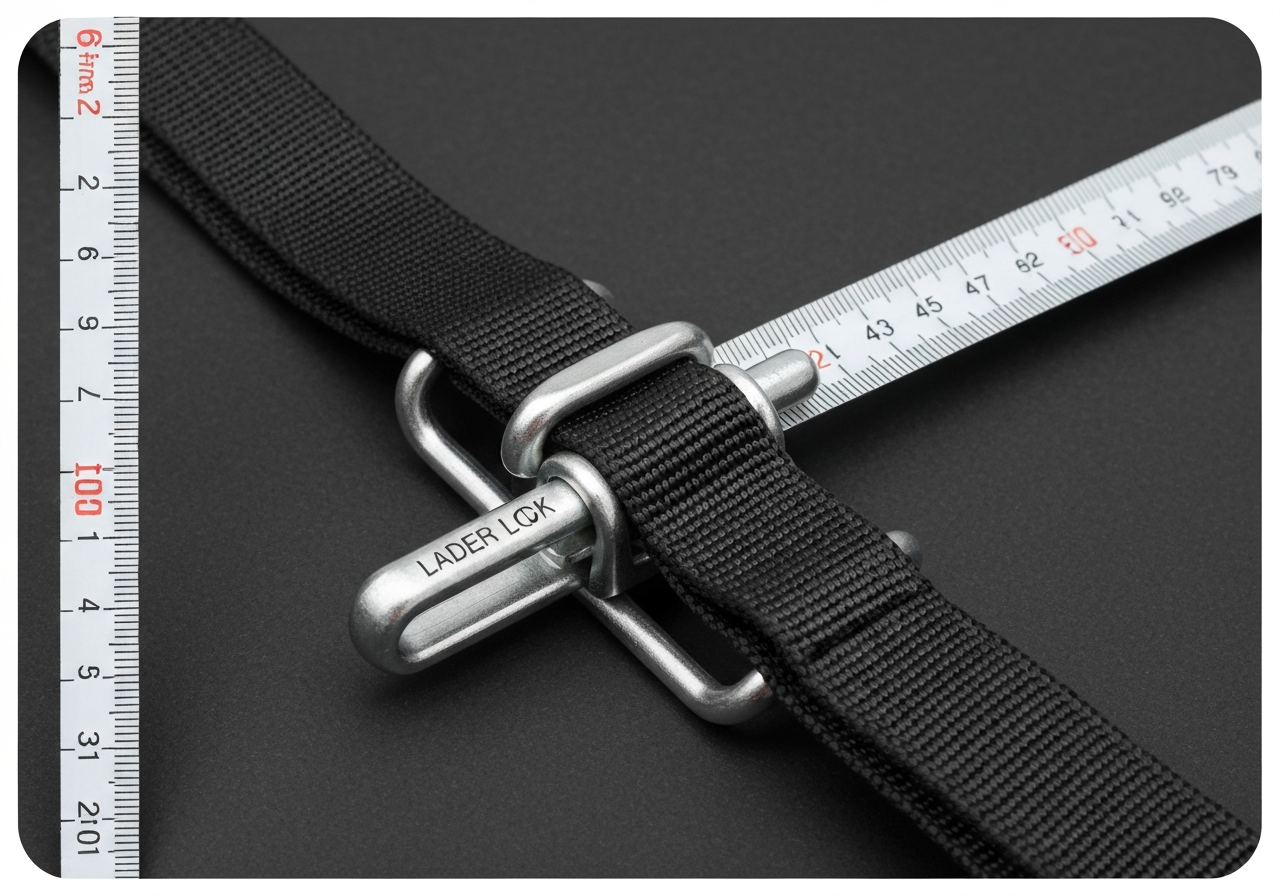
래더락(Ladder Lock)은 가방의 어깨끈이나 각종 스트랩의 길이를 조절하고, 외부 하중이 가해졌을 때 설정된 길이를 유지하도록 고정하는 기능성 플라스틱 또는 금속 부자재이다. 내부의 가로 바(Bar) 구조가 사다리(Ladder)를 닮아 명명되었으며, 웨빙(Webbing)이 이 바를 지그재그 형태로 통과하며 발생하는 마찰력을 이용해 잠금(Lock) 상태를 유지한다. 사용자가 래더락의 상단 탭(Tab)을 들어 올리면 마찰 각도가 변하며 잠금이 해제되어 웨빙을 자유롭게 조절할 수 있는 메커니즘을 가진다. 주로 백팩, 아웃도어 장비, 전술용 베스트 등 내구성과 신속한 조절이 필요한 제품에 필수적으로 사용된다.
[기술적 심화 및 작동 원리] 래더락의 핵심 기계적 원리는 '자기 구속적 마찰(Self-energizing Friction)'에 있다. 웨빙에 인장 하중(Tension Load)이 가해질수록 내부의 가동 바 또는 고정 바가 웨빙을 프레임 쪽으로 더욱 강하게 압착하게 설계되어 있다. 이는 오일러의 벨트 마찰 공식(Euler's Belt Friction Equation)을 응용한 것으로, 웨빙이 바를 감싸는 각도(Wrap Angle)가 클수록 유지력은 기하급수적으로 증가한다.
유사한 기능을 수행하는 '캠 버클(Cam Buckle)'이 레버의 압착력을 이용한다면, 래더락은 웨빙 자체의 장력을 잠금 동력으로 전환한다는 점에서 구조가 더 단순하고 가벼우며 고장률이 적다. 또한 'D-링(D-Ring)' 두 개를 겹쳐 사용하는 방식보다 한 손 조절(One-handed Adjustment)이 훨씬 용이하다는 장점이 있다.
봉제 산업의 역사적 관점에서 래더락은 1970년대 ITW Nexus와 같은 기업들이 군용 및 등산용 장비의 경량화를 위해 금속 슬라이더를 엔지니어링 플라스틱(POM)으로 대체하면서 비약적으로 발전했다. 한국 공장에서는 흔히 '삼각 조절기'로 통칭되나, 베트남과 중국 공장에서는 각각 'khóa thang'과 '梯扣(Tī kòu)'라는 명칭으로 엄격히 구분하여 발주한다. 현장 기술자들 사이에서는 단순한 조절기를 넘어, 하중을 견디는 '안전 부품'으로 인식되므로 설계 시 반드시 인장 강도 데이터 시트를 확인해야 한다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 주요 재질 | POM (Polyacetal), Nylon 6, Nylon 66, Zinc Alloy, Stainless Steel | 일반용은 POM, 고강도/내충격은 Nylon |
| 적용 규격 | 10mm, 15mm, 20mm, 25mm, 30mm, 38mm, 50mm | 웨빙의 폭(Width) 기준 |
| 주요 제조사 | ITW Nexus, Duraflex, Woojin Plastic (WJ), YKK, Nifco, National Molding | 글로벌 브랜드 표준 규격 준수 |
| 관련 봉제 기계 | Juki LK-1900BN (Heavy-weight type), Brother KE-430HX, Juki AMS-210EN | 바택(Bartack) 및 패턴 재봉용 |
| ISO 4915 스티치 | Stitch Type 304 (Zig-zag), Type 301 (Lockstitch), Type 308 | 고정 루프 및 보강 봉제용 규격 |
| 바늘 시스템 | DP×17 (Heavy Duty), DP×5, SCHMETZ SERV 7 | 웨빙 두께에 따라 #19 ~ #23 선택 |
| 바늘 끝 형태 | R (Standard Round), FFG (Light Ball Point) | 웨빙 조직 손상 방지를 위해 선택 |
| 권장 SPI / 침수 | 8 - 12 SPI (본봉 연결부), 28 - 42 Stitches (바택 1회당 침수) | 인장 강도 확보를 위한 설정 (42 SPI는 범위 초과로 침수로 표기) |
| 인장 강도 | 30kgf (15mm) ~ 250kgf (50mm 금속형) | 재질 및 구조(Heavy Duty 여부)에 따라 상이 |
| 내열/내한성 | -40°C ~ 120°C (POM 기준), -50°C 대응 (Special Nylon) | 아웃도어 환경 테스트 필수 |
| 밑실 장력 (Towa) | 25g ~ 35g (웨빙 두께 및 실 번수에 따라 조정) | 고강력사 사용 시 30g 표준 세팅 |
| 재봉 속도 | 1,800 - 2,200 SPM (Stitches Per Minute) | 고속 봉제 시 웨빙 융해 방지를 위해 제한 |
| 사용 실(Thread) | Bonded Nylon #69/92, Corespun Polyester T-60/80 | 강도 및 내마모성 기준 선택 |
¶ 적용 분야
래더락은 단순한 길이 조절을 넘어, 제품의 인체공학적 피팅과 하중 분산을 결정하는 핵심 부위에 적용된다.
- 가방 및 잡화 (Bags & Gear)

- **백팩 숄더 스트랩 (Shoulder Strap)**: 어깨끈 하단에 위치하여 사용자의 체형에 맞게 길이를 조절. 가장 높은 빈도로 사용됨.

- **로드 리프터 (Load Lifters)**: 대형 배낭의 어깨끈 상단과 본체를 연결하여 배낭의 무게 중심을 등에 밀착시키는 역할. 주로 20mm~25mm 규격 사용.

- **측면 압축 스트랩 (Compression Straps)**: 가방 내부 용적에 따라 부피를 줄여 내용물의 흔들림을 방지.
- **체스트 스트랩 (Sternum Straps)**: 가슴 벨트의 높낮이 및 폭 조절부.

- 의류 (Techwear/Tactical/Workwear)

- **테크웨어 자켓/팬츠**: 소매 끝단(Cuff)의 조절, 바지 밑단(Hem)의 실루엣 변형, 허리 단(Waistband)의 퀵 릴리즈 조절 시스템.

- **전술 조끼 (Tactical Vests/Plate Carriers)**: 측면 커머번드(Cummerbund)의 피팅 조절 및 어깨 패드 고정.

- **기능성 멜빵 (Suspenders)**: 작업복이나 스키복 바지의 멜빵 길이 조절부.

- 아웃도어 및 특수 장비
- **텐트 가이 라인 (Guy-line)**: 강풍 시 텐트를 고정하는 스트링의 텐션 조절.
- **헬멧 턱끈 (Chinstraps)**: 안전모 및 자전거 헬멧의 고정 스트랩 조절.
- **의료용 보조기 (Medical Braces)**: 무릎이나 허리 보조기의 압박 강도 조절.
[업종별 차이 및 봉제 사양] - 아웃도어: UV 노출이 잦으므로 UV 안정제가 첨가된 POM 재질을 선호하며, 실은 내구성이 강한 본디드 나일론(Bonded Nylon) #69 또는 #92를 사용한다. - 패션/테크웨어: 기능성보다는 디자인적 요소가 중요하여 무광(Matte) 처리되거나 금속 재질의 래더락을 선호하며, SPI는 외관의 미려함을 위해 10-12 SPI 정도로 촘촘하게 설정한다. - 군용(Military): 야간 투시경에 노출되지 않는 IRR(Infrared Reflective) 특수 원료가 배합된 부자재를 사용하며, 바택은 최소 42 Stitches 이상의 고밀도로 타격한다.
¶ 주요 결함 및 해결 방안
- 웨빙 미끄러짐 (Slippage) - 원인: 웨빙 두께가 래더락 슬롯(Slot) 설계치보다 얇거나, 웨빙 표면이 너무 매끄러운 소재(High-tenacity Polyester 등)일 때 발생. - 해결: 웨빙의 두께(T)를 0.2mm 이상 상향하거나, 래더락 내부 바(Bar)에 요철(Teeth)이 강화된 'Grip' 모델로 교체. 현장에서는 웨빙 끝단을 'V'자로 꺾어 봉제하여 물리적 걸림턱을 만들기도 함.
- 저온 취성 파손 (Cold Crack) - 원인: 일반 POM 재질 사용 시 영하 10도 이하에서 충격 시 파손 위험. - 해결: 내한용(Cold Resistant) 나일론 수지 또는 특수 배합 POM 재질 부자재로 변경 승인. (예: Duraflex의 Freeze Free 시리즈).
- 조절 작동 불량 (Hard Adjustment) - 원인: 웨빙이 너무 두껍거나 직조 밀도가 높아 슬롯 내 마찰이 과도함. - 해결: 웨빙 중량(g/y)을 낮추거나 래더락의 슬롯 간격(Clearance)이 넓은 와이드 모델 선택.
- 바택 간섭 및 타격 (Bartack Interference) - 원인: 래더락 고정 루프 봉제 시 바택 위치가 부자재 본체에 너무 밀착되어 노루발이 부자재를 타격. - 해결: 래더락 본체와 봉제선 사이 이격 거리(최소 3~5mm)를 확보하도록 패턴 수정 및 지그(Jig) 사용. 노루발 하단을 깎아내는 커스텀 가공 필요.
- 사출 버(Burr)에 의한 웨빙 손상 - 원인: 부자재 금형 노후화로 슬롯 내부에 날카로운 단면 노출. - 해결: 입고 검사 시 슬롯 내부 매끄러움 전수 확인 및 제조사에 금형 수정/교체 요청.
- 자외선 변색 및 경화 (UV Degradation) - 원인: 장시간 노출 시 플라스틱 분자 구조 파괴로 인한 변색 및 부스러짐. - 해결: UV 안정제(UV Stabilizer)가 첨가된 원료 사용 확인.
- 실 끊어짐 및 융해 (Thread Melting) - 원인: 고속 바택 시 바늘 열이 래더락의 플라스틱 성분이나 나일론 웨빙을 녹여 실과 엉킴. - 해결: 바늘 냉각 장치(Needle Cooler) 사용 및 실에 실리콘 오일(Silicone Oil) 도포.
¶ 품질 검사 기준 (QC Standards)
- 인장 강도 테스트 (Tensile Strength): 인장 시험기(Instron 등)를 사용하여 지정된 하중(예: 50kgf)에서 1분간 유지 시 웨빙의 밀림이 5mm 이내여야 하며, 부자재의 변형이나 파손이 없어야 함. (ASTM D6770 준용)
- 반복 작동 테스트: 500회 이상 조절 작동 후에도 잠금 성능과 외관에 이상이 없을 것.
- 염색 견뢰도 (Color Fastness): ISO 105-X12 기준, 마찰 및 세탁 시 부자재의 색상이 웨빙이나 본체 원단에 이염되지 않아야 함 (Grade 4 이상). 부자재와 웨빙 간의 마찰 견뢰도는 제품 수명과 직결되는 핵심 지표이다.
- 염수 분무 테스트 (Salt Spray Test): 금속 재질 래더락의 경우, 48~96시간 염수 노출 후 부식 발생 여부 확인. (ISO 9227 준용)
- 치수 정밀도: 승인된 도면 대비 슬롯 폭 및 전체 외경 오차 ±0.3mm 이내 유지.
- 낙하 충격 테스트: 영하 15도 환경에서 1m 높이에서 콘크리트 바닥으로 낙하 시 크랙 발생 여부 확인.
¶ 현장 은어 및 국가별 명칭
| 언어 | 용어 | 현장 은어 / 비고 |
|---|---|---|
| 한국어 (KR) | 래더락, 삼각조절기 | '삼각', '사다리 버클', '조절기', '멜빵고리' |
| 영어 (EN) | Ladder Lock, Slider | 'Ladder Buckle', 'Tensionlock' (Duraflex 상표명), 'Day and Night Buckle' |
| 베트남어 (VN) | khóa thang | 'Khóa tăng giảm' (조절 버클), 'Con trượt' |
| 일본어 (JP) | ラダーロック | 'コキ' (코키 - 고리형 조절 부자재 통칭), '送り' (오쿠리) |
| 중국어 (CN) | 梯扣 (Tī kòu) | '日字扣' (Rì zì kòu - 모양에 따른 통칭), '目字扣' |
¶ 장비 세팅 및 봉제 가이드
- 바택(Bartack) 위치 최적화: 래더락을 고정하는 웨빙 루프 봉제 시, 노루발(Presser Foot)이 래더락의 경사면을 타격하지 않도록 원점(Origin Point)을 정확히 오프셋(Offset) 조정한다. Juki LK-1900BN 모델의 경우, 프로그램 상에서 X-Y 좌표를 조정하여 부자재와의 간격을 3.5mm로 고정하는 것이 표준이다.
- 바늘 열 발생 방지: 두꺼운 나일론 웨빙을 고속 바택 봉제할 경우 바늘 열로 인해 실이 녹거나 웨빙에 구멍이 생길 수 있다. 테플론 코팅 바늘(NY Needle) 또는 SCHMETZ SERV 7 바늘을 사용하고, 바늘 냉각 장치(Needle Cooler) 가동이 필수적이다.
- 실 장력(Tension) 제어: 웨빙은 조직이 매우 단단하므로 밑실(Bobbin Thread) 장력을 일반 원단 대비 20~30% 강하게 설정(Towa 게이지 기준 30g 내외)하여 스티치가 원단 위로 뜨는 '버즈 네스트(Bird's Nest)' 현상을 방지한다. 윗실 장력은 130g~150g 사이에서 웨빙의 두께에 따라 미세 조정한다.
- 이송(Feed) 압력 조정: 두꺼운 웨빙 이송 시 노루발 압력을 4.5kgf 이상으로 높여 피드 독(Feed Dog)과의 밀착력을 강화하고 스티치 건너뛰기(Skipped Stitch)를 예방한다.
- 실 선택: 인장 강도가 중요한 부위이므로 코아사(Core Spun Thread)보다는 고강력 나일론 필라멘트사(Bonded Nylon) 사용을 권장한다.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목
- 사이드 릴리즈 버클 (Side Release Buckle): 원터치 체결 부품으로 래더락과 조합하여 가장 많이 사용됨.
- 웨빙 (Webbing): 래더락의 성능을 결정짓는 짝꿍 부품. 폴리에스터, 나일론, PP 등 재질 선택이 중요함.
- 바택 (Bartack): 래더락 고정 부위의 물리적 강도를 결정하는 핵심 봉제 공정.
- 캠 버클 (Cam Buckle): 레버 압착 방식으로 래더락보다 더 강력한 고정력이 필요할 때 사용되는 대체재.
- 트라이 글라이드 (Tri-glide): 3단 조절기로, 래더락과 달리 자동 잠금 기능보다는 단순 길이 조절 및 남는 끈 정리에 사용됨.
¶ 유지보수 및 관리
- 금형 관리: 플라스틱 래더락 생산 시 금형의 파팅 라인(Parting Line)이 날카로워지면 웨빙 마모의 원인이 되므로 주기적인 금형 연마가 필요하다. 사출 압력이 너무 높으면 슬롯 내부에 미세한 '플래시(Flash)'가 발생하여 웨빙 이동을 방해한다.
- 보관 환경: 나일론 재질의 경우 습도에 따라 강도가 변하므로 건조하고 서늘한 곳에 보관하며, 직사광선을 피해야 한다. 나일론은 수분을 흡수하면 인성이 좋아지지만, 과도한 건조 시 부러지기 쉽다.
- 호환성 확인: 신규 웨빙 입고 시 반드시 기존 래더락과의 마찰 계수 및 미끄러짐 테스트를 재실시하여 생산 투입 여부를 결정한다. 특히 염색 가공(Dyeing)이나 발수 가공(DWR) 처리가 된 웨빙은 마찰력이 급격히 떨어질 수 있다.
¶ 소재 공학적 특성 (Material Science)
래더락의 성능은 사용된 고분자 화합물의 특성에 크게 의존한다.
- POM (Polyacetal): 가장 일반적으로 사용되는 소재로, 결정성이 높아 내마모성이 우수하고 마찰 계수가 낮아 조절이 부드럽다. 하지만 충격 강도가 나일론보다 낮고 저온에서 깨지기 쉬운 단점이 있다.
- Nylon 6 / 66: POM보다 인장 강도와 충격 저항이 뛰어나 군용 및 고하중 장비에 사용된다. 자가 윤활성이 있어 내구성이 좋으나, 흡습성(Hygroscopicity)이 있어 습한 환경에서 치수 안정성이 약간 떨어질 수 있다.
- Zinc Alloy (아연 합금): 금속제 래더락에 주로 사용되며, 고급스러운 외관과 극강의 인장 강도를 제공한다. 다만 플라스틱 대비 무겁고 염분에 의한 부식 가능성이 있어 표면 전착 도장(E-Coating)이나 도금 처리가 필수적이다.
¶ 국가별 생산 현장 실무 차이
- 한국 (Korea): 품질 기준이 매우 까다로우며, 주로 Woojin Plastic(WJ) 제품을 표준으로 사용한다. 봉제 시 바택의 모양과 실 끝 처리를 엄격히 관리하며, '시아게(Finishing)' 공정에서 열풍기를 이용한 실밥 정리가 일반적이다.
- 베트남 (Vietnam): 글로벌 브랜드(Nike, Adidas, North Face 등)의 대규모 생산 기지가 집중되어 있어, ITW Nexus나 Duraflex 같은 글로벌 부자재 사용이 일반화되어 있다. 라인 밸런싱(Line Balancing)을 위해 래더락 삽입과 바택 봉제를 분리하여 전문화된 공정으로 운영한다.
- 중국 (China): 광동성(Guangdong)과 복건성(Fujian)을 중심으로 엄청난 종류의 범용 래더락이 생산된다. 단가 경쟁력이 높으나 사출 품질의 편차가 클 수 있어, 입고 시 슬롯 내부의 버(Burr) 검사와 인장 강도 테스트를 로트(Lot)별로 반드시 실시해야 한다. 현장에서는 'Ri Zi Kou(日字扣)'라는 용어가 래더락과 트라이 글라이드를 통칭하는 경우가 많아 도면 확인이 필수적이다.
¶ 실전 트러블슈팅 가이드 (Troubleshooting)
- 증상: 조절 탭을 들어올려도 웨빙이 잘 안 빠짐
- 체크 1: 웨빙의 두께가 사양서보다 두꺼운지 확인 (버니어 캘리퍼스 측정).
- 체크 2: 래더락 슬롯 내부에 사출 잔여물(Flash)이 있는지 확인.
- 체크 3: 웨빙의 직조 방식이 'Twill'이 아닌 'Plain'인지 확인 (평직이 마찰이 더 강함).
- 증상: 봉제 후 래더락이 한쪽으로 돌아감
- 체크 1: 바택 봉제 시 웨빙 루프의 좌우 밸런스가 맞는지 확인.
- 체크 2: 노루발이 래더락을 한쪽으로 밀면서 봉제되고 있는지 확인 (전용 지그 사용 권장).
- 증상: 하중을 주면 '뚝' 소리와 함께 래더락이 파손됨
- 체크 1: 재생 수지(Recycled Material) 함량이 높은 저가형 부자재인지 확인.
- 체크 2: 사출 시 발생한 '웰드 라인(Weld Line)'이 하중 집중 부위에 형성되었는지 확인.
- 체크 3: 동절기 외부 보관으로 인한 저온 취성 발생 여부 확인.
¶ ISO 4915 스티치 적용 상세
래더락 고정 공정에서 가장 중요한 것은 Stitch Type 304 (Zig-zag Lockstitch)의 적용이다. 일반적인 301 스티치보다 304 스티치가 선호되는 이유는 웨빙의 횡방향 신축에 대응하고, 바늘 구멍이 한 줄로 정렬되어 웨빙 원사가 절단되는 '심 커팅(Seam Cutting)' 현상을 방지하기 위함이다. 특히 고하중용 래더락 고정 시에는 Type 308 (2-step Zig-zag)을 사용하여 스티치 면적을 넓힘으로써 인장 강도를 극대화한다. 바택(Bartack) 설정 시에는 가로 15mm~20mm, 세로 2mm~3mm 범위 내에서 28~42바늘(Stitches)을 균일하게 타격하는 것이 품질의 핵심이다. 촘촘한 바택은 강도를 높이지만, 과도한 침수는 오히려 웨빙의 기지 조직을 손상시켜 인장 시 파단 원인이 되므로 주의가 필요하다.
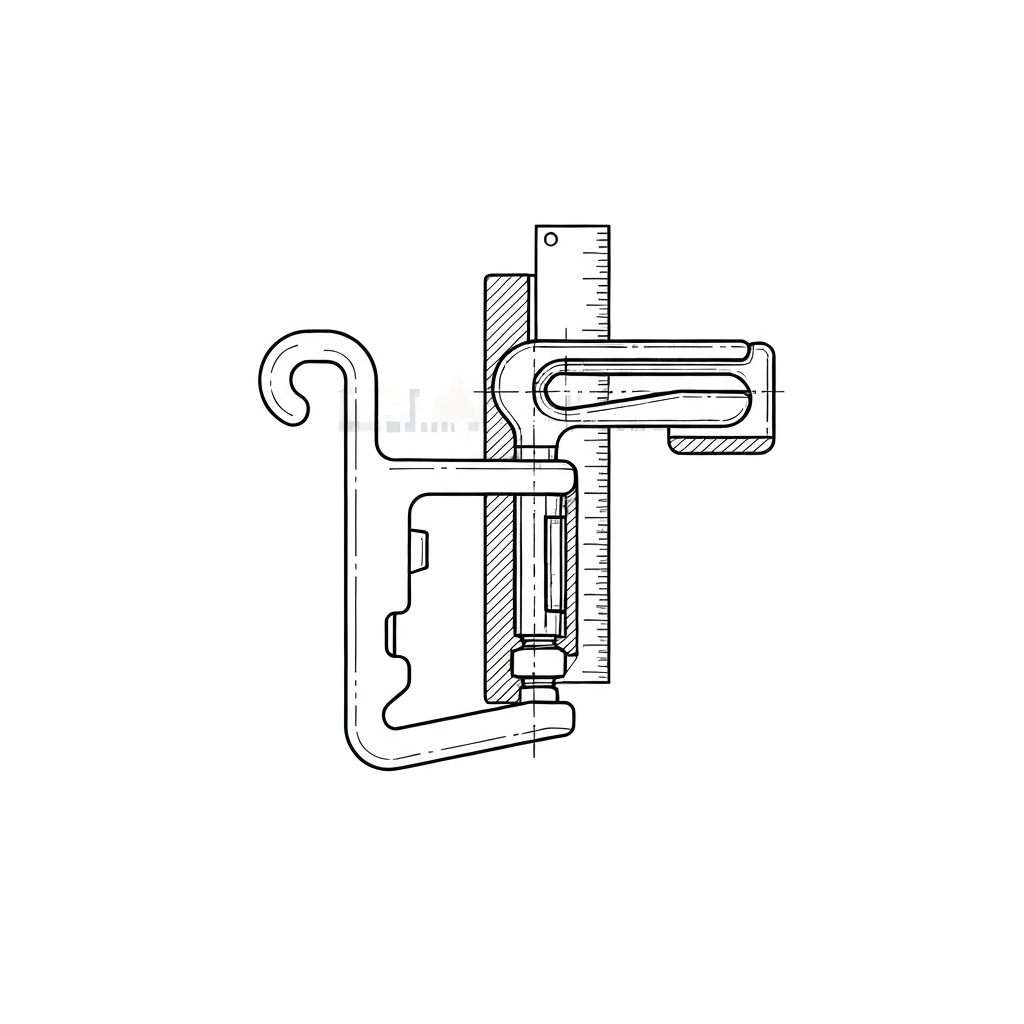
¶ 기하학적 구조와 마찰력의 상관관계
래더락의 성능은 내부 바(Bar)의 각도와 웨빙이 꺾이는 지점의 곡률 반경(Radius)에 의해 결정된다. 1. 진입각 (Entry Angle): 웨빙이 첫 번째 슬롯으로 들어가는 각도가 예리할수록 초기 잠금 속도가 빠르다. 2. 압착 면적 (Contact Area): 웨빙이 중간 바를 감싸는 면적이 넓을수록 마찰 유지력이 상승한다. 3. 지렛대 원리 (Leverage): 래더락의 탭(Tab) 길이는 잠금 해제에 필요한 힘의 크기를 결정한다. 탭이 길수록 조절은 쉬워지나 외부 물체에 걸려 의도치 않게 잠금이 풀릴 위험이 커진다.
이러한 설계 요소들은 제품의 용도(예: 등산용 vs 일상용)에 따라 최적화되어야 하며, 제조사는 이를 위해 사출 전 유동 해석(Mold Flow Analysis)과 구조 해석(FEA)을 수행하여 최적의 형상을 도출한다. 현장 기술자는 이러한 구조적 특성을 이해하고, 웨빙의 물성(강직도, 두께)에 가장 적합한 래더락 모델을 매칭해야 한다.