
¶ 개요
라미네이팅(Lamination)은 두 겹 이상의 원단, 필름, 폼(Foam), 또는 기능성 막(Membrane)을 열, 압력, 접착제를 이용하여 하나의 복합 원단(Composite Fabric)으로 결합하는 공정입니다. 봉제 산업에서는 주로 원단의 물리적 강도 보강, 방수/투습 기능 부여, 형태 안정성 유지, 또는 특수 질감 구현을 목적으로 수행됩니다. 본 공정은 ISO 4915 스티치 분류에 해당하지 않는 원단 가공 및 준비 공정(Material Processing)에 속하며, 후속 봉제 공정의 품질에 결정적인 영향을 미치는 전처리 단계입니다.
현대 고기능성 의류 및 가방 제조에서 라미네이팅은 단순한 '부착' 이상의 의미를 갖습니다. 단일 소재로는 달성하기 어려운 상충되는 속성(예: 겉감의 내마모성과 안감의 부드러운 촉감, 혹은 완전 방수와 고투습성)을 동시에 구현하기 위한 필수 공정입니다. 이는 원단 표면에 액상 수지를 얇게 펴 바르는 '코팅(Coating)' 공정과 비교했을 때, 층(Layer)의 두께가 균일하고 박리 강도가 높으며, 기능성 필름의 고유 특성을 손상시키지 않고 그대로 유지할 수 있다는 독보적인 장점이 있습니다.
산업 현장에서 라미네이팅의 선택 기준은 최종 제품의 용도에 따라 엄격히 구분됩니다. 예를 들어, 극지방용 아웃도어는 영하의 기온에서도 접착층이 깨지지 않는 저온 유연성이 확보된 PUR(Polyurethane Reactive) 라미네이팅을 선택하며, 대량 생산되는 저가형 가방의 경우 생산 단가를 낮추기 위해 화염 융착(Flame Lamination) 방식을 채택하기도 합니다. 이처럼 라미네이팅은 제품의 내구 수명과 직결되는 핵심 공정으로서, 봉제 공장에 원단이 입고되기 전 이미 그 품질의 80% 이상이 결정되는 매우 중요한 단계입니다.
¶ 정의 및 메커니즘
물리적으로 접착 성분(Adhesive)이 원단 섬유 사이로 침투하여 앵커 효과(Anchor Effect)를 일으키거나, 열가소성 필름이 열에 의해 녹아 원단 표면과 융착되는 원리를 가집니다.
2.1. 물리적/기계적 작동 원리 라미네이팅의 핵심 메커니즘은 '계면 접착(Interfacial Adhesion)'과 '기계적 결합(Mechanical Interlocking)'의 조화에 있습니다. 접착제가 액상 또는 용융 상태에서 원단의 미세한 기공(Pore) 사이로 침투한 후, 냉각 또는 경화 과정을 거치면서 갈고리 모양으로 고정되는 '앵커 효과'가 발생합니다. 이때 원단 표면의 에너지(Surface Energy)가 낮을 경우(예: 발수 처리가 과도한 원단), 접착제가 겉돌게 되어 박리가 발생하므로, 현장에서는 이를 해결하기 위해 코로나(Corona) 방전 처리나 프라이머(Primer) 도포를 통해 표면 장력을 높이는 전처리를 병행합니다.
2.2. 화학적 결합 (PUR 방식) 최신 고기능성 의류에 사용되는 PUR(Polyurethane Reactive) 라미네이팅은 단순한 물리적 결합을 넘어 화학적 가교 결합(Cross-linking)을 이용합니다. 공기 중의 수분과 반응하여 접착제 분자 구조가 그물망처럼 연결되는데, 이는 한 번 경화되면 다시 열을 가해도 녹지 않는 열경화성 특성을 갖게 되어 세탁 내구성과 내열성을 극대화합니다.
2.3. 유사 기법과의 차이점 - 코팅(Coating) vs 라미네이팅: 코팅은 수지를 직접 원단에 바르는 방식으로 공정이 단순하고 저렴하지만, 세탁 후 균열(Cracking)이 생기기 쉽고 투습도가 떨어집니다. 반면 라미네이팅은 이미 검증된 고성능 필름을 결합하므로 기능적 신뢰도가 훨씬 높습니다. - 심지 부착(Interlining) vs 라미네이팅: 심지 부착은 국소적인 형태 유지를 위해 다리미나 프레스를 사용하는 소규모 공정인 반면, 라미네이팅은 롤-투-롤(Roll-to-Roll) 방식의 대형 설비를 통해 원단 전체 면적을 균일하게 결합하는 대규모 공정입니다.
2.4. 역사적 배경 및 현장 인식 라미네이팅 기술은 1970년대 고어텍스(Gore-Tex)의 상업적 성공과 함께 비약적으로 발전했습니다. 초기에는 용제형(Solvent-based) 접착제를 사용하여 환경 오염과 인체 유해성 문제가 있었으나, 현재는 무용제 타입인 PUR(습기 경화형 우레탄) 방식이 글로벌 표준으로 자리 잡았습니다. - 한국 공장: '합포'라는 용어가 지배적이며, 특히 아웃도어 강국답게 3-Layer 합포 기술력이 세계 최고 수준입니다. 미세한 터치감(Hand-feel) 변화에 매우 민감하게 대응합니다. - 베트남 공장: 글로벌 브랜드의 대형 벤더들이 밀집해 있어, ISO 기준에 따른 엄격한 박리 강도(Peel Strength) 테스트와 데이터 관리에 집중하는 경향이 있습니다. - 중국 공장: '푸모(覆膜)' 또는 '허부(合布)'라고 부르며, 압도적인 설비 수와 다양한 특수 필름(TPU, EVA, 메탈릭 필름 등)의 가용성이 뛰어납니다. 단, 공장별 품질 편차가 커서 입고 검사(IQC)가 필수적입니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 공정 분류 | 원단 합포 및 기능성 코팅 (Fabric Bonding & Laminating) | ISO 분류 외 가공 공정 |
| 기계 유형 | Hot Melt Roller, Flame, Flatbed Belt, Spray Laminator | 용도별 선택 |
| 주요 제조사/모델 | Meyer KFK-E, Klieverik GTC, Reliant PowerBond, Hashima HP | 글로벌 표준 장비 |
| 접착 방식 | PUR (Polyurethane Reactive), Hot Melt Powder/Film, Flame | PUR이 가장 고가/고성능 |
| 가공 온도 | 120°C ~ 190°C (±2°C 정밀 제어 필요) | 원단 융점 고려 필수 |
| 가공 속도 | 5 ~ 45 m/min (평균 15-20 m/min 권장) | 생산성 vs 접착력 트레이드오프 |
| 니프 압력 (Nip Pressure) | 2 ~ 8 bar (유압 또는 공압 제어) | 폼 합포 시 저압 설정 필수 |
| 접착제 도포량 (GSM) | 5 ~ 30 g/m² (Dot/Full/Web 방식) | 의류용은 주로 8-12 GSM |
| 적합 원단 | 나일론, 폴리에스터, TPU/PU 필름, EVA, 니트, 가죽 | 소재별 접착제 상성 확인 |
| 롤러 경도 (Shore A) | 60 ~ 80 Shore (실리콘 또는 고무 롤러) | 압착 균일도 결정 요소 |
| 코로나 처리 강도 | 38 ~ 42 dyne/cm (필름 표면 개질) | 미달 시 즉각적 박리 발생 |
| 냉각 롤러 온도 | 15°C ~ 25°C (Chiller 시스템 연동) | 결정화 속도 제어 |
¶ 적용 분야
- 의류 (Apparel):
- **아웃도어**: 2-Layer(겉감+필름), 3-Layer(겉감+필름+트리코트) 방수 자켓.
- **이너웨어**: 심리스(Seamless) 브라 컵 폼 합포, 무봉제 팬티 라인 접합 원단.
- **스포츠웨어**: 컴프레션 웨어의 부분적 압박 필름 라미네이팅, 윈드스토퍼(Windstopper) 소재.
- 가방 및 잡화 (Bags & Accessories):
- **형태 보강**: 가방 겉감 뒷면에 EVA 폼이나 고밀도 스펀지를 합포하여 입체적 형태 유지.
- **내구성 강화**: 백팩 바닥면에 고강도 PVC/TPU 필름을 라미네이팅하여 내마모성 향상.
- 산업용 및 자동차 (Industrial & Automotive):
- **자동차 시트**: 가죽/직물 원단과 우레탄 폼의 합포 (Flame Lamination 다수 사용).
- **신발 갑피**: 운동화의 다층 구조 메쉬 원단 결합 (No-sew 공법).

- **의료용**: 수술복용 투습 방수 복합 원단.
¶ 주요 결함 및 해결 방안
- 박리 (Delamination) - 원인: 접착 온도 부족, 접착제 도포량 미달, 또는 원단 표면의 발수제(C6/C0 DWR) 성분으로 인한 접착 방해. - 해결: 가공 온도를 재설정하고, 원단 표면의 코로나(Corona) 처리 또는 접착 촉진제(Primer) 사용 검토. [현장 노하우] 박리 부위를 뜯었을 때 접착제가 양쪽 원단에 고르게 묻어있지 않다면 온도 부족, 한쪽에만 몰려 있다면 표면 장력 문제임.
- 기포 및 터널링 (Bubbling & Tunneling) - 원인: 원단 사이의 공기 배출 불량 또는 원단 내 잔류 습기 기화. - 해결: 니프 롤러(Nip Roller) 압력을 높이고, 투입 전 예열(Pre-heating) 공정을 통해 습기 제거.
- 본드 배어남 (Strike-through) - 원인: 과도한 접착제 도포, 고온으로 인한 점도 저하, 또는 원단 조직이 너무 성김(Mesh 등). - 해결: 접착제 도포 방식 변경(Full coating → Dot coating), 도포량(GSM) 감소, 냉각 롤러 강화.
- 주름 및 컬링 (Creasing & Curling) - 원인: 상/하단 원단의 공급 장력(Tension) 불균형. 특히 신축성이 다른 원단 합포 시 발생. - 해결: 텐션 컨트롤러를 통해 각 원단의 이송 속도를 동기화하고, 권취(Winding) 시 저장력 설정. [현장 노하우] 합포 후 원단을 바닥에 놓았을 때 위로 말리면 상단 원단 장력이 강한 것이고, 아래로 말리면 하단 원단 장력이 강한 것임.
- 경화 및 촉감 저하 (Stiffness/Boardy Feel) - 원인: 접착제 과다 사용 또는 고온에 의한 원단 섬유 변성(열수축). - 해결: 도트(Dot) 방식 접착을 채택하여 접착 면적을 최소화하고, 저온 접착용 핫멜트 사용.
- 황변 (Yellowing) - 원인: 접착제(주로 PU계열)의 내광성 부족 또는 고온 가공 시 산화. - 해결: 내황변성(Non-yellowing) 접착제 사용 및 가공 온도 최적화. BHT-free 포장재 사용 권장.
¶ 품질 검사 및 테스트 기준
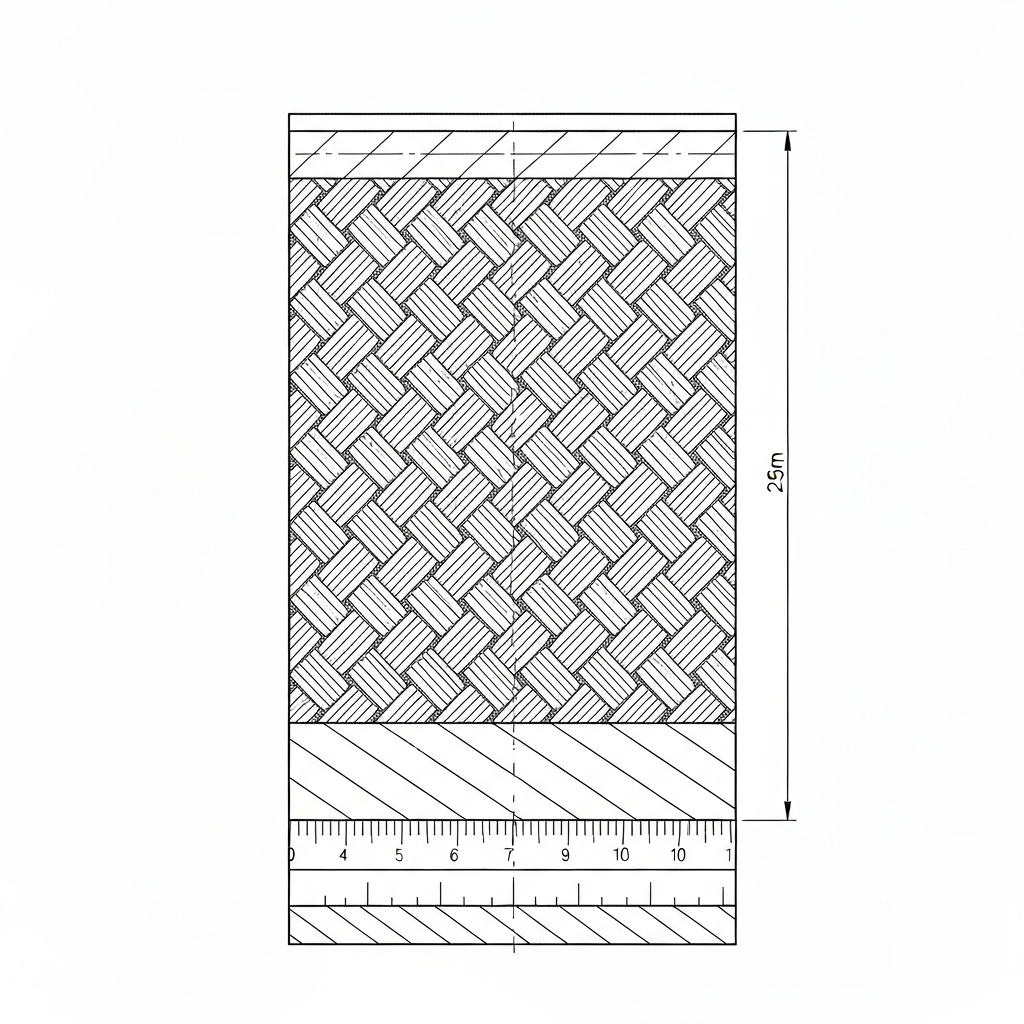
- 박리 강도 테스트 (Peel Strength Test): ASTM D903 또는 ISO 2411 기준. 25mm 폭의 시편을 180도 또는 90도로 박리할 때의 하중 측정.
- 의류용: 최소 5N/2.5cm 이상 (브랜드별 8N 이상 요구하기도 함).
- 가방/신발용: 최소 10N/2.5cm 이상.
- 세탁 내구성 (Wash Durability): ISO 6330 기준. 40°C~60°C 세탁 및 건조 후 층 분리, 기포, 수축률 변화 확인. 보통 5회, 10회, 20회 단위로 테스트하며, 기능성 의류는 세탁 후에도 박리 강도가 초기치의 70% 이상 유지되어야 함.
- 내수압 및 투습도 (Hydrostatic Head & MVTR): 기능성 라미네이팅의 필수 항목.
- 내수압 (ISO 811): 가공 후 10,000mm H2O 이상 유지 확인.
- 투습도 (ASTM E96 B1/BW): 5,000g/m²/24h ~ 20,000g/m²/24h 범위 관리.
- 외관 검사 (Visual Inspection): 검단기 위에서 투과광을 이용해 표면 굴곡, 본드 뭉침(Slub), 이물질 혼입 여부 전수 검사.
- 가수분해 테스트 (Hydrolysis Test): 70°C, 습도 95% 환경에서 1~4주간 방치 후 접착력 유지 확인 (장기 내구성 평가).
¶ 현장 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 합포 (Happo) | 현장에서 라미네이팅 공정 전체를 통칭하는 가장 흔한 용어. |
| 한국어 | 라미 (Lami) | 라미네이팅의 약어. 주로 "라미 친다"라고 표현. |
| 한국어 | 떡본드 | 접착제가 뭉쳐서 원단 표면에 불룩하게 튀어나온 결함. |
| 한국어 | 라미 뜬다 | 박리(Delamination)가 발생하여 원단이 벌어지는 현상. |
| 일본어 | ボンディング (Bonding) | 본딩. 의류용 원단 합포를 지칭할 때 주로 사용. |
| 일본어 | 裏貼り (Urahari) | 우라바리. 원단 뒷면에 보강재를 붙이는 작업. |
| 베트남어 | Cán màng | 깐 망. 필름을 입히거나 라미네이팅하는 공정. |
| 베트남어 | Ép keo | 앱 깨오. 접착제를 압착하여 붙이는 행위. |
| 중국어 | 覆膜 (Fùmó) | 푸모. 필름 라미네이팅. |
| 중국어 | 合布 (Hébù) | 허부. 두 종류 이상의 원단을 합치는 공정. |
¶ 장비 세팅 및 관리 가이드
- 장력 제어 (Tension Control): 신축성이 큰 니트 원단은 장력을 최소화(0.1~0.3 N/cm)하여 공급하고, 상대적으로 안정적인 필름류는 일정한 장력을 유지해야 가공 후 원단이 말리는 '컬링'을 방지할 수 있습니다.
- 롤러 갭(Nip Gap) 설정: 합포할 두 자재의 총 두께보다 약 0.05~0.15mm 작게 롤러 간격을 설정하여 과도한 압착으로 인한 볼륨감 감소를 방지합니다. (디지털 게이지로 정밀 측정 필수)
- 온도 동기화: 제어판 온도와 실제 롤러 표면 온도는 차이가 날 수 있으므로, 비접촉식 적외선 온도계로 수시로 실측하여 보정해야 합니다. (오차 범위 ±2°C 이내 관리)
- 에이징 (Aging/Curing): PUR(습기 경화형 우레탄) 접착제를 사용한 경우, 가공 직후 봉제에 투입하지 말고 반드시 24~72시간 동안 일정한 온습도(25°C, 습도 50% 이상) 조건에서 숙성시켜 접착력을 완성해야 합니다. 숙성 전 봉제 시 바늘에 본드가 묻어나는 '거밍(Gumming)' 현상이 발생합니다.
- 청소 주기: 핫멜트 롤러는 매 교대 시간(8시간)마다 전용 세척제나 동판 브러시로 청소하여 탄화된 본드 찌꺼기가 원단에 혼입되는 것을 방지해야 합니다.
¶ 공정 흐름도 (Process Flow)
¶ 실전 트러블슈팅 (Senior Technician's Tips)
- 증상: 봉제 후 심실링(Seam Sealing) 테이프가 떨어진다.
- 진단: 라미네이팅 시 사용된 접착제가 원단 표면으로 미세하게 배어 나와 테이프의 접착을 방해하거나, 라미네이팅 온도가 너무 높아 원단 표면의 발수제가 재활성화(Migration)된 경우입니다.
- 조치: 라미네이팅 온도를 5~10°C 낮추고, 접착제 도포량을 줄이십시오. 심실링 전 알코올로 표면을 가볍게 닦아내는 것도 방법입니다.
- 증상: 특정 부위만 박리가 일어난다.
- 진단: 니프 롤러의 수평이 맞지 않거나(Parallelism), 롤러 중앙부가 마모되어 압력이 불균일한 경우입니다.
- 조치: 카본지를 롤러 사이에 넣고 압착하여 '압력 프로파일'을 확인하고 롤러를 연마하거나 교체하십시오.
- 증상: 원단 터치가 너무 딱딱하다(Boardy feel).
- 진단: 접착제가 면(Full) 방식으로 도포되었거나, 도트(Dot)의 밀도가 너무 높습니다.
- 조치: 60~80 mesh 정도의 미세한 도트 롤러로 교체하고, 접착제 점도를 높여 침투 깊이를 조절하십시오.
- 증상: 봉제 시 바늘 구멍이 크게 남고 원단이 찢어진다.
- 진단: 라미네이팅 필름의 연신율이 원단과 맞지 않거나, 접착제가 너무 딱딱하게 경화되었습니다.
- 조치: 유연성이 높은 TPU 필름으로 교체하고, 봉제 시 바늘을 얇은 번수(9호~11호)의 SERV 7 타입으로 변경하십시오.
¶ 봉제 공정과의 상호작용 (Technical Integration)
라미네이팅된 원단은 일반 원단과 봉제 특성이 완전히 다릅니다. - 바늘 선택: 라미네이팅 층의 마찰 저항으로 인해 바늘 열이 쉽게 발생합니다. 이는 접착제를 녹여 바늘 눈(Eye)을 막는 원인이 됩니다. 반드시 티타늄 코팅 바늘(예: Schmetz SERV 7)을 사용하여 열 발생을 억제해야 합니다. - 이송 장치: 라미네이팅된 면이 노루발과 닿을 경우 마찰로 인해 이송이 원활하지 않을 수 있습니다. 테플론(Teflon) 노루발이나 롤러 노루발 사용이 필수적입니다. - 스티치 밀도(SPI): 너무 높은 SPI(12 이상)는 라미네이팅된 원단에 '절취선 효과'를 일으켜 인장 강도를 떨어뜨릴 수 있습니다. 통상 8~10 SPI를 권장합니다.
¶ 관련 항목
- 본딩 (Bonding): 광의로는 라미네이팅을 포함하나, 협의로는 무봉제 접합 기술(Seam Bonding)을 의미함.
- 심지 (Interlining): 원단 뒷면에 부착하여 형태를 잡는 자재로, 부분적 라미네이팅의 일종임.
- 심실링 (Seam Sealing): 라미네이팅된 방수 원단의 봉제선 구멍을 테이프로 막는 후공정.
- 코팅 (Coating): 원단 표면에 액상 수지를 직접 도포하는 방식으로, 별도의 층을 결합하는 라미네이팅과 구분됨.
- 핫멜트 (Hot Melt): 열에 의해 녹는 접착 성분으로, 필름(Film), 웹(Web), 파우더(Powder) 형태로 존재함.
- DWR (Durable Water Repellent): 라미네이팅 전후 원단 표면에 적용되는 발수 가공으로, 라미네이팅 접착력과 상충 관계에 있음.
- OEKO-TEX / REACH: 라미네이팅 접착제의 유해 물질(포름알데히드, DMF 등) 규제 기준.