상위 문서: 심층 기술 문서 목록

¶ 정의
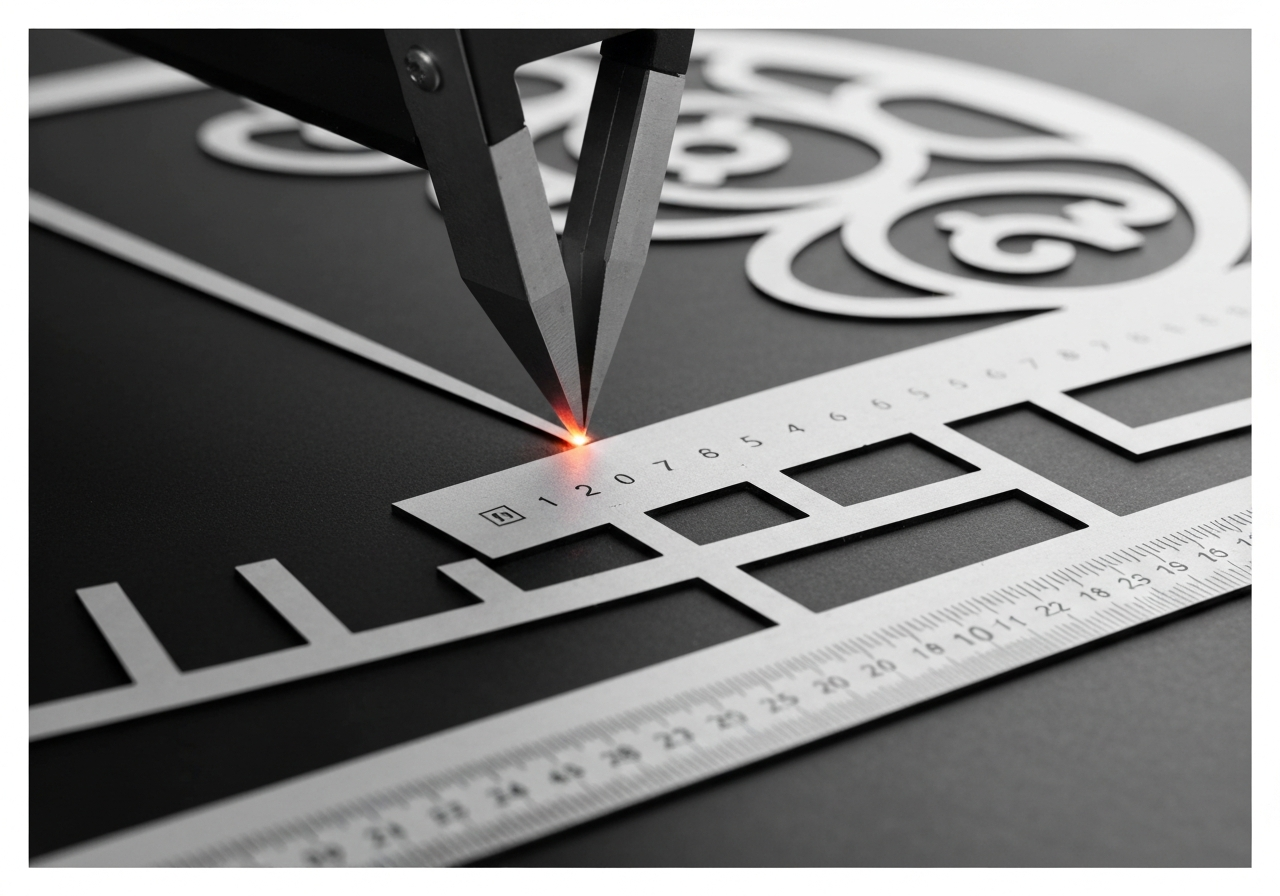
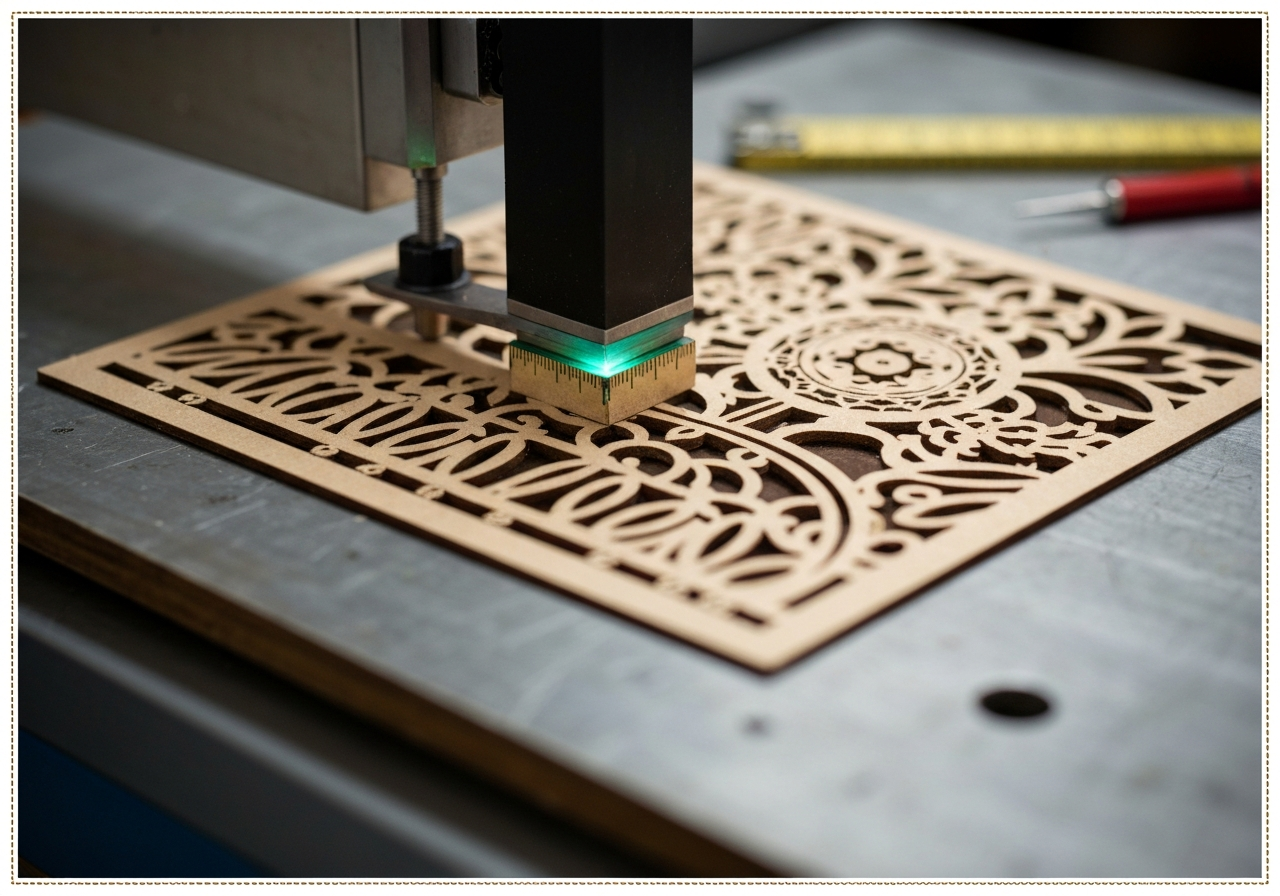
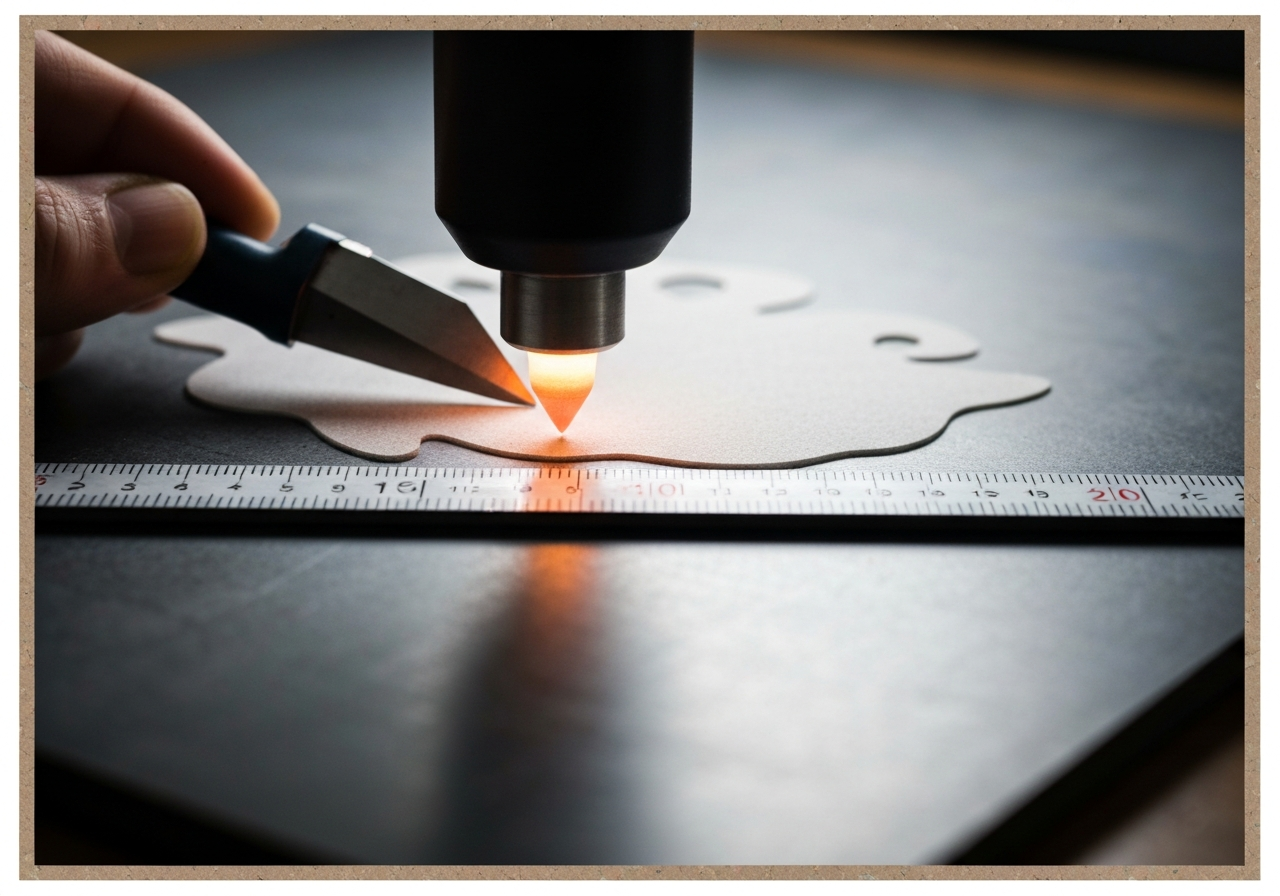
레이저커팅(Laser Cutting)은 고에너지 밀도의 레이저 빔(주로 10.6μm 파장의 CO2 레이저)을 원단이나 부자재 표면에 조사하여 국부적으로 재료를 용융, 연소 또는 기화시켜 정밀하게 절단하는 비접촉식(Non-contact) 재단 공정입니다. 컴퓨터 수치 제어(CNC) 시스템을 통해 CAD 데이터를 직접 실행하므로 복잡한 기하학적 패턴이나 미세한 타공(Perforation) 구현이 가능합니다. 특히 합성 섬유(Polyester, Nylon 등) 재단 시, 절단면이 열에 의해 즉시 융착되는 '셀프 실링(Self-sealing)' 효과가 발생하여 올 풀림을 원천적으로 방지합니다. 이는 전통적인 나이프 재단이나 철형 재단으로는 구현하기 어려운 고정밀도와 기능성을 제공하며, 무봉제(Seamless) 의류 및 기능성 스포츠웨어 생산의 핵심 공정입니다. 본 공정은 재봉(Stitching)이 아닌 재단(Cutting) 공정이므로 ISO 4915 스티치 분류에는 해당하지 않습니다.
¶ 사양표
| 항목 | 세부 사양 및 기준 |
|---|---|
| 스티치 분류 (ISO 4915) | 해당 없음 (재단 및 마킹 공정) |
| 장비 유형 | CO2 레이저 재단기 (Flatbed), 갈바노(Galvo) 스캐너 레이저 |
| 주요 제조사 및 모델 | Golden Laser (CJG 시리즈), Gweike (LC1390), Eurolaser (XL-3200), SEI Laser |
| 레이저 출력 범위 | 60W ~ 150W (의류용), 200W 이상 (두꺼운 가죽 및 하드웨어 보강재용) |
| 제어 시스템 | CNC 기반 전용 소프트웨어 (AutoCAD, CorelDraw, AI 파일 호환) |
| 냉각 시스템 | 산업용 수냉식 칠러 (Water Chiller, CW-5000/6000 시리즈) |
| 최대 재단 속도 | 0 ~ 60,000 mm/min (장비 사양 및 소재 두께에 따라 가변적) |
| 위치 정밀도 | ±0.05mm ~ ±0.1mm |
| 적합 소재 | 폴리에스터, 나일론, 합성피혁(PU/PVC), EVA, 벨크로, 반사 테이프, 아크릴 |
¶ 적용 분야
- 기능성 스포츠웨어 및 아웃도어:

- **레이저 타공(Laser Perforation)**: 겨드랑이, 등판 등 열 배출이 필요한 부위에 미세한 통기 구멍 제작.
- **무봉제(Seamless) 시접**: 웰딩(Welding) 및 테이핑 공정 전, 원단 단면을 오차 없이 정밀하게 재단하여 접합 강도 극대화.
- 가방 및 전술 장비:
- **MOLLE 시스템**: 웨빙을 박음질하는 대신 원단 자체에 레이저로 슬롯을 커팅하여 경량화 구현 (Laser-cut MOLLE).

- **보강재 재단**: 가방 형태 유지를 위한 PE판, EVA 폼, 타포린 등의 비정형 정밀 재단.
- 로고 및 장식 요소:
- **아플리케(Appliqué)**: 자수 패치나 로고의 복잡한 외곽선을 커팅하여 열전사 또는 봉제 준비.
- **레이저 에칭(Etching)**: 원단 표면을 살짝 태워 로고나 패턴을 새기는 마킹 공정.
- 신발 제조: 갑피(Upper)의 복잡한 패턴 재단 및 통기성 확보를 위한 디자인 타공.

¶ 주요 결함 및 해결 방안
- 황변 및 탄자국 (Yellowing/Charring) - 원인: 과도한 레이저 출력, 느린 재단 속도, 부적절한 보조 가스 사용. - 해결: 출력을 낮추고 속도를 높이는 최적 파라미터 설정. 질소(N2) 가스를 에어 어시스트로 사용하여 산화 반응 억제.
- 단면 융착 및 층간 붙음 (Edge Fusing) - 원인: 다층(Multi-layer) 재단 시 발생하는 열 축적. - 해결: 가급적 단층(Single-ply) 재단을 실시하거나, 허니컴 베드 하단의 진공 흡입(Suction)력을 강화하여 열을 빠르게 배출.
- 미절단 (Incomplete Cut) - 원인: 레이저 튜브의 출력 저하(수명 종료), 초점 렌즈(Focus Lens) 오염, 원단 수평 불량. - 해결: 렌즈 및 반사경 주기적 세척, 초점 거리(Focal Length) 재설정, 레이저 튜브 교체 주기 확인.
- 치수 오차 및 왜곡 (Dimensional Deviation) - 원인: 구동 벨트 장력 저하, 모터 탈조, 원단 텐션으로 인한 수축. - 해결: X-Y축 타이밍 벨트 장력 점검, 서보 모터 파라미터 교정, 재단 전 원단 이완(Relaxation) 시간 확보.
- 배면 반사 자국 (Back-flash Marks) - 원인: 레이저 빔이 작업대(허니컴 베드)에 반사되어 원단 뒷면을 손상시킴. - 해결: 핀 베드(Pin-bed) 사용으로 접촉 면적 최소화 또는 베드 오염 물질 제거.
¶ 품질 검사 기준 (QC Standard)
- 단면 상태: 절단면이 매끄러워야 하며, 합성 섬유의 경우 올 풀림 방지를 위한 적절한 융착(Sealing)이 이루어졌는지 확인. 탄화물(그을음)이 묻어나지 않아야 함.
- 치수 정밀도: CAD 설계 데이터 대비 허용 오차 범위(일반 의류 ±0.5mm, 정밀 부품 ±0.2mm) 준수 여부 측정.
- 외관 품질: 재단면 주변에 황변, 탄자국, 녹은 방울(Melted beads)이 발생하지 않았는지 육안 검사 (AQL 1.5 기준).
- 세탁 견뢰도: 레이저 커팅된 단면이 반복 세탁(ISO 6330) 후에도 올이 풀리거나 딱딱하게 굳어 부러지지 않는지 확인.
- 냄새: 재단 후 잔류하는 탄 냄새가 허용 수준 이내인지 확인 (필요 시 탈취 공정 거침).
¶ 공장 실무 은어 및 용어
| 용어 | 국가/지역 | 의미 및 비고 |
|---|---|---|
| 레이저 | 한국 (KR) | 레이저 커팅 공정 및 장비 전체를 통칭 |
| 불박 | 한국 (KR) | 원래 불도장(Hot Stamping)을 뜻하나, 현장에서 레이저 마킹/에칭을 혼용하여 부름 |
| 누끼 (抜き) | 한국/일본 | 일본어 '따내기'에서 유래. 레이저로 특정 문양을 파내는 공정을 지칭 |
| 야끼 (焼き) | 한국 (KR) | 레이저 출력 과다로 단면이 심하게 탔을 때 사용하는 은어 |
| Cắt Laser | 베트남 (VN) | 베트남 현지 공장에서 레이저 커팅을 지칭하는 표준 용어 |
| 激光 (Jīguāng) | 중국 (CN) | 중국 내 레이저 공정 지칭 (激光裁剪: 레이저 재단) |
¶ 장비 세팅 및 유지보수 가이드
- 초점(Focus) 최적화: 재료의 두께에 따라 초점 렌즈와 원단 표면 사이의 거리를 전용 게이지로 정밀 세팅. 초점이 맞지 않으면 절단 폭(Kerf)이 넓어지고 품질이 저하됨.
- 에어 어시스트(Air Assist) 설정: 렌즈 오염을 방지하고 화염 발생을 억제하기 위해 압축 공기 또는 질소를 분사. 압력이 너무 낮으면 렌즈가 손상되고, 너무 높으면 가벼운 원단이 날릴 수 있음.
- 파워/속도 조합 테스트: 신규 원단 투입 시 반드시 'Step Test'를 통해 최소 출력으로 완전 절단이 가능한 최적 속도를 산출하여 데이터베이스화함.
- 배기 시스템(Exhaust System): 연기와 유독 가스를 배출하는 집진기 필터를 주기적으로 교체하여 작업 환경을 보호하고 기계 내부 오염을 방지함.
¶ 공정 흐름도 (Process Flowchart)
graph TD
A[CAD 패턴 설계 및 검도] --> B[DXF/AI 파일 변환 및 네스팅]
B --> C[원단 로딩 및 평탄화 작업]
C --> D[레이저 초점 및 원점 설정]
D --> E[진공 흡입 및 에어 가동]
E --> F[레이저 커팅/타공 실행]
F --> G[집진 및 냉각 대기]
G --> H[재단물 수거 및 1차 육안 검사]
H --> I[치수 측정 및 번들링]
I --> J[후공정 이동 - 봉제/웰딩]
¶ 관련 항목
- 초음파 재단 (Ultrasonic Cutting): 진동 마찰열을 이용한 재단 방식으로, 레이저와 달리 탄자국이나 황변이 전혀 없어 밝은 색상 원단에 유리함.
- 자동 재단기 (Auto-Cutter): 칼날을 이용한 대량 재단 방식으로, 직선 및 완만한 곡선 재단에 효율적이나 미세 타공은 불가능함.
- 무봉제 접착 (Seamless Bonding): 레이저로 재단된 단면을 핫멜트 필름과 고온 압착기를 이용해 봉제선 없이 연결하는 기술.
- 비전 레이저 (Vision Laser): 카메라가 승화 전사된 패턴을 인식하여 자동으로 외곽선을 찾아 재단하는 지능형 레이저 시스템.