¶ 정의 및 개요
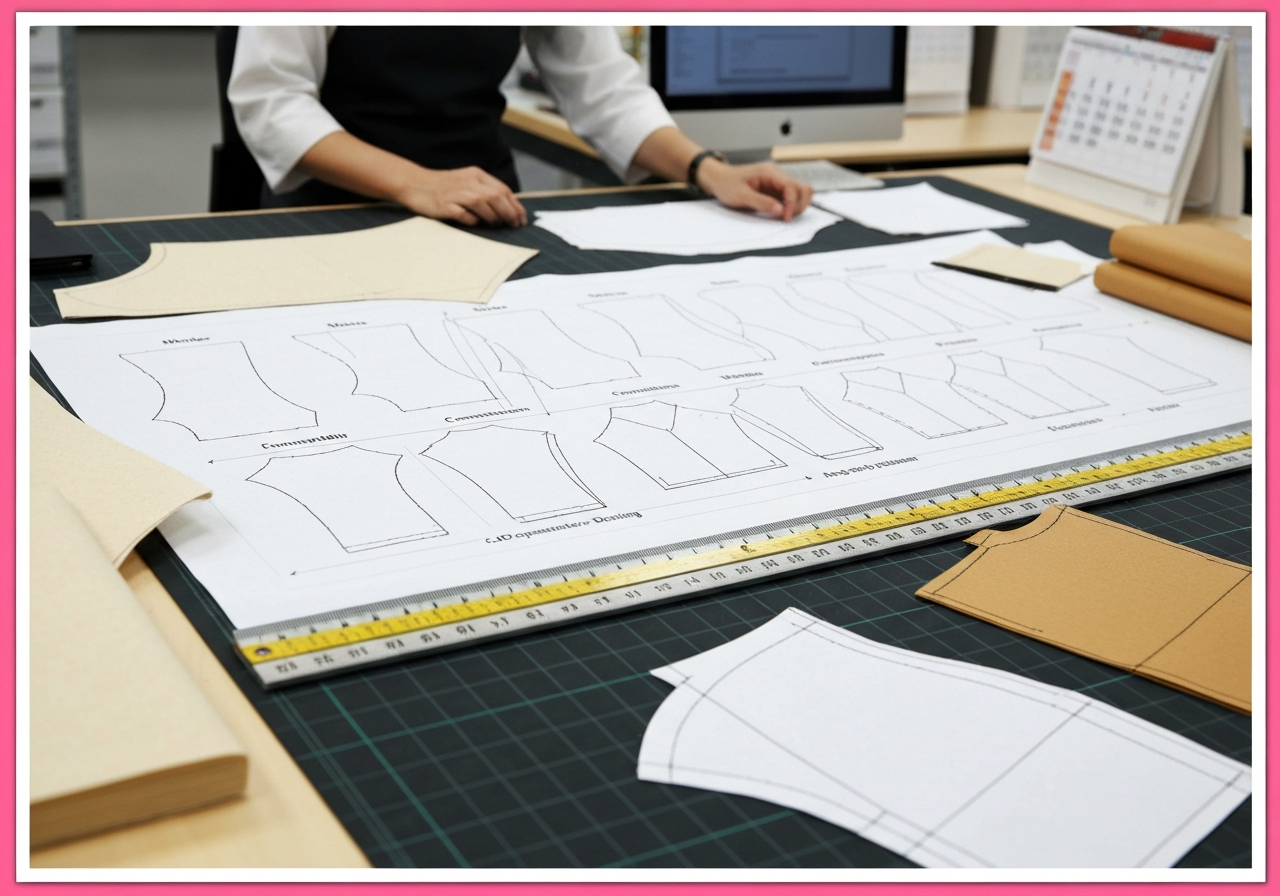
마킹(Marker)은 의류, 가방, 신발 등 봉제 제품의 대량 생산을 위해 일정한 원단 유효 폭(Cuttable Width) 내에 확정된 패턴 조각들을 최적으로 배치하는 공학적 설계 도면 작성 공정이다. 마킹의 일차적 목적은 원단 폐기물(Waste)의 최소화를 통한 제조 원가 절감이며, 이는 제품의 요척(Consumption) 산출 및 원부자재 발주(Purchase Order)의 절대적인 정량적 근거가 된다.
현대 공정에서는 CAD(Computer-Aided Design) 시스템을 활용한 디지털 마킹이 표준이며, 고도화된 자동 네스팅(Auto-nesting) 알고리즘과 AI 연산 기능을 통해 효율을 극대화한다. 생성된 마킹 데이터는 플로터(Plotter)를 통한 실물 크기 종이 출력물로 제작되거나, CNC 자동 재단기(Cutter)의 수치 제어 구동 데이터(ISO 18163 준수)로 직접 전송된다.
기술적 심화 및 물리적 원리: 마킹은 단순한 평면 배치를 넘어 원단의 물리적 이방성(Anisotropy), 즉 경사(Warp)와 위사(Weft)의 응력 방향을 고려한 정밀 설계이다. 패턴 조각이 식서(Grain Line) 방향에서 미세하게(2~3도 이상) 이탈할 경우, 완제품에서 심각한 뒤틀림(Torque)이나 드레이프성 저하가 발생한다. 이는 봉제 시 바늘이 원단 조직을 통과할 때 발생하는 마찰력과 봉제 후 가해지는 장력(Tension)의 불균형을 초래하며, 특히 ISO 4915 401(체인 스티치)이나 504(3사 오버록)와 같이 신축성이 큰 솔기에서 결함이 극대화된다.
역사적 배경 및 산업적 변천: 봉제 산업 초기에는 숙련된 마킹사가 실물 패턴을 원단 위에 직접 배치하고 분필로 그리는 수동 방식(Manual Marking)을 사용했다. 1970년대 Gerber Scientific이 세계 최초의 자동 재단기(System 70)를 선보이면서 디지털 마킹의 기틀이 마련되었으며, 현재는 클라우드 기반의 병렬 연산 네스팅 시스템이 0.1% 단위의 효율 경쟁을 벌이고 있다.
¶ 기술 사양표
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 공정 분류 | Pre-production (재단 준비 공정) | 패턴 확정 및 그레이딩 후 진행 |
| 주요 소프트웨어 | Gerber Accumark, Lectra Modaris, Optitex, Tukatech, CLO, StyleCAD | CAD 시스템 |
| 데이터 포맷 | ASTM D6959, DXF-AAMA, HPGL, ISO 18163, RS-274X | 데이터 호환 표준 |
| 마킹 효율 (Efficiency) | 직물(Woven): 82~90% / 편물(Knit): 75~85% | 복종 및 원단 종류별 상이 |
| 유효 폭 (Cuttable Width) | 실제 원단 폭 - 변두리(Selvage) 1~1.5 inch | 재단 가능 유효 범위 |
| 표준 버퍼 (Buffer) | 패턴 간 간격 1mm ~ 4mm (칼날 두께 및 회전 반경 고려) | 자동 재단기 사양에 종속 |
| 관리 지표 | 마킹 효율(%), Net/Gross 요척, 식서 일치율, 마킹 길이 | KPI 관리 핵심 항목 |
| 하드웨어 | Inkjet Plotter, CNC Auto-cutter (Lectra Vector, Gerber Paragon) | 연동 장비 |
| 재단기 속도 | 최대 1.1m/s ~ 1.5m/s | 마킹 밀도 및 원단 적층 높이에 가변 |
| 플로터 해상도 | 300 ~ 600 dpi | 선명도 및 노치(Notch) 식별 기준 |
| 파일 호환성 | ISO 18163 (Digital patterns vocabulary) | 국제 표준 데이터 규격 |
| 종이 사양 | 60g/m² ~ 80g/m² (Heat Seal Paper 또는 일반지) | 플로터 출력용 |
¶ 마킹의 유형 및 분류
¶ 3.1 방향성 기준 (Directional Constraints)
- One-way Marker (단방향 마킹): 모든 패턴 조각을 한 방향(Up-direction)으로만 배치한다. 기모(Nap), 벨벳, 코듀로이, 프린트 방향이 있는 원단에 필수적이다. 방향을 어길 시 빛 반사율 차이로 인해 좌우 소매 색상이 달라 보이는 'Shading' 결함이 발생한다.
- Two-way Marker (양방향 마킹): 패턴을 180도 회전하여 배치 가능하다. 상하 구분이 없는 일반적인 직물(Solid Woven)에서 효율을 높이기 위해 사용한다.
- Rotation Marker (회전 마킹): 특정 각도(예: 45도 바이어스)로 패턴을 회전시켜 배치한다. 신축성 확보나 디자인적 요소를 위해 사용되나 요척 손실이 크다.
¶ 3.2 배치 방식 기준 (Layout Strategy)
- Sectional Marker (섹션 마킹): 사이즈별로 구역을 엄격히 나누어 배치한다. 연단(Spreading) 길이가 짧을 때 유리하며, 재단 후 분류(Sorting) 및 번들링 작업이 용이하다. 특정 사이즈만 추가 재단이 필요할 때 효율적이다.
- Interlocking Marker (인터로킹 마킹): 사이즈에 관계없이 빈 공간에 패턴을 끼워 넣는 방식(사시코미)이다. 효율이 가장 높으나 재단 후 부속 찾기가 복잡하여 번들링 공정의 고숙련도가 요구된다.
- Mixed Marker (혼합 마킹): 여러 사이즈를 섞어서 배치하되, 특정 부속(예: 앞판)만 모아서 배치하는 등 현장 상황에 맞게 조절한다.
¶ 3.3 특수 목적 마킹
- Step Marker (계단식 마킹): 사이즈별 수량이 다를 때 연단 층수(Ply)를 조절하기 위해 설계된 마킹이다. 예를 들어 S사이즈 100장, L사이즈 50장일 경우 연단 높이를 다르게 하여 원단 낭비를 막는다.
- Striped/Checked Marker (체크/스트라이프 마킹): 원단의 무늬를 맞추기 위해 특정 포인트(Matching Point)를 고정하여 설계한다. 재단 시 원단 밀림을 방지하기 위해 핀 연단(Pin Spreading)과 병행되며, 요척이 일반 마킹 대비 10~25% 증가한다.
¶ 산업별 적용 분야 및 세부 사양
마킹은 제품의 구조적 안정성과 원가 경쟁력을 결정하는 핵심 공정으로, 복종과 아이템에 따라 적용 기준이 엄격히 구분된다.
¶ 4.1 의류 제조 (Apparel Manufacturing)
- 드레스 셔츠(Dress Shirts): 칼라(Collar), 커프스(Cuffs), 앞단(Placket) 등 심지가 부착되는 부위는 식서 방향이 완벽히 일치해야 세탁 후 변형이 없다. 특히 스트라이프 셔츠의 경우 앞판 좌우 대칭 마킹이 품질의 핵심이다. (표준 SPI: 12~14, 바늘: DBx1 #11, 실: 60s/3 코아사)
- 캐주얼 팬츠 및 데님(Pants & Denim): 인심(Inseam)과 아웃심(Outseam)의 곡선 부위가 마킹 시 겹치지 않도록 최소 2mm의 버퍼를 유지해야 한다. 데님은 수축률이 크므로 마킹 전 반드시 워싱 테스트 후 패턴을 확대(Upsize)하여 마킹한다. 식서 방향이 틀어지면 세탁 후 다리 옆선이 앞으로 돌아오는 'Leg Twist' 현상이 발생한다. (표준 SPI: 8~10, 바늘: DPx5 #16, 실: 20s/3)
- 아웃도어/스포츠웨어: 고어텍스(Gore-Tex)와 같은 고가 기능성 원단은 마킹 효율 1% 향상이 순이익에 직결된다. 심실링(Seam Sealing) 테이프 폭(보통 13mm~22mm)을 고려하여 시접(Seam Allowance) 공간을 마킹 설계에 반영해야 한다. 4방향 신축성(4-way Stretch) 원단은 연단 시 장력(Tension)에 의한 변형이 심하므로 마킹 길이를 실제보다 1~2% 여유 있게 설계한다.
¶ 4.2 가방 및 잡화 (Bags & Accessories)
- 백팩 및 중량물 가방(Backpacks): 몸판(Main Body)과 숄더 스트랩(Shoulder Straps) 연결부는 하중을 많이 받으므로 식서 방향을 수직으로 배치하여 인장 강도를 확보한다. 마킹 시 부속 간 간격을 3mm 이상 확보하여 자동 재단 시 칼날 열에 의한 원단 융착을 방지한다. (표준 SPI: 8~10, 바늘: DPx17 #19~21, 실: 20번/3합 나일론사)
- 핸드백 및 가죽 제품(Handbags): 천연 가죽 마킹 시 가죽의 부위별 신축성(등판은 신축성이 적고 배 부분은 많음)을 고려하여 배치한다. 흠집(Flaw) 부위는 마킹에서 제외하는 '디지털 가죽 네스팅'을 적용한다. 가죽은 원단과 달리 불규칙한 형태이므로 마킹 효율보다는 부위별 품질 매칭이 우선된다.
- 보강재(Reinforcement): EVA, 보강 테이프, 타일론(Tylon) 등 보이지 않는 부자재도 마킹을 통해 요척을 관리하며, 주로 인터로킹 방식을 사용하여 효율을 95% 이상으로 끌어올린다.
¶ 4.3 자동차 내장재 및 산업용 자재
- 카시트(Car Seats): 가죽 및 합성 피혁의 대량 재단을 위해 고성능 CNC 커터와 연동된 마킹을 실시한다. 카시트는 마찰이 심하므로 내마모성이 강한 방향으로 마킹을 설계한다.
- 에어백(Airbags): 안전과 직결되는 에어백 쿠션 마킹은 레이저 커팅 데이터와 연동되어 오차 범위를 0.5mm 이내로 관리한다. 원단 손실을 줄이기 위해 육각형 형태의 벌집형 네스팅(Honeycomb Nesting) 기법이 자주 사용된다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 식서 방향 불일치 (Grain Line Mismatch) * 원인: 효율을 높이기 위해 패턴을 임의로 회전시킴. * 현상: 봉제 후 옷이 돌아가거나(Leg Twist), 세탁 후 형태 왜곡 발생. ISO 4915 504(오버록) 처리 시 끝단이 울렁거리는 현상 동반. * 해결: CAD 설정에서 식서 고정(Grain Line Lock) 기능을 활성화하고, 재단 후 뒤틀림(Torque) 검사 실시.
- 패턴 조각 누락 및 중복 (Missing/Duplicate Pieces) * 원인: 마킹 리스트(Piece List) 설정 오류 또는 작업자 실수. * 해결: 마킹 완료 후 'Piece Count Check' 기능을 통해 사이즈별 부속 수량 자동 검수.
- 패턴 겹침 (Overlapping) * 원인: 버퍼(Buffer) 설정 미비 또는 수동 마킹 시 육안 확인 미흡. * 해결: 자동 겹침 감지(Overlap Detection) 알고리즘 적용 및 재단 칼날 반경을 고려한 안전거리 확보.
- 유효 폭 초과 (Width Over) * 원인: 입고된 원단의 실제 폭이 마킹 설계 폭보다 좁음. * 해결: 원단 롤(Roll)별 폭 실측 데이터를 CAD에 피드백하여 마킹 폭 재설정(Re-marking). 현장 노하우로 원단 폭이 불안정할 경우 마킹 폭을 실측치보다 0.5~1인치 좁게 설정하여 안전성을 확보한다.
- 무늬 맞춤 불량 (Pattern Matching Error) * 원인: 체크/스트라이프 리피트(Repeat) 간격 계산 오류. * 해결: 원단의 실제 리피트를 측정하여 마킹 그리드(Grid)에 반영하고, 매칭 포인트(Matching Point) 강제 지정.
- 노치(Notch) 및 마킹 표시 누락 * 원인: 플로터 출력 설정 오류 또는 펜(Pen) 잉크 부족. * 해결: 출력 전 플로팅 프리뷰 확인 및 노치 타입(V-notch, I-notch) 표준화.
¶ 품질 검사 기준 (QC Standard)
- 요척 정합성: 바이어 승인 요척(Approved Consumption) 대비 실제 마킹 요척의 편차가 ±1% 이내인지 확인.
- 마킹 효율성: 해당 복종의 표준 효율(예: 팬츠 85% 이상) 달성 여부 검토.
- 패턴 무결성: 모든 사이즈의 모든 부속(몸판, 소매, 칼라, 안단 등)이 포함되었는지 대조.
- 여유분(Buffer) 적정성: 자동 재단기 사용 시 패턴 간 간격이 최소 2mm 이상 유지되었는지 확인. 칼날의 회전 반경(Knife Clearance) 확보 여부 체크.
- 식서 정밀도: 패턴에 표시된 식서선이 원단의 경사(Warp) 방향과 평행한지 각도 측정. 허용 오차는 일반적으로 3도 이내.
- 수축률 반영 여부: 원단 수축률(Shrinkage)이 3% 이상일 경우, 마킹 전 패턴에 해당 비율이 정확히 가산되었는지 확인.
¶ 현장 용어 및 은어
| 용어 | 국가/지역 | 의미 및 비고 |
|---|---|---|
| 마카 (Maka) | 한국 | Marker의 현장식 발음. 주로 출력된 종이 도면을 지칭. |
| 요척 (Yocheok) | 한국 | 제품 한 장당 소요되는 원단 길이. 마킹의 결과값. |
| 사시코미 (差し込み) | 일본/한국 | 패턴을 거꾸로 끼워 넣어 빈 공간을 채우는 방식 (Interlocking). |
| Sơ đồ cắt | 베트남 | 재단 도면. 현장에서 마킹 파일을 의미함. |
| Paiban (排版) | 중국 | 배판. 마킹 공정 및 레이아웃 설계를 의미함. |
| Net Yield | 글로벌 | 순수하게 제품에 포함된 원단 면적 비율. |
| Gross Yield | 글로벌 | 폐기물(Waste)을 포함한 전체 원단 소요량. |
| Tight Marker | 글로벌 | 여유 공간 없이 빽빽하게 배치된 마킹. 재단 난이도가 높음. |
| Safety Margin | 글로벌 | 원단 변두리 결함을 고려한 마킹 여유 폭. |
| End Loss | 글로벌 | 연단 시 원단 양 끝단에서 발생하는 손실분. |
¶ 장비 세팅 및 관리 가이드
- CAD 시스템 설정: 원단 수축률(Shrinkage)이 확인된 경우, 마킹 전 패턴 자체에 수축률을 반영하여 확대/축소 적용. (예: 경사 -2%, 위사 -1% 수축 시 패턴을 해당 비율만큼 역산하여 확대)
- 플로터(Plotter) 관리: 잉크젯 헤드의 노즐 상태를 매일 점검하고, 출력 용지의 습도 관리(종이 신축 방지)를 위해 항온항습 유지. 종이 평량은 보통 60g/m² ~ 80g/m²를 사용한다.
- 자동 재단기(Auto-cutter) 연동: 마킹 데이터 전송 시 재단 시작점(Start Point)과 칼날의 진입 각도를 최적화하여 원단 씹힘 방지. 특히 얇은 원단은 'Common Line Cutting'(인접한 두 패턴의 선을 한 번에 재단) 설정을 통해 효율을 높인다.
- 원단 폭 그룹화: 입고된 원단을 폭별로 분류(예: 58", 59", 60")하여 각 폭에 맞는 개별 마킹 파일을 생성함으로써 효율 극대화. 폭이 1인치만 넓어져도 전체 효율은 약 1.5~2% 상승한다.
¶ 국가별 실무 차이 및 특이사항
- 한국 (Korea): 고부가가치 샘플 및 소량 다품종 생산이 많아 마킹의 정밀도를 매우 중시한다. "마카"라는 용어가 정착되어 있으며, 숙련된 패턴사가 직접 마킹 효율을 검토하는 경우가 많다.
- 베트남 (Vietnam): 대규모 라인 생산 위주로, "Sơ đồ cắt" 관리자가 별도로 존재한다. 번들링(Bundling) 효율을 위해 섹션 마킹(Sectional Marker)을 선호하며, 원단 로스율 관리가 매우 엄격하여 0.1%의 효율 차이로도 보고서가 작성된다.
- 중국 (China): "Paiban(排版)" 공정의 자동화율이 매우 높다. 최신 AI 네스팅 소프트웨어 도입이 빠르며, 원단 폭이 불규칙할 경우를 대비해 실시간 스캔 데이터를 마킹에 반영하는 시스템을 선진적으로 운용한다.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목
- 그레이딩 (Grading): 기준 사이즈를 바탕으로 전 사이즈 패턴을 생성하는 공정. 마킹 전 단계에서 완료되어야 함.
- 연단 (Spreading): 재단을 위해 원단을 여러 겹으로 쌓는 공정으로, 마킹 길이에 맞춰 진행됨. 연단 장력(Tension) 조절이 마킹 정밀도에 영향을 미침.
- 요척 (Consumption): 원가 계산의 핵심 지표로, 마킹 효율에 의해 결정됨. Net 요척(순수 면적)과 Gross 요척(실제 투입량)으로 구분.
- 네스팅 (Nesting): 마킹 내에서 패턴을 배치하는 행위 또는 알고리즘. 최근에는 AI를 활용한 'Cloud Nesting'이 대세임.
- 식서 (Grain Line): 원단의 길이 방향. 마킹 시 의류의 형태 안정성을 결정하는 가장 중요한 요소.
¶ 실전 트러블슈팅 가이드 (QC 전용)
- 증상: 재단 후 좌우 대칭 부속의 크기가 미세하게 다름
- 확인사항: 마킹 시 패턴이 미세하게 회전(Rotation)되었는지 확인.
- 조치: CAD 설정에서 'Flip' 기능 사용 시 대칭 기준선이 정확한지 재점검하고, 연단 시 원단 층간 밀림(Ply Shift)을 방지하기 위해 진공 흡착(Vacuum) 압력을 높임.
- 증상: 마킹 효율은 높으나 재단 현장에서 불량률이 높음
- 확인사항: 패턴 간 간격(Buffer)이 너무 좁은지 확인.
- 조치: 자동 재단기의 칼날 마모도를 체크하고, 곡선 부위가 많은 패턴은 버퍼를 1mm 추가 확보.
- 증상: 플로터 출력물과 실제 원단 폭이 맞지 않음
- 확인사항: 플로터의 'X/Y Calibration' 값 확인.
- 조치: 플로터에서 1m 직선을 출력하여 실제 자로 측정 후 오차만큼 보정 계수를 입력함. 종이가 습기를 먹어 늘어난 경우 건조한 곳에서 재보관 후 출력.
¶ 마킹 효율 계산 공식 (Technical Formula)
마킹 효율은 제조 원가 관리의 핵심 KPI로 다음과 같이 계산한다.
$$Efficiency (\%) = \frac{\sum (Area\ of\ all\ pattern\ pieces\ in\ the\ marker)}{Total\ area\ of\ the\ marker\ (Length \times Width)} \times 100$$
- Net Consumption (순 요척): 제품 1pcs에 들어가는 순수 패턴 면적의 합.
- Gross Consumption (총 요척): 마킹 효율을 반영하여 실제 투입되는 원단 길이. (Gross = Net / Efficiency)
- Waste Factor: 재단 손실, 원단 끝단(End loss), 결함 제거(Damaged area) 등을 고려하여 보통 Gross 요척에 3~5%를 가산하여 최종 발주량을 결정한다.
- Marker Ratio: 마킹에 포함된 사이즈별 비율 (예: S:M:L:XL = 1:2:2:1). 이 비율에 따라 마킹 효율이 변동되므로 최적의 조합을 찾는 것이 중요하다.
¶ 기술적 비교: 수동 마킹 vs 자동 마킹
| 비교 항목 | 수동 마킹 (Manual) | 자동 마킹 (Auto-CAD) |
|---|---|---|
| 정밀도 | 작업자의 숙련도에 의존 | 0.01mm 단위 정밀 제어 |
| 소요 시간 | 1개 마킹당 1~2시간 | 수 분 이내 (AI 네스팅 시) |
| 원단 효율 | 평균 75~82% | 평균 85~92% |
| 데이터 보존 | 실물 패턴 보관 필요 | 디지털 파일로 영구 보관 |
| 수정 용이성 | 패턴 수정 시 전체 재작업 | 클릭 몇 번으로 즉시 수정 가능 |
| 주요 장점 | 소량 샘플 제작 시 직관적임 | 대량 생산 시 원가 절감 극대화 |
¶ 마킹 플래닝 (Marker Planning) 및 최적화
마킹 플래닝은 생산 지시서(Cutting Order)를 바탕으로 가장 효율적인 마킹 조합을 결정하는 고도의 전략 공정이다. * Ratio Optimization: 예를 들어 총 1,000장을 재단할 때, 5장짜리 마킹(S1 M2 L2)을 200번 연단할 것인지, 4장짜리 마킹(S1 M1 L1 XL1)을 250번 연단할 것인지에 따라 원단 로스율이 달라진다. 일반적으로 마킹 길이가 길수록(패턴 수가 많을수록) 효율은 상승하나, 연단 작업의 난이도와 재단기 테이블 길이에 제한을 받는다. * Remnant Management: 마킹 후 남는 자투리 원단(Remnant)을 최소화하기 위해 잔여 수량을 별도의 'Short Marker'로 처리하거나 부속 재단용으로 할당한다. * Splice Point: 연단 중 원단이 끊길 때 겹쳐 쌓는 지점(Splice Point)을 마킹 데이터에 미리 표시하여 원단 손실을 방지한다. 이는 자동 연단기(Spreading Machine)와의 데이터 연동을 통해 자동화된다.