¶ 개요 (Introduction)
메쉬(Mesh)는 경사와 위사, 또는 편직 루프 사이에 의도적인 공간을 형성하여 망사 형태의 구멍(Hole)을 가진 원단을 총칭한다. 주로 폴리에스터(Polyester)나 나일론(Nylon) 합성 섬유로 제조되며, 통기성, 경량성, 배수성이 우수하여 의류, 가방, 신발, 산업용 자재 등 광범위한 분야에 사용된다. 봉제 공정에서는 원단의 불규칙한 표면과 구멍으로 인해 이송(Feeding) 불안정, 바늘 열에 의한 원사 녹음, 시접 미어짐(Slippage) 등의 기술적 난이도가 매우 높은 소재로 분류된다.
물리적 메커니즘 및 산업적 중요성: 메쉬의 핵심 메커니즘은 '오픈 셀(Open-cell) 구조'를 통한 공기 역학적 흐름의 허용이다. 일반 직물(Woven)이 실을 밀착시켜 차폐성을 높이는 것과 달리, 메쉬는 루프(Loop)나 교차점의 기하학적 배치를 통해 구조적 강성을 유지하면서도 빈 공간을 극대화한다. 이는 인체에서 발생하는 열과 습기를 외부로 즉각 배출하는 '펌핑 효과(Pumping Effect)'를 유도한다.
대체 기법과의 비교: * 타공 원단(Perforated Fabric) 대비: 가죽이나 일반 원단에 구멍을 뚫는 타공 방식은 절단된 단면의 원사가 풀리거나 강도가 급격히 저하되는 단점이 있으나, 메쉬는 편직 단계에서 구멍이 형성되므로 인장 강도(Tensile Strength)와 인열 강도(Tearing Strength)가 훨씬 안정적이다. * 부직포(Non-woven) 대비: 통기성은 유사할 수 있으나, 메쉬는 반복적인 세탁과 물리적 마찰에 대한 내구성이 압도적으로 우수하여 장기 사용이 필요한 아웃도어 및 산업용 자재로 선택된다.
현대 봉제 산업에서 메쉬는 단순한 안감을 넘어 '기능성 레이어링'의 핵심 소재로 자리 잡았으며, 특히 베트남과 중국의 대규모 OEM 공장에서는 메쉬의 품질(HPI - Holes Per Inch)이 완제품의 등급을 결정하는 주요 지표로 관리된다.
¶ 기술적 정의 및 분류 (Technical Classification)
메쉬는 제조 방식 및 기계적 구조에 따라 다음과 같이 분류된다.
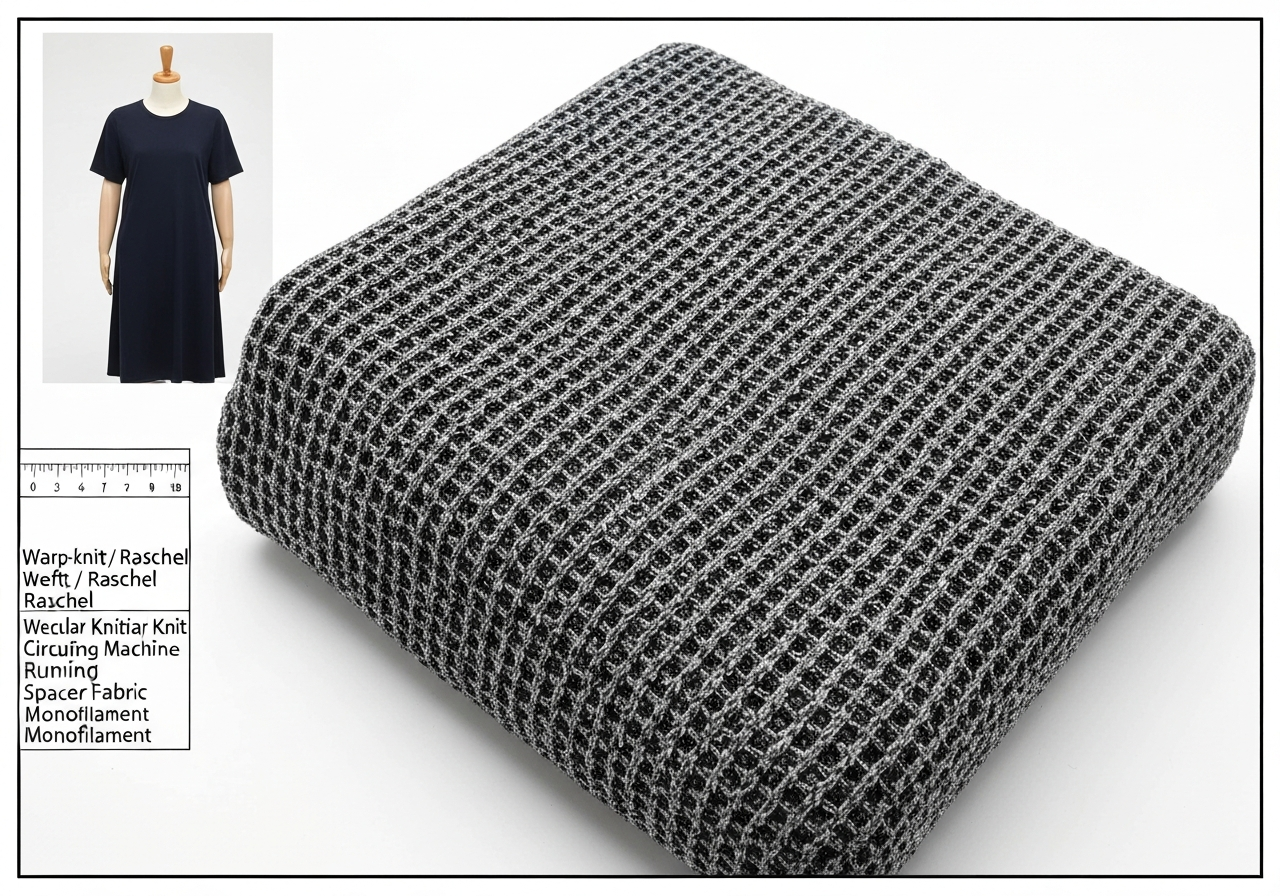
2.1. 경편 메쉬 (Warp-knit / Raschel) 가장 흔한 형태로, 라셀(Raschel) 기계에서 편직된다. 경사 방향으로 루프를 형성하며 조직이 매우 견고하다. 구멍의 모양(육각형, 사각형, 다이아몬드형 등)이 다양하며, 한 곳이 끊어져도 올 풀림이 적은 것이 특징이다. 스포츠웨어 안감, 가방 포켓, 안전 조끼 등에 주로 사용된다.
2.2. 위편 메쉬 (Weft-knit / Circular knit) 환편기(Circular Knitting Machine)에서 제작되며 신축성이 매우 뛰어난 싱글 저지 메쉬 등이 포함된다. 주로 기능성 티셔츠의 배색 패널이나 속옷 소재로 사용된다. 경편에 비해 부드러우나 올 풀림(Running) 현상에 취약할 수 있다.
2.3. 3D 에어 메쉬 (Spacer Fabric) 상하 두 개의 메쉬 층 사이에 수직 모노필라멘트(Monofilament) 사를 결합하여 두께감(3mm~10mm 이상)과 쿠션성을 부여한 기능성 소재이다. 가방의 등판, 어깨끈, 신발 갑피, 자동차 시트에 필수적이다. 압축 복원력이 핵심 품질 지표이다.
2.4. 파워 넷 (Power Net) 고함량의 스판덱스(Spandex)를 혼용하여 강력한 신축성과 회복력을 가진 메쉬다. 여성용 보정 속옷이나 스포츠 브라의 서포트 패널로 사용된다.
물리적·기계적 작동 원리: 메쉬 봉제 시 바늘은 원단의 '실(Yarn)' 부분과 '구멍(Hole)' 부분을 번갈아 통과하게 된다. 이때 바늘이 실을 직접 타격하면 필라멘트가 끊어지는 '니들 컷(Needle Cut)'이 발생하며, 구멍 부분을 통과할 때는 밑실과의 결합(Interlocking)이 불안정해져 '땀뜀(Skipped Stitch)' 현상이 빈번하다. 따라서 메쉬 봉제는 일반 직물보다 훨씬 정밀한 타이밍(Hook Timing) 조절이 요구된다.
¶ 상세 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 주요 소재 | Polyester, Nylon, Spandex, Polypropylene | 합성섬유 위주 (PET가 가장 일반적) |
| 조직 구조 | Warp-knit (Raschel), Weft-knit, Sandwich (3D) | 제조 방식에 따른 분류 |
| 스티치 분류 (ISO 4915) | Class 504 (3-실 오버록), Class 406 (커버스티치), Class 602 (플랫록) | 합봉 및 장식봉제 표준 |
| 추천 재봉기 | Juki DDL-9000C (디지털 본봉), Siruba 747K (고속 오버록) | 장력 및 이송 제어 정밀도 중요 |
| 바늘 시스템 | DB×1 (본봉), DC×27 (오버록), UY128GAS (커버스티치) | 기종별 표준 시스템 준수 |
| 바늘 포인트 | SES (Light Ball Point) 또는 SUK (Medium Ball Point) | 원사 손상 방지 필수 사양 |
| 바늘 굵기 | 안감용: #9~#11 / 가방·에어메쉬용: #14~#19 | 원단 중량 및 실 번수에 비례 |
| 일반 SPI | 10 ~ 14 SPI (Stitches Per Inch) | 과도한 밀도는 원단 파손 유발 |
| 최대 봉제 속도 | 3,500 ~ 4,500 spm (Stitches Per Minute) | 고속 시 마찰열에 의한 융해 주의 |
| 중량 범위 | 40 gsm (초경량) ~ 550 gsm (중량 에어메쉬) | 용도별 광범위한 분포 |
| 밑실 장력 (Towa) | 20 ~ 25g (본봉 기준) | 일반 직물 대비 15-20% 낮게 설정 |
| 바늘 코팅 | Titanium Nitride (TiN) 또는 크롬 코팅 | 마찰열 감소 및 내마모성 강화 |
¶ 주요 적용 분야 (Applications)
4.1. 의류 (Apparel) * 스포츠 셔츠: 겨드랑이(Armpit), 옆솔기(Side Seam), 등판 중앙(Center Back)에 배치하여 열 배출 극대화. 주로 12~14 SPI의 오버록(Class 504) 공정 적용. * 러닝 팬츠 안감: 브리프 형태의 내장 안감으로 사용. 피부 마찰을 최소화하기 위해 40데니어 이하의 초경량 트리코트 메쉬 사용. * 아웃도어 자켓: 주머니 안감(Pocket Bag)으로 사용하여 벤틸레이션(Ventilation) 기능 겸비.
4.2. 가방 및 잡화 (Bags & Accessories) * 백팩 등판 (Back Panel): 3D 에어 메쉬(8mm~12mm)를 사용하여 하중 분산 및 땀 배출. 60번 이상의 굵은 나일론 실과 #18 이상의 바늘 사용. * 어깨끈 안쪽 (Shoulder Strap Inner): 마찰 견뢰도가 높은 나일론 메쉬를 사용하여 옷감 손상 방지. * 사이드 포켓: 신축성이 강한 파워 넷(Power Net) 메쉬를 사용하여 텀블러 등을 고정.
4.3. 신발 (Footwear) * 갑피 (Vamp/Upper): 엔지니어드 메쉬(Engineered Mesh)를 사용하여 부위별로 구멍 크기를 다르게 설계. * 설포 (Tongue): 발등의 압박을 줄이기 위해 얇은 에어 메쉬 적용.
4.4. 산업 및 의료용 (Industrial & Medical) * 사무용 의자: 등받이 소재로 사용되어 장시간 착석 시 쾌적함 유지. * 의료용 슬링: 환자 이송 시 체중을 분산하고 배수가 용이하도록 설계.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 바늘 구멍 및 원사 단절 (Needle Cutting)
- 원인: 날카로운 바늘(R point)이 메쉬의 필라멘트를 직접 타격하여 끊음.
- 해결: SES 또는 SUK 볼 포인트 바늘을 사용하여 바늘 끝이 원사 사이를 비껴가도록 설정. 현장 팁: Groz-Beckert의 SAN 10 바늘을 사용하면 극세사 메쉬의 손상을 획기적으로 줄일 수 있다.
- 심한 퍼커링 (Puckering)
- 원인: 메쉬의 신축성 대비 재봉사 장력이 너무 강하거나 이송비 부적절.
- 해결: 윗실/밑실 장력을 최소화하고, 차동 이송(Differential Feed)을 조정하여 원단이 밀리지 않게 함.
- 이송 불량 및 씹힘 (Feeding Issue)
- 원인: 메쉬의 구멍에 노루발 바닥이나 톱니가 걸려 원단이 나아가지 못함.
- 해결: 테플론(Teflon) 노루발 또는 롤러 노루발 사용. 톱니 높이를 0.8mm 이하로 낮추고 촘촘한 톱니(Fine-pitch)로 교체.
- 열에 의한 원단 녹음 (Thermal Damage)
- 원인: 고속 봉제 시 바늘과 메쉬(합성섬유)의 마찰열로 인해 구멍이 커지거나 녹음.
- 해결: 봉제 속도를 3,500 spm 이하로 제한하거나 바늘 냉각 장치(Needle Cooler/Silicon Oil) 사용.
- 시접 미어짐 (Seam Slippage)
- 원인: 메쉬 조직이 느슨하여 봉제선이 힘을 받을 때 시접이 빠져나감.
- 해결: 시접 폭(Seam Allowance)을 최소 8~10mm 확보하고, 필요 시 시접 부위에 테이프(Stay Tape)를 보강하거나 504+401(안전봉제) 적용.
¶ 품질 검사 및 관리 기준 (Quality Control)
- 파열 강도 (Bursting Strength): ISO 13938-1 기준에 따라 메쉬 조직이 압력에 견디는 정도를 측정. 특히 스포츠웨어와 가방 포켓에서 중요.
- 스내깅 테스트 (Snagging Test): ASTM D3939(Mace Test) 등을 통해 외부 돌출물에 의해 메쉬 고리가 걸려 나오는 정도를 등급화(1~5등급). 3등급 미만은 불량으로 간주.
- 색상 견뢰도 (Color Fastness): 메쉬는 표면적이 넓어 염료 흡착 특성이 다를 수 있으므로 세탁 및 마찰 견뢰도(AQL 2.5 기준)를 엄격히 관리.
- 홀 규격 균일성 (Hole Size Uniformity): 인치당 구멍 수(HPI)를 측정하여 원단 로트(Lot) 간의 통기성 및 외관 차이 확인.
- 치수 안정성 (Dimensional Stability): 세탁 후 메쉬 조직의 수축 또는 늘어남을 측정 (ISO 6330 기준).
¶ 현장 은어 및 국가별 용어 (Terminology)
| 언어 | 용어 | 로마자/한자 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 망사 | Mang-sa | 현장에서 메쉬를 통칭하는 가장 일반적인 용어 |
| 한국어 (KR) | 에어 메쉬 | Air Mesh | 3D 구조의 두꺼운 메쉬를 지칭 |
| 한국어 (KR) | 도리코트 | Doricot | 트리코트(Tricot)의 일본식 발음 변형, 얇은 메쉬 안감 지칭 |
| 일본어 (JP) | メッシュ | Messhu | 일본 바이어 공용어 |
| 일본어 (JP) | ラッセル | Rasseru | 라셀 편직기로 짠 경편 메쉬를 지칭 |
| 일본어 (JP) | アミ | Ami | '그물'이라는 뜻으로 망사 원단을 지칭 |
| 베트남어 (VN) | vải lưới | Vai luoi | 베트남 봉제 공장 현장 용어 |
| 중국어 (CN) | 网布 | Wǎng bù | 중국 원단 시장 및 공장 공용어 |
| 중국어 (CN) | 三明治网布 | Sānmíngzhì | 3D 에어 메쉬(샌드위치 메쉬)를 지칭 |
¶ 장비 세팅 가이드 (Technical Setting)
- 장력 설정 (Tension): 메쉬는 조직이 성기기 때문에 본봉(Lockstitch) 사용 시 윗실 장력을 일반 직물 대비 20% 이상 낮추어야 원단이 쭈글거리는 현상을 방지할 수 있다. Towa 장력계 기준 밑실은 20-25g이 적당하다.
- 노루발 압력 (Presser Foot Pressure): 3D 에어 메쉬 봉제 시 압력이 너무 높으면 원단의 쿠션이 죽고 복원력이 상실된다. 약 1.5kg~2.0kg의 낮은 압력으로 세팅한다.
- 이송 톱니 (Feed Dog): 메쉬 구멍에 걸리지 않도록 톱니의 경사각이 완만한 것을 선택하고, 톱니가 노루발 구멍 중앙에 정확히 위치하도록 정렬한다. 톱니 높이는 0.8mm가 표준이다.
- 차동 이송 (Differential Feed): 신축성이 있는 위편 메쉬의 경우, 차동비를 1:1.1 ~ 1:1.2 정도로 설정하여 원단이 늘어나는 것을 방지한다.
¶ 공정 흐름도 (Process Flowchart)
¶ 실전 트러블슈팅 노하우 (Senior Technician's Tips)
- 증상: 메쉬가 노루발 아래에서 자꾸 뒤로 밀릴 때
- 진단: 노루발 바닥의 마찰력이 너무 크거나 톱니가 메쉬 구멍을 제대로 잡지 못함.
- 처방: 노루발 바닥에 마스킹 테이프를 붙이거나, 톱니를 '고무 톱니(Rubber Feed Dog)'로 교체하여 원단 손상 없이 마찰력을 확보하라.
- 증상: 봉제 후 메쉬가 울퉁불퉁하게 우는 현상(Wave)
- 진단: 차동 이송비(Differential Ratio)가 너무 낮음.
- 처방: 오버록 기계의 차동 레버를 'Gathering' 방향으로 살짝 올려 원단을 밀어 넣어주듯 봉제하라.
- 증상: 바늘 열로 인해 실이 자꾸 끊길 때
- 진단: 고속 봉제 시 나일론 메쉬와 바늘의 마찰열이 임계점을 넘음.
- 처방: 실 통로에 실리콘 오일 컵(Silicon Oil Cup)을 설치하여 실이 바늘을 통과할 때 냉각 효과를 주도록 하라. 바늘은 반드시 크롬 코팅된 것을 사용한다.
¶ 관련 항목 (Related Terms)
- 트리코트 (Tricot): 메쉬와 유사한 경편 조직이나 구멍이 없는 밀폐된 구조의 원단.
- 모노필라멘트 (Monofilament): 에어 메쉬의 중간층을 구성하는 단사 형태의 강한 원사.
- 바인딩 (Binding): 메쉬의 가장자리를 감싸는 마감 기법.
- HPI (Holes Per Inch): 메쉬의 밀도를 나타내는 단위로, 품질 관리의 핵심 지표.
- 안전봉제 (Safety Stitch): ISO 516(오버록+체인스티치) 등 메쉬의 시접 미어짐을 방지하기 위한 강화 봉제법.