¶ 정의 및 개요
메트릭 번수(Nm)는 실의 굵기를 나타내는 항중식(Indirect System) 번수법으로, 단위 중량인 1g당 실의 길이(m)를 측정하여 산출하는 국제 표준 규격입니다. 수치가 높을수록 실이 가늘어지고, 수치가 낮을수록 실이 굵어지는 반비례 특성을 가집니다.
ISO 1139(Textiles — Designation of yarns) 및 ISO 2060 표준에 따라 엄격히 정의되며, 주로 유럽과 아시아의 의류, 가방, 자동차 내장재 제조 현장에서 재봉사(Sewing Thread)의 규격을 결정하는 핵심 지표로 사용됩니다. 합연사(Ply yarn)의 경우 'Nm 80/3'과 같이 표기하며, 이는 80번수 단사 3가닥을 꼬아 만든 실임을 의미합니다. 실제 현장에서는 이를 상업적으로 환산한 '티켓 번호(Ticket Number)'와 혼용되기도 하므로, 정밀한 봉제 설계를 위해서는 반드시 물리적 메트릭 번수(Nm)를 기준으로 파악해야 합니다.
[기술적 확장: 물리적 메커니즘 및 산업적 배경] 메트릭 번수(Nm)는 단순히 실의 길이를 정의하는 것을 넘어, 재봉기 바늘의 긴 홈(Long Groove) 내에서 실이 차지하는 체적을 결정하는 결정적 요소입니다. 고속 봉제 시 바늘이 원단을 관통할 때, 실은 바늘의 홈 속에 완전히 안착되어 마찰로부터 보호받아야 합니다. 만약 메트릭 번수(Nm)가 너무 낮아(굵어서) 바늘 홈보다 실이 돌출될 경우, 원단과의 마찰로 인해 실의 꼬임이 풀리거나(Untwisting) 열에 의한 단사(Thread Breakage)가 발생합니다.
역사적으로 메트릭 번수(Nm)는 19세기 후반 유럽 섬유 산업의 표준화를 위해 도입되었습니다. 영국식 면 번수(Ne)가 840야드라는 복잡한 단위를 사용하는 것과 달리, 십진법 기반의 미터법을 채택하여 현장 계산의 효율성을 극대화했습니다. 현재 한국, 베트남, 중국의 대규모 봉제 공장에서는 기술 사양서(Tech Pack) 작성 시 메트릭 번수(Nm)를 표준으로 사용하며, 이는 자동화 재봉기의 디지털 장력 제어 시스템(Digital Tension System)과 연동되는 핵심 데이터 값이 됩니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 관련 표준 | ISO 1139, ISO 2060, DIN 60600, JIS L0101 | 국제 표준 준수 |
| 측정 공식 | Nm = 길이(L, m) / 중량(W, g) | 항중식 계산법 |
| 적용 기계 | 본봉, 오버록, 인터록, 플랫록, 포스트베드, 지그재그 | ISO 4915 전 기종 |
| 주요 장비 모델 | Juki DDL-9000C, Brother S-7300A, Siruba 700K, Pegasus MX, DA 867 | 글로벌 표준 기종 |
| 바늘 시스템 | DB×1, DP×5, DC×27, DP×17, TV×7, UY 128 GAS | 공정별 특화 시스템 |
| 표준 SPI | 8 ~ 16 SPI (가죽/후물은 6~10 SPI) | 원단 밀도에 따라 가변 |
| 실 구성 요소 | 바늘실(Needle), 밑실(Bobbin), 루퍼실(Looper) | 합연사 구조 고려 |
| 최대 봉제 속도 | 3,500 ~ 5,500 spm (Nm 120 기준) | 굵은 실은 800~1,500 spm |
| 적합 원단 | 초경량(Nm 140↑) ~ 초후물(Nm 10↓) | 전 범위 대응 |
| 권장 장력 (Towa) | 본봉 100~150gf (Nm 80/2), 밑실 20~35gf | 장력계 측정 기준 |
¶ 적용 분야 및 실 선택 가이드 (ISO 4915 스티치 연계)
- 의류 (Apparel):
- 셔츠 및 블라우스: 주로 Nm 100/2 ~ 120/2의 가는 폴리에스테르 코어사를 사용하여 정밀한 본봉(ISO 4915 301) 작업을 수행합니다. 이는 심 퍼커링(Seam Puckering)을 방지하고 솔기를 평평하게 유지하는 데 필수적입니다.
- 데님 및 작업복: 고강도 요구 부위에 Nm 30/3 ~ 50/3의 굵은 실을 사용하여 스티치 가시성과 내구성을 확보합니다. 체인스티치(ISO 4915 401) 공정에서는 루퍼실의 장력 완충을 위해 Nm 50/2 정도의 약간 가는 실을 혼용하기도 합니다.
- 속옷 및 수영복: 피부 접촉 최소화를 위해 Nm 120/1 ~ 160/1의 벌키사(Textured Thread)를 루퍼실로 사용합니다. 이는 신축성이 뛰어나며 오버록(ISO 4915 504) 공정에서 부드러운 마감을 제공합니다.
- 가방 및 잡화 (Bags & Leather Goods):
- 헤비 듀티 가방: 구조적 결합을 위해 Nm 10/3 ~ 20/3의 고강력 나일론 실을 사용하며, 바늘은 #22~#24(Nm 140~180)를 매칭합니다. 이때 실의 꼬임(Twist)이 풀리지 않도록 본딩사(Bonded Thread)를 선택하는 것이 일반적입니다.
- 지갑 및 소품: 장식 스티치를 위해 Nm 40/3 ~ 60/3 실을 사용하여 섬세한 마감을 구현합니다.
- 산업용 (Industrial):
- 자동차 시트: 에어백 전개 제어 및 하중 견딤을 위해 Nm 10/3 ~ 30/3의 고사양 본딩사를 사용합니다. 자외선 노출에 따른 강도 저하를 방지하기 위해 UV 차단 코팅이 된 메트릭 번수(Nm) 규격 실이 필수적입니다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 실 끊어짐 (Thread Breakage) - 원인: 메트릭 번수(Nm)에 비해 바늘 구멍(Needle Eye)이 너무 작아 마찰열 발생. 폴리에스테르 실의 융점(약 250~260°C)에 도달하여 실이 용융됨. - 해결: 바늘 호수를 높이거나(예: Nm 80 실에 #14 바늘 사용), 실에 실리콘 오일을 도포하여 마찰을 줄이십시오. 고속 봉제 시 바늘 냉각 장치(Needle Cooler) 설치를 검토하십시오.
- 퍼커링 (Puckering) - 원인: 원단 두께에 비해 메트릭 번수(Nm)가 너무 낮아(실이 굵어) 봉제 시 원단 조직을 과도하게 밀어냄(Displacement Puckering). 또는 실의 장력이 너무 높아 봉제 후 실이 수축함. - 해결: 더 높은 메트릭 번수(Nm)(가는 실)로 교체하고, 재봉기 장력을 최소화하며 SPI를 낮추십시오. 가급적 수축률이 낮은 코어사(Core Spun)를 사용하십시오.
- 땀뜀 (Skipped Stitches) - 원인: 굵은 메트릭 번수(Nm) 실 사용 시 루퍼나 가마(Hook) 끝이 실 고리(Loop)를 낚지 못함. 실의 강성이 높아 고리가 제대로 형성되지 않는 현상. - 해결: 가마 타이밍을 미세하게 늦추거나, 바늘 가드(Needle Guard)를 조정하여 루퍼와의 간극을 0.05mm 이내로 설정하십시오. 바늘을 'C' 타입(Scarf가 깊은 모델)으로 교체하십시오.
- 심 그린 (Seam Grin) - 원인: 메트릭 번수(Nm)가 너무 높아(실이 가늘어) 인장 시 봉제 부위가 벌어짐. 특히 니트 원단에서 장력이 부족할 때 발생. - 해결: 실의 번수를 낮추거나(굵은 실 사용), SPI를 높여 단위 길이당 결합력을 강화하십시오. 밑실 장력을 약 10% 상향 조정하십시오.
- 실 풀림 및 보풀 (Fraying) - 원인: 메트릭 번수(Nm) 규격 대비 꼬임(Twist) 강도가 부족하거나 바늘 열에 의한 용융. 가마(Hook) 표면의 미세한 스크래치. - 해결: 고품질 코어사(Core Spun)로 교체하고, 가마 표면을 연마(Polishing)하십시오. 적정 노루발 압력을 설정하여 이송(Feed) 시 실의 긁힘을 방지하십시오.
¶ 품질 검사 기준 (QC Standards)
- 번수 일치성 검사: 입고된 실의 티켓 번호와 실제 메트릭 번수(Nm) 규격을 대조합니다. (예: Ticket 120은 대략 Nm 80/2 또는 120/3 등 제조사 기준 확인 필요). 정밀 저울과 검척기를 사용하여 100m당 중량을 측정하여 메트릭 번수(Nm)를 역산합니다.
- 인장 강도 테스트: ISO 2062 기준에 따라 자동 인장 시험기를 사용하여 메트릭 번수(Nm)별 표준 파단 강도(Tenacity, cN/tex)를 충족하는지 측정합니다. Nm 80/2 기준 최소 1,100cN 이상의 강도가 확보되어야 합니다.
- 바늘-실 적합성 테스트: 실을 바늘 구멍에 끼우고 45도 각도로 기울였을 때, 실이 자중에 의해 부드럽게 흘러내리는지 확인합니다. (실 직경이 바늘 구멍의 35~40%를 차지하는 것이 이상적).
- 수축률 측정: 100°C 끓는 물에서 15분간 처리 후 메트릭 번수(Nm) 변화 및 길이 수축률이 1% 이내인지 검사합니다. 이는 다림질(Pressing) 공정 후의 외관 품질을 결정합니다.
- 색차(Color Fastness) 검사: 메트릭 번수(Nm)별로 염료 흡수율이 다를 수 있으므로, 동일 컬러 번호라도 번수가 다른 경우 메타메리즘(Metamerism) 현상을 확인해야 합니다.
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 메트릭 번수 / 공제 번수 | Nm Beonsu | '공제(公制)'는 메트릭의 한자어 표현 |
| 한국어 (KR) | 조시 | Choshi | 실 장력 밸런스를 의미하는 일본어 유래 은어 |
| 한국어 (KR) | 시라부 | Shirabu | 실의 굵기가 불균일한 결함 (Slub) |
| 일본어 (JP) | 番手 | Bante | 실의 굵기를 나타내는 범용 용어 |
| 베트남어 (VN) | Chỉ số Nm | Chi so Nm | 기술 사양서(Tech Pack) 표준 표기 |
| 베트남어 (VN) | Độ căng chỉ | Do cang chi | 실 장력(Thread Tension)을 의미 |
| 중국어 (CN) | 公制支数 | Gōngzhì zhīshù | 중국 내륙 공장 생산 관리 시 공식 명칭 |
| 중국어 (CN) | 线号 | Xiànhào | 실 번호를 통칭하는 구어체 |
| 영어 (EN) | Metric Count | Nm | 유럽계 바이어와의 소통 시 표준 |
¶ 장비 세팅 가이드
- 바늘 선택 (Needle Matching):
- Nm 120 ~ 150 (가는 실): #8 ~ #10 바늘 (Nm 60~70)
- Nm 80 ~ 100 (표준 실): #11 ~ #14 바늘 (Nm 75~90)
- Nm 30 ~ 50 (굵은 실): #16 ~ #19 바늘 (Nm 100~120)
- Nm 10 ~ 20 (초후물 실): #21 ~ #24 바늘 (Nm 130~180)
- 장력 설정:
- 메트릭 번수(Nm)가 높을수록(가는 실) 장력 디스크의 압력을 약하게(약 50-80g) 설정합니다.
- 메트릭 번수(Nm)가 낮을수록(굵은 실) 압력을 강하게(120g 이상) 설정하되, 실의 탄성(Elasticity)을 고려하여 과도한 인장력을 피해야 합니다.
- 북집(Bobbin Case) 조정: 밑실 메트릭 번수(Nm) 변경 시 북집 나사를 조절하여 '드롭 테스트(Drop Test)'를 통해 적정 장력을 확인하십시오. 북집에서 실을 잡고 흔들었을 때 약 5~10cm 정도 풀리며 멈추는 것이 표준입니다.
- 이송 톱니(Feed Dog) 높이: Nm 120 이상의 가는 실 사용 시 톱니 높이를 0.8mm로 낮추어 원단 손상을 방지하고, Nm 20 이하의 굵은 실 사용 시 1.2mm 이상으로 높여 강력한 이송력을 확보하십시오.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- 데니어 (Denier / D): 필라멘트사의 굵기를 나타내는 항중식 번수법 (9,000m당 g). Nm = 9,000 / D. 주로 나일론, 폴리에스테르 장섬유에 사용.
- 텍스 (Tex): 1,000m당 g 수치를 나타내는 국제 표준 번수법. Nm = 1,000 / Tex. (가장 과학적인 지표로 메트릭 번수(Nm)와 상호 보완적 사용).
- 티켓 번호 (Ticket Number): 실 제조사가 상업적으로 부여한 번호로, 메트릭 번수(Nm)를 기준으로 하되 합연사 가닥수를 고려하여 단순화한 수치. (예: Nm 120/3과 Nm 80/2는 둘 다 Ticket 120으로 표기될 수 있음).
- 연사 (Twist): 실의 메트릭 번수(Nm)와 함께 강도를 결정하는 요소. S-Twist(우연), Z-Twist(좌연). 일반 산업용 재봉기는 실 풀림 방지를 위해 Z-Twist를 표준으로 사용함.
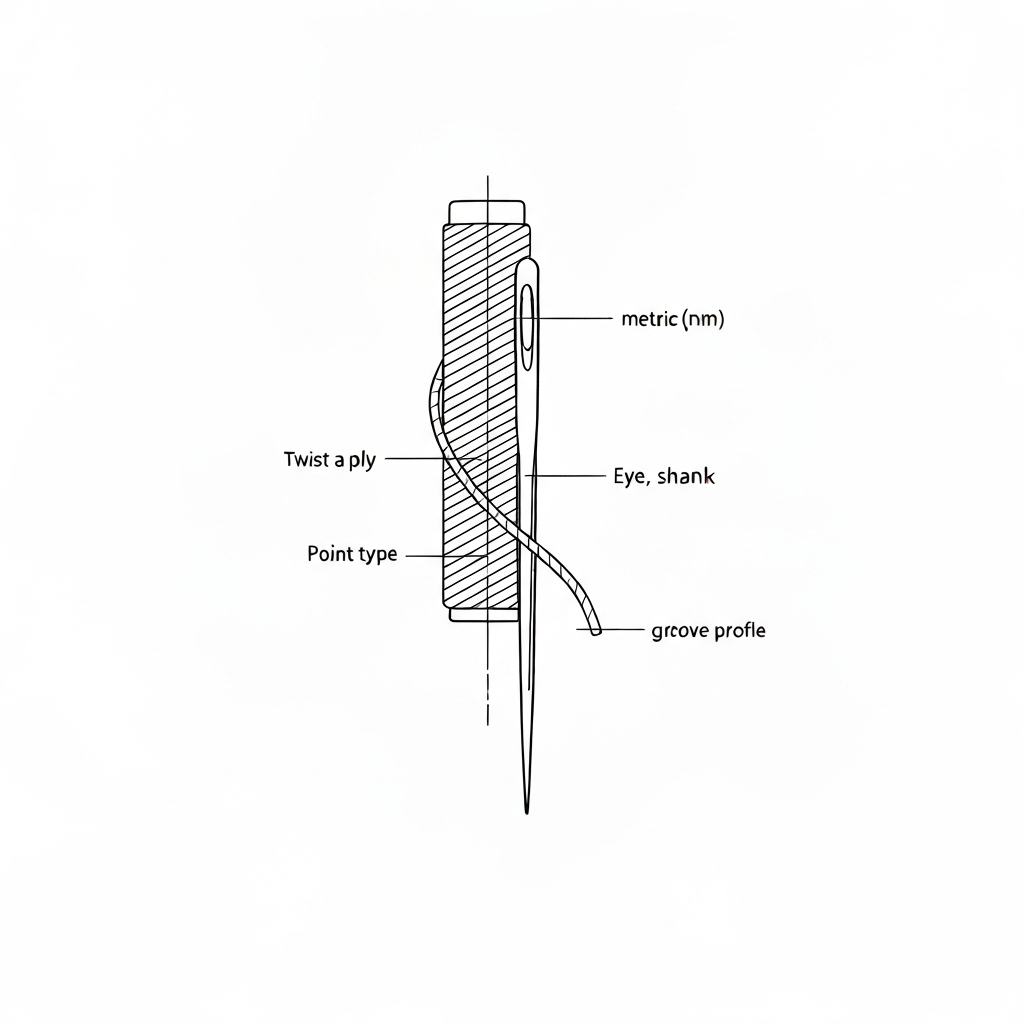
¶ 메트릭 번수(Nm)와 바늘 크기(Nm)의 상관관계 및 물리적 메커니즘
봉제 현장에서 가장 흔히 발생하는 실수는 실의 메트릭 번수(Nm)와 바늘의 Nm(바늘 직경) 단위를 혼동하는 것입니다. 바늘의 Nm은 바늘 자루(Shank) 아래쪽의 직경을 1/100mm 단위로 나타낸 것입니다. (예: 바늘 Nm 90 = 0.9mm 직경).
[최적 매칭 공식] 실의 직경은 바늘 구멍(Eye) 폭의 약 40%를 초과하지 않는 것이 이상적입니다. - Nm 80/2 실(직경 약 0.2mm) → 바늘 Nm 90(#14, 구멍 폭 약 0.35mm): 실이 구멍 내에서 자유롭게 움직이며 루퍼와의 타이밍을 정확히 맞출 수 있습니다. - 만약 Nm 30/3 실(직경 약 0.4mm)을 바늘 Nm 90에 사용하면, 실이 구멍에 꽉 끼어 장력이 급상승하고, 바늘 열에 의해 실이 즉각적으로 파단됩니다.
[현장 노하우: 실의 부피감(Bulkiness)] 동일한 Nm 120이라 하더라도 코어사(Core Spun)와 방적사(Spun Polyester)는 물리적 부피가 다릅니다. 방적사는 잔털이 많아 바늘 구멍 통과 시 마찰 저항이 Nm 100 수준으로 높게 나타날 수 있으므로, 고속 봉제 시에는 메트릭 번수(Nm) 수치보다 한 단계 큰 바늘을 선택하는 것이 실무적인 팁입니다.
¶ 글로벌 생산 기지별 메트릭 번수(Nm) 운용 실무
- 한국 (KR):
- 고부가가치 소량 생산 위주로, Nm 120/2(본봉용)와 Nm 80/3(스티치용)의 품질 편차에 매우 민감합니다.
- '조시(장력)'를 맞출 때 수치보다는 작업자의 숙련된 감각에 의존하는 경향이 있으나, 최근에는 Towa 장력계를 도입하여 메트릭 번수(Nm)별 표준 장력값을 데이터화하고 있습니다.
- 베트남 (VN):
- 대규모 OEM 공장이 밀집되어 있어, 글로벌 브랜드(Nike, Adidas, Gap 등)의 Tech Pack에 명시된 메트릭 번수(Nm) 규격을 엄격히 준수합니다.
- 실 입고 시 메트릭 번수(Nm)별로 색상 태그를 부착하여 라인 혼선을 방지하는 'Visual Management'가 발달해 있습니다.
- 고온다습한 기후 특성상 실의 흡습에 따른 메트릭 번수(Nm) 변화(중량 증가로 인한 번수 오차)를 방지하기 위해 항온항습실 보관이 필수적입니다.
- 중국 (CN):
- 자체적인 실 생산 인프라가 강력하여, 국제 표준 메트릭 번수(Nm) 외에도 내수용 '공제(公制)' 규격을 혼용합니다.
- 대량 생산 시 Nm 40/2, 60/2 등 범용 번수의 가성비를 극대화하며, 자동 실 끊김 감지 센서가 장착된 최신형 재봉기를 통해 메트릭 번수(Nm) 불량에 따른 가동 중단 시간을 최소화합니다.
¶ 메트릭 번수(Nm) 환산 및 정밀 데이터 시트
실무에서 타 번수 체계를 메트릭 번수(Nm)로 즉시 환산하기 위한 참조표입니다. (소수점 반올림)
| Nm (Metric) | Tex (g/1km) | Denier (g/9km) | Ne (Cotton) | 주요 용도 |
|---|---|---|---|---|
| 10/3 | 300 | 2700 | 6/3 | 초후물, 텐트, 가죽 소파 |
| 20/3 | 150 | 1350 | 12/3 | 가죽 가방, 신발, 청바지 스티치 |
| 30/3 | 100 | 900 | 18/3 | 작업복, 가방 내피, 데님 |
| 50/3 | 60 | 540 | 30/3 | 단추 구멍, 중물 의류 |
| 80/2 | 25 | 225 | 47/2 | 일반 의류 본봉 (표준) |
| 120/2 | 16.7 | 150 | 71/2 | 셔츠, 블라우스, 고급 정장 |
| 180/2 | 11 | 100 | 106/2 | 초경량 기능성 원단, 자수 |
참고: Ne(면 번수) 환산은 Nm = Ne × 1.693 공식을 사용함.
¶ 고급 가방 제조에서의 메트릭 번수(Nm) 특화 운용
가방 제조, 특히 에르메스(Hermès) 스타일의 새들 스티치(Saddle Stitch)나 투미(Tumi) 스타일의 탄도 나일론(Ballistic Nylon) 봉제 시 메트릭 번수(Nm) 선택은 제품의 수명을 결정합니다.
- 심 테이핑(Seam Taping)과 Nm: 방수 가방 제조 시 Nm 30/3 이상의 굵은 실을 사용하면 바늘 구멍이 커져 테이핑 후에도 누수 위험이 있습니다. 이때는 Nm 60/3 고강력사를 사용하고 SPI를 높여 구멍 크기를 최소화하는 것이 기술적 노하우입니다.
- 본딩사(Bonded Thread)의 Nm: 가방용 나일론 실은 여러 가닥의 필라멘트를 꼬은 후 겉면을 본딩 처리합니다. 이때 본딩액의 두께 때문에 실제 측정되는 메트릭 번수(Nm)는 표기보다 3~5% 정도 낮게(굵게) 나타날 수 있습니다. 따라서 가마(Hook) 세팅 시 이 미세한 두께 차이를 고려하여 바늘과의 간극(Clearance)을 0.1mm 정도로 약간 여유 있게 설정해야 실 풀림을 방지할 수 있습니다.
- 장식 스티치(Top Stitching): 가방 외관의 입체감을 위해 Nm 10/3 실을 사용할 경우, 밑실은 Nm 20/3 또는 30/3으로 한 단계 가는 실을 사용하십시오. 이는 밑실의 부피를 줄여 북집 내 실 수용량을 늘리고, 스티치의 매듭(Knot)이 원단 중간에 안정적으로 위치하도록 돕습니다.
¶ 실전 트러블슈팅: "이런 증상이면 메트릭 번수(Nm)와 바늘을 즉시 점검하라"
- 증상 A: 봉제 도중 실이 자꾸 꼬이면서 '새둥지(Bird Nesting)' 현상이 발생함.
- 진단: 실의 메트릭 번수(Nm)에 비해 바늘이 너무 큼. 바늘 구멍 내에서 실이 요동치며 루퍼가 실을 낚아챌 때 불규칙한 고리가 형성됨.
- 처방: 바늘 호수를 한 단계 낮추거나, 실의 메트릭 번수(Nm)를 한 단계 낮은(굵은) 것으로 교체하십시오.
- 증상 B: 원단 뒷면에 실 보풀이 미세하게 일어남.
- 진단: 실의 메트릭 번수(Nm)에 비해 가마(Hook)의 타이밍이 너무 빠름. 가마 끝이 실의 섬유 가닥을 찢고 지나가는 현상.
- 처방: 가마 타이밍을 0.5~1mm 정도 늦추고, 실의 메트릭 번수(Nm)에 맞는 '가마 촉'의 마모 상태를 점검하십시오.
- 증상 C: 고속 봉제 시 실이 타는 냄새가 나며 끊어짐.
- 진단: Nm 120 이상의 가는 폴리에스테르 실 사용 시 발생하는 전형적인 마찰열 문제.
- 처방: 바늘판(Needle Plate)의 구멍 크기를 확인하십시오. 구멍이 너무 크면 원단이 딸려 들어가며 마찰이 극대화됩니다. 메트릭 번수(Nm)에 맞는 작은 구멍의 바늘판으로 교체하십시오.