
¶ 정의 및 물리적 메커니즘
바늘 시스템(Needle System)은 특정 산업용 재봉기의 기계적 설계 구조와 동기화되도록 규격화된 바늘의 물리적 치수 체계를 의미합니다. 이는 단순히 바늘의 굵기를 나타내는 '바늘 번수(Size)'와는 엄격히 구분되는 개념입니다. 바늘 시스템은 바늘의 전체 길이, 섕크(Shank)의 직경 및 형태(원형 또는 평면), 바늘 구멍(Eye)까지의 거리, 홈(Groove)의 위치, 스카프(Scarf)의 형상 등 재봉기의 가마(Hook)나 루퍼(Looper)가 실 고리를 낚아채는 타이밍에 직접적인 영향을 미치는 모든 기하학적 요소를 포함합니다.
물리적 작동 원리 관점에서 바늘 시스템은 재봉기의 '타이밍 설계도'와 같습니다. 재봉기가 작동할 때 바늘은 원단을 관통하여 하사점(Bottom Dead Center)에 도달한 후 상승하며 실 고리(Loop)를 형성합니다. 이때 가마의 촉(Hook Point)이나 루퍼가 이 고리를 정확히 낚아채야 스티치가 형성되는데, 바늘 시스템의 총장(Length)이나 구멍 위치(Distance to Eye)가 0.1mm만 어긋나도 루프 형성이 불완전해져 눈띔(Skip stitch)이나 실 끊어짐이 발생합니다. 즉, 바늘 시스템은 재봉기의 회전 운동을 수직 왕복 운동으로 변환하는 과정에서 실과 가마가 만나는 '공간적 좌표'를 결정하는 핵심 규격입니다.
유사한 개념인 '바늘 번수(Nm/Singer)'가 바늘의 '체급'을 결정한다면, '바늘 시스템'은 바늘의 '골격'을 결정합니다. 예를 들어, 본봉용 DB×1 시스템과 후물용 DP×5 시스템은 같은 Nm 90(14번) 굵기라 하더라도 섕크의 직경(DB×1은 1.62mm, DP×5는 2.02mm)과 전체 길이가 다르기 때문에 서로 호환될 수 없습니다. 잘못된 바늘 시스템 선택은 단순히 봉제 불량을 넘어 가마 파손이라는 치명적인 기계적 손상을 야기합니다.
¶ 상세 사양표
| 항목 | 세부 내용 |
|---|---|
| 정식 명칭 | Needle System (바늘 시스템) |
| 관련 스티치 (ISO 4915) | Class 101(단사 체인), 301(본봉), 401(이중 체인), 504(오버록), 602(커버스티치) |
| 주요 제조사 | Groz-Beckert (독일), Schmetz (독일), Organ (일본), Orange (한국) |
| 주요 바늘 시스템 | DB×1, DP×5, DC×27, UY 128 GAS, TQ×1, TV×7, B-27, 134(R), DP×17, DO×558 |
| 구성 요소 | Shank(장착부), Blade(침간), Eye(바늘구멍), Scarf(홈), Point(바늘끝) |
| 최대 봉제 속도 | 3,000 ~ 8,500 spm (시스템 및 기종별 상이) |
| 일반 SPI 범위 | 7 ~ 22 SPI (원단 두께 및 공정에 따라 가변적) |
| 적합 원단 | 박지(Lightweight)부터 극후물(Extra Heavy-duty, 가죽/텐트)까지 전 범위 |
¶ 주요 바늘 시스템별 상세 분석 및 적용 기종

- DB×1 (16×231, 287 WH):
- 용도: 표준 고속 본봉기(Lockstitch).
- 적용 기종: Juki DDL-9000C 시리즈, Brother S-7300A, Jack A4S 등.
- 물리적 특성: 섕크 직경 1.62mm. 섕크가 얇아 고속 회전 시 관성이 적고 진동 억제력이 우수함.
- DP×5 (135×5, 134):
- 용도: 후물용 본봉기 및 자동 바텍(Bartack) 기계.
- 적용 기종: Juki LK-1900BN 시리즈, Brother KE-430HX 시리즈.
- 물리적 특성: 섕크 직경 2.02mm. DB×1보다 섕크가 굵어 바늘 휨 현상(Deflection)에 강함.
- DC×27 (B-27, MY 1023):
- 용도: 산업용 오버록(Overlock) 및 인타록(Safety Stitch).
- 적용 기종: Juki MO-6800D 시리즈, Pegasus M900, Yamato AZ 시리즈.
- 물리적 특성: 전체 길이가 짧아 고속 왕복 운동 시 진동이 적고 루퍼와의 간섭을 최소화함.
- UY 128 GAS:
- 용도: 삼봉(Coverstitch) 및 플랫록(Flatlock) 기계.
- 적용 기종: Yamato VG 시리즈, Pegasus W500P, Juki MF-7500 시리즈.
- 물리적 특성: 바늘 끝에서 구멍까지의 거리가 길어 체인 스티치 루프 형성에 최적화됨.
- TQ×1 / TQ×7:
- 용도: 단추 달기(Button Attaching) 전용.
- 적용 기종: Juki MB-1373 (TQ×1 사용), Brother KE-438F (사양에 따라 TQ×7 또는 DP×5 사용).
- DP×17 (135×17):
- 용도: 상하송(Walking Foot) 또는 총합송 재봉기.
- 적용 기종: Juki LU-1508N, Mitsubishi LU2-400 시리즈.
- 물리적 특성: 섕크가 매우 굵고 바늘 구멍이 커서 굵은 실(20수/3합 이상) 사용에 용이함.
- DO×558:
- 용도: 아일렛 단추구멍(Eyelet Buttonhole) 기계.
- 적용 기종: Juki MEB-3200 시리즈, Durkopp Adler 581.
- 물리적 특성: 고부하 회전 봉제에 견딜 수 있도록 설계된 특수 시스템.
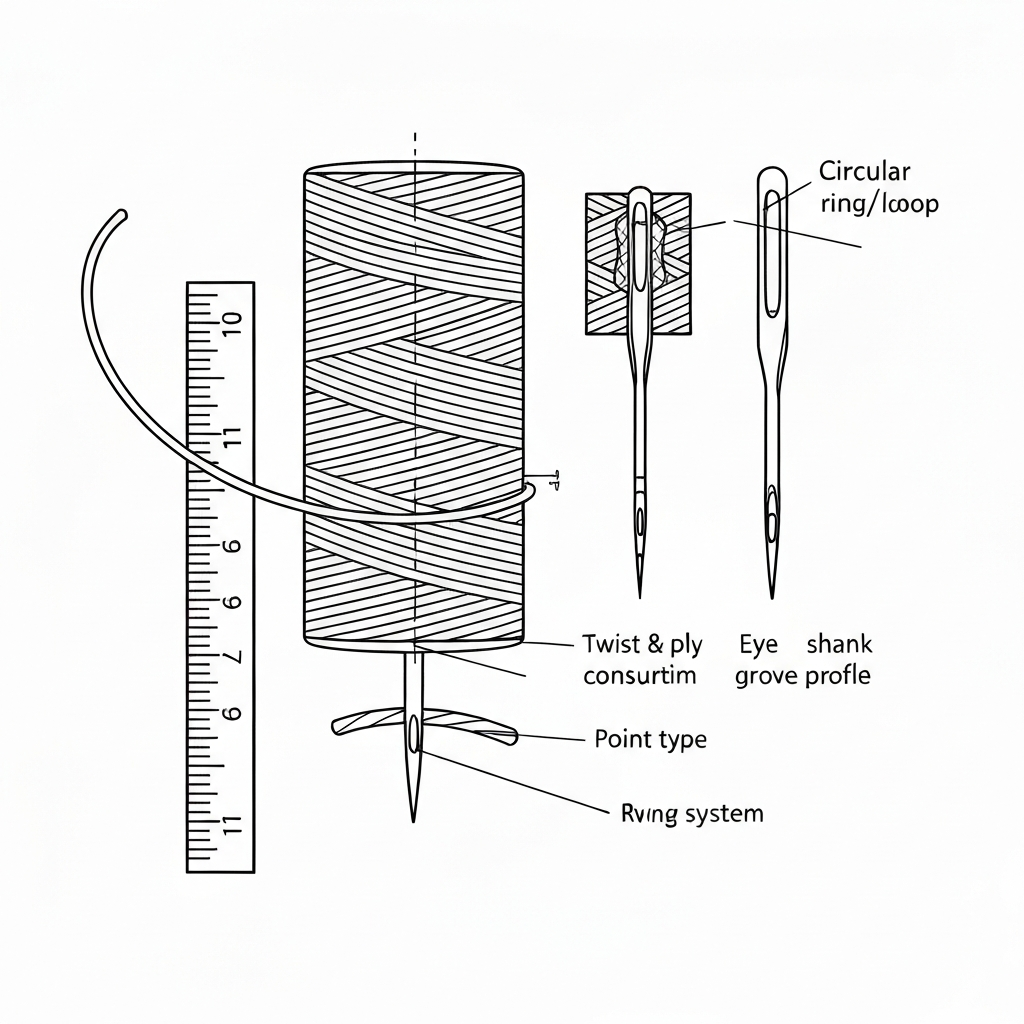
¶ 바늘의 기하학적 구조 (Anatomy of Needle)
바늘 시스템을 이해하기 위해서는 바늘의 각 부위별 명칭과 기능을 정확히 파악해야 합니다.
- 섕크 (Shank): 재봉기의 바늘대(Needle Bar)에 고정되는 부분입니다. 시스템에 따라 원형(Round) 또는 한쪽이 평평한 형태(Flat side)를 가집니다. 섕크의 직경은 바늘의 강도와 직결됩니다.
- 테이퍼 (Taper/Shoulder): 섕크와 침간(Blade)이 연결되는 경사 구간입니다.
- 침간 (Blade): 바늘의 몸체 부분으로, 원단을 관통하는 구간입니다. 바늘 번수(Nm)는 바로 이 침간의 직경을 1/100mm 단위로 측정한 값입니다.
- 긴 홈 (Long Groove): 실이 바늘을 따라 내려올 때 마찰로부터 실을 보호하는 통로입니다. 홈의 깊이와 폭은 실의 장력 형성에 큰 영향을 미칩니다.
- 바늘 구멍 (Eye): 실이 통과하는 구멍입니다. 바늘 시스템마다 구멍의 위치(바늘 끝에서 구멍까지의 거리)가 다르며, 이는 루프 형성 타이밍을 결정합니다.
- 스카프 (Scarf): 바늘 구멍 바로 윗부분에 움푹 파인 곳입니다. 가마의 촉이나 루퍼가 바늘에 최대한 밀착하여 실 고리를 낚아챌 수 있도록 공간을 제공합니다.
- 바늘 끝 (Point): 원단을 뚫고 들어가는 선단부입니다. 원단의 조직에 따라 다양한 형태(R, SES, SUK 등)가 존재합니다.
¶ 기술적 결함 및 해결 방안 (Troubleshooting)
- 시스템 불일치에 의한 가마 타격 (Hook Collision)
- 원인: DB×1 기계에 길이가 긴 DP×5 바늘을 장착하여 가마 촉이 바늘과 충돌.
- 증상: 금속성 타격음 발생, 바늘 끝 즉시 파손, 가마 촉 마모.
- 해결: 재봉기 명판(Nameplate)에 기재된 정규 바늘 시스템을 확인 후 즉시 교체. 가마 촉의 손상 여부를 확인하고 필요시 연마(Polishing).
- 눈띔 (Skipped Stitches)
- 원인: 바늘 시스템의 스카프(Scarf) 깊이가 부적절하여 루퍼가 실 고리를 잡지 못함.
- 현장 노하우: 바늘 시스템이 맞는데도 눈띔이 발생하면 바늘대(Needle Bar)의 마모를 의심하라. 바늘대가 미세하게 흔들리면 바늘 시스템이 정해준 궤적을 벗어난다.
- 해결: 바늘을 바늘대 끝까지 완전히 삽입했는지 확인하고, 바늘대 높이(Needle Bar Height)를 재설정.
- 바늘 열손상 (Needle Heat Damage)
- 원인: 고속 봉제 시 바늘과 원단의 마찰열로 인해 합성섬유가 녹거나 실이 끊어짐.
- 데이터: 5,000 spm 이상에서 바늘 온도는 250°C 이상으로 상승할 수 있음.
- 해결: 냉각용 실리콘 오일 사용 또는 MR(Multidirectional) 시스템 바늘이나 티타늄 코팅 바늘로 교체.
- 원단 천공 및 올 튐 (Fabric Puncture/Run)
- 원인: 바늘 시스템은 맞으나 바늘 끝(Point) 형태가 부적합 (예: 니트에 R 포인트 사용).
- 해결: 니트류는 SES(Small Ball Point), 직물류는 R(Round Point), 가죽은 가죽용 칼바늘(P, LL, S)로 교체.
¶ 품질 관리 및 검사 기준 (QC)
- 바늘 시스템 일치성 검사: 작업지시서(Tech Pack)의 바늘 규격과 실제 라인에서 사용 중인 바늘 포장지의 시스템 번호가 일치하는지 전수 확인.
- 바늘 끝 상태 검사 (Burr Check): 손톱 끝으로 바늘 끝을 사방으로 긁어 걸리는 느낌이 있는지 확인. 미세한 거스러미(Burr) 발생 시 즉시 폐기 (AQL 1.0 엄격 적용).
- 바늘-가마 간극 측정 (Clearance): 바늘의 스카프 면과 가마 촉 사이의 간격이 0.05mm ~ 0.1mm(종이 한 장 두께)를 유지하는지 틈새 게이지로 정기 측정.
- 직진도 검사 (Straightness): 바늘을 평평한 유리판 위에 놓고 굴렸을 때, 바늘 끝이 위아래로 흔들리지 않는지 확인.
- 바늘 파손 관리 (Needle Breakage Policy): 바늘이 부러졌을 경우, 부러진 모든 조각을 찾아내어 '바늘 관리 대장'에 부착해야 함. 조각이 발견되지 않으면 해당 제품은 검침기(Metal Detector) 통과가 불가능하므로 전량 격리 후 재검사.
¶ 현장 용어 및 은어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 | 바늘 시스템 | Baneul System | 공식 명칭 |
| 한국어 | 하리 | Hari | 일본어 針(はり)에서 유래. 현장 기술자 상용어 |
| 베트남어 | Mã kim | Ma kim | 바늘 코드 또는 시스템을 의미 |
| 베트남어 | Hệ thống kim | He thong kim | 기술 문서상의 정식 명칭 |
| 일본어 | 針システム | Hari Shisutemu | 정식 명칭 |
| 중국어 | 机针型号 | Jījīn xínghào | 재봉기 바늘 모델/시스템 |
¶ 공정 흐름도 (Mermaid)
¶ 바늘 시스템의 물리적 치수 비교 (표준 데이터)
| 시스템 명칭 | 섕크 직경 (mm) | 바늘 구멍까지의 길이 (mm) | 전체 길이 (mm) | 주요 특징 |
|---|---|---|---|---|
| DB×1 | 1.62 | 33.9 | 38.3 | 얇은 섕크, 고속 본봉용 |
| DP×5 | 2.02 | 33.9 | 38.3 | 굵은 섕크, 후물/바텍용 |
| DC×27 | 2.02 | 28.6 | 32.9 | 짧은 길이, 오버록용 |
| DV×1 | 2.00 | 38.9 | 44.5 | 긴 길이, 삼봉/커버스티치용 |
| DP×17 | 2.02 | 38.9 | 44.5 | 굵고 긴 섕크, 극후물용 |
| UY 128 GAS | 2.00 | 38.9 | 44.5 | 특수 홈 구조, 커버스티치용 |
| DO×558 | 2.02 | 33.9 | 38.3 | 아일렛 단추구멍기 전용 |
미검증: 일부 특수 제조사의 경우 위 수치와 0.01~0.02mm의 오차가 있을 수 있음.
¶ 바늘 코팅 기술 및 특수 시스템 (SAN)
현대 봉제 산업에서는 단순한 물리적 형상을 넘어 표면 처리 기술이 바늘 시스템의 성능을 좌우합니다.
- Chrome Coating: 가장 일반적인 표준 코팅입니다. 내마모성과 부식 방지 기능을 제공하며 대부분의 범용 봉제에 사용됩니다.
- Titanium Nitride (GEBEDUR): 금색을 띠는 코팅으로, 일반 크롬 바늘보다 표면 경도가 2배 이상 높습니다. 고속 봉제 시 발생하는 열에 강하며, 바늘 끝의 마모를 획기적으로 줄여줍니다.
- SAN (Special Application Needle): Groz-Beckert사에서 개발한 특수 목적용 바늘 시스템입니다.
- SAN 1: 자동 바텍 기계와 같이 급격한 방향 전환과 고속 왕복이 일어나는 공정에서 바늘의 휨(Deflection)을 방지하기 위해 보강된 구조입니다.
- SAN 6: 청바지(Denim)와 같이 두꺼운 솔기(Seam)를 통과할 때 눈띔을 방지하기 위해 스카프 형상을 특수 설계했습니다.
- SAN 10 / SAN 11: 초극세사나 민감한 니트 원단의 손상을 방지하기 위해 침간 구조를 극도로 슬림화하고 포인트 형태를 최적화한 시스템입니다.
¶ 국가별 생산 현장 실무 차이 및 노하우
- 한국 (Korea):
- 전통적으로 '오렌지 바늘(Orange Needle)'에 대한 신뢰도가 매우 높습니다.
- 기술자들이 바늘 시스템의 명칭보다는 "본봉용 굵은 거(DP)" 또는 "얇은 거(DB)" 식으로 소통하는 경향이 있어, 신입 기술자에게 정확한 시스템 코드 교육이 필수적입니다.
- 베트남 (Vietnam):
- 글로벌 벤더(Hansae, Sae-A, Youngone 등)가 밀집해 있어 Groz-Beckert의 SAN 시리즈와 같은 고기능성 바늘 사용 비중이 높습니다.
- 고온다습한 기후 특성상 바늘의 부식 관리가 중요하며, 바늘 보관 시 방청 관리에 엄격합니다.
- 중국 (China):
- 자국산 바늘 브랜드(Flying Tiger 등)의 점유율이 높으며, 대량 생산 라인에서는 원가 절감을 위해 시스템 호환성이 검증된 범용 바늘을 대량 소비합니다.
- 최근 자동화 설비 도입이 가속화되면서 로봇 팔의 궤적과 일치하는 정밀 규격 바늘 시스템에 대한 수요가 급증하고 있습니다.
¶ 관련 항목
- 바늘 번수 (Needle Size): 바늘의 굵기 규격.
- 바늘 끝 형태 (Needle Point): 원단 조직에 따른 선단부 형상 분류.
- 가마 타이밍 (Hook Timing): 바늘과 가마의 정밀한 동기화 설정.
- ISO 4915: 국제 스티치 분류 표준.
- 바늘대 (Needle Bar): 바늘 시스템을 고정하는 기계 부품.
바늘 시스템은 산업용 재봉기의 성능을 결정짓는 가장 기초적이면서도 핵심적인 규격입니다. 현장 기술자는 기계 사양에 맞는 정확한 시스템을 선택하고, 원단과 실의 특성에 따라 포인트와 코팅을 최적화함으로써 생산 효율과 품질을 동시에 확보해야 합니다. 정확한 바늘 시스템의 이해는 봉제 공장 운영의 기술적 완성도를 가늠하는 척도입니다.