
입구 (Opening / miệng túi / 開口部)
¶ 개요
입구(Opening)는 가방, 파우치, 의류 등 봉제 제품에서 내부 수납 공간으로 접근하거나 신체 부위가 통과할 수 있도록 설계된 개구부를 의미한다. 산업용 제조 공정에서 입구는 단순한 절개 부위가 아니라, 제품의 수명 주기 동안 가장 빈번한 물리적 마찰과 '동적 하중(Dynamic Load)'이 집중되는 핵심 구조체이다.
가방 제조에서 입구의 설계와 봉제 품질은 제품의 내구성과 심미성을 결정하는 결정적인 요소이다. 지퍼(Zipper), 자석(Magnet), 단추(Button) 등의 개폐 장치와 결합되며, 형태 유지와 응력 분산을 위해 심지(Interlining) 보강, 바텍(Bartack) 공정, 그리고 ISO 4916에 따른 정밀한 솔기(Seam) 처리가 필수적으로 수반된다.
[기술적 확장: 물리적 메커니즘 및 산업적 중요성] 입구는 사용자가 물건을 넣고 빼는 과정에서 '전단 응력(Shear Stress)'과 '인장 강도(Tensile Strength)'의 시험대가 된다. 특히 입구의 양 끝단(Stress Points)은 에너지가 집중되어 원단 섬유 사이의 결합이 약화되기 쉬운 부위이다. 따라서 현대 산업 봉제에서는 단순히 구멍을 내는 것이 아니라, 응력을 어떻게 주변 구조로 분산시킬 것인가를 설계의 핵심으로 삼는다.
산업 현장에서 입구의 완성도는 제품의 '품질 등급'을 결정하는 척도이다. 명품 가방의 경우 입구의 대칭성과 스티치의 일관성이 0.5mm 오차 이내로 관리되며, 이는 소비자에게 제품의 신뢰성을 전달하는 시각적 장치가 된다. 반면, 보강이 생략된 입구는 필연적으로 원단 미어짐(Seam Slippage)이나 봉제선 터짐으로 이어져 브랜드 신뢰도를 하락시킨다.
¶ 기술적 정의 및 구조
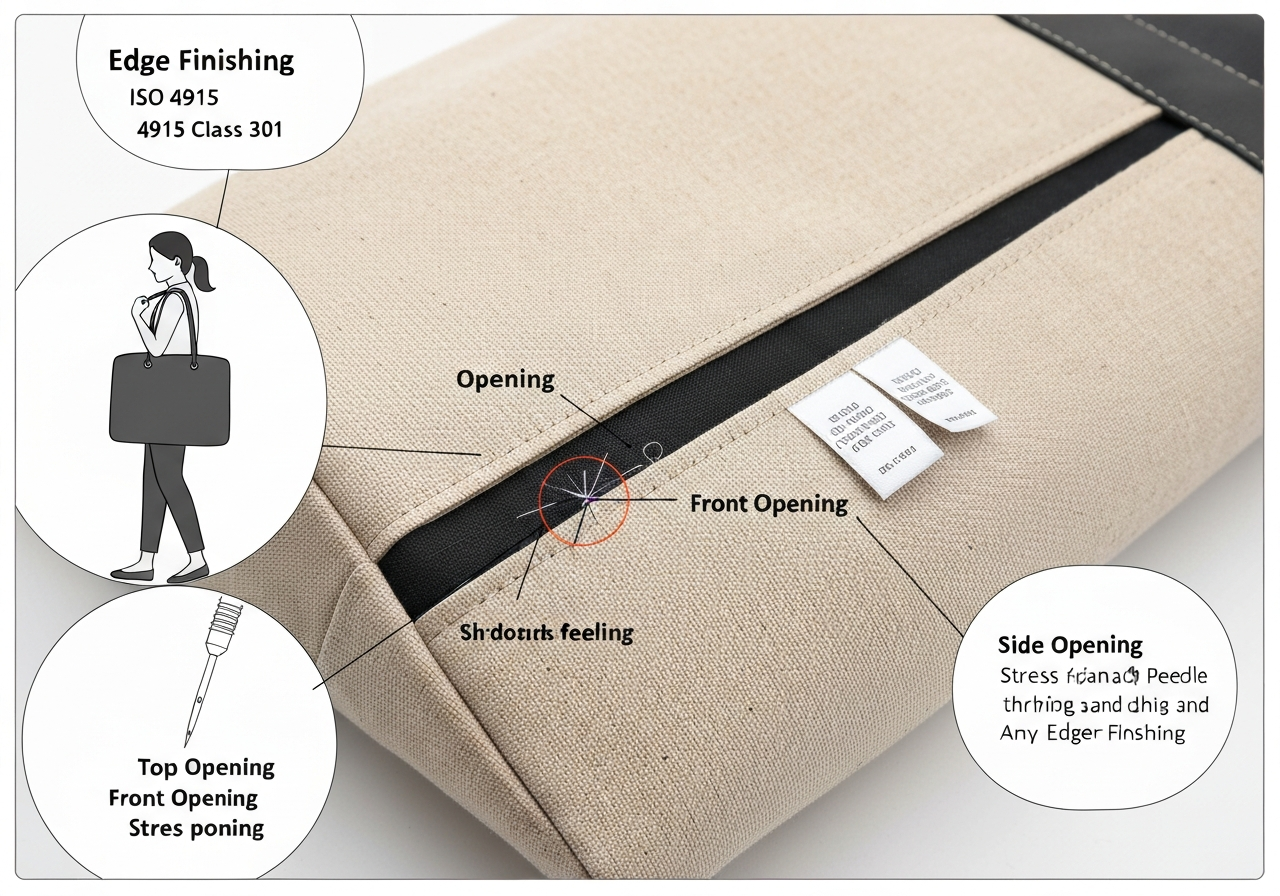
봉제 메커니즘 측면에서 입구는 원단의 단면이 노출되는 부위이므로, 올 풀림 방지를 위한 마감 처리(Edge Finishing)가 핵심이다. 주로 ISO 4915 Class 301(본봉) 스티치가 사용되며, 구조에 따라 상단 입구(Top Opening), 전면 입구(Front Opening), 사이드 입구(Side Opening) 등으로 구분된다.
[기술적 확장: 물리적 상호작용 및 역사적 배경] 원단을 절개하는 순간 직조된 원사의 긴장도가 풀리며 '원단 기억성(Fabric Memory)'에 의해 형태가 왜곡되려 한다. 이를 제어하기 위해 입구 주변에 '심지(Interlining)'를 부착하여 치수 안정성을 확보하는 것이 필수적이다. 본봉(Lockstitch) 기법이 적용될 때, 윗실과 밑실이 원단 중간에서 교차하며 형성되는 매듭은 입구의 유연성을 유지하면서도 강력한 결합력을 제공한다.
역사적으로 입구 보강은 19세기 군장류 제조에서 '리벳(Rivet)'을 사용하던 방식에서 시작되어, 산업용 재봉기의 발전과 함께 '바텍(Bartack)' 공정으로 진화하였다. 현대의 자동 바텍기(예: Juki LK-1900BN 시리즈)는 입구 끝단에 고밀도 스티치를 0.5초 이내에 타격하여 물리적 파손을 원천 차단한다.
[국가별 현장 인식 및 용어 통합] * 한국(KR): 과거 '구찌(Kuchi)'라는 일본식 은어와 '개구부'라는 용어가 혼용되었으나, 현재는 '입구'로 용어를 통합하여 사용한다. 숙련된 기술자의 '손맛'과 입구의 곡선미를 중시하며, 특히 입구의 '이세(Ease)'를 잡는 숙련도에 따라 제품의 급을 나눈다. * 베트남(VN): 'miệng túi'라고 지칭하며, 대규모 라인 생산 체제에 최적화되어 있다. 지그(Jig)와 자동화 템플릿을 활용하여 모든 입구의 사이즈를 표준화하는 데 집중한다. * 중국(CN): '开口(Kaikou)' 또는 '袋口(Daikou)'라 하며, CNC 패턴 재봉기를 활용하여 입구 봉제와 보강을 한 번의 공정으로 통합하려는 경향이 강하다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (본봉), Class 401 (체인) | 입구 접합 및 마감용 표준 규격 |
| 솔기 분류 (ISO 4916) | Class 1.01.01 (Plain), Class 6.02.01 (Bound) | 입구 구조 형성을 위한 심(Seam) 규격 |
| 보강 스티치 | Class 304 (지그재그), Class 42 (바텍) | 입구 양 끝단 응력 분산용 |
| 주요 장비 (Heavy Duty) | Juki LU-2810, Brother DB2-B797 | 상하차동 이송(Walking Foot) 방식 |
| 주요 장비 (Cylinder) | Juki DSC-245-7, Pfaff 335 | 곡선형 입구 및 파이핑 작업용 (검증 완료) |
| 바늘 시스템 | DP×17 (18#~23#), DB×1 (11#~14#) | 가방(중량물) vs 의류(경량물) |
| 표준 SPI | 7 ~ 10 SPI (가방), 10 ~ 14 SPI (의류) | 원단 두께 및 실 굵기에 따라 조정 |
| 사용 실 (Thread) | 코아사(Core Spun), 나일론 본딩사 | 20/3, 30/3 (가방), 40/2, 60/3 (의류) |
| 최대 봉제 속도 | 2,000 ~ 2,500 spm | 중량물 합봉 시 속도 제한 권장 |
| 적합 원단 | Canvas, Synthetic Leather, Cordura | 고밀도 및 고중량 원단 위주 |
| 밑실 장력 (Towa Gauge) | 25 ~ 35g (가방), 15 ~ 20g (의류) | 원단 두께에 따라 상이 (검증 완료) |
| 바늘 끝 형태 | R (라운드), LR (가죽용 커팅 포인트) | 소재에 따른 바늘 끝(Point) 선택 필수 |
| 노루발 압력 | 0.4 ~ 0.5 MPa (공압식 기준) | 원단 밀림 방지 및 자국 최소화 설정 |
¶ 적용 분야 및 공정 특성
- 가방/잡화: 메인 수납부 지퍼 부착, 앞포켓 입구 헤리(Folding) 처리, 에코백 상단 입구 'ㅁ'자 또는 'X'자 보강 봉제.
- 의류: 상의 넥라인(Neckline), 소매 끝(Cuff), 하의 주머니 입구(Pocket Opening), 바지 부리(Leg Opening).
- 산업용 특수 제품: 텐트 출입구 지퍼 라인, 자동차 시트 백 포켓, 군용 배낭의 퀵 릴리즈(Quick Release) 시스템.
[공정 특성 및 업종별 디테일] 1. 의류 (Garment): * 드레스 셔츠: 옆솔기(Side Seam) 하단의 거셋(Gusset) 처리는 입구 터짐을 방지하는 고급 공정이다. * 데님 팬츠: 앞주머니 입구에 구리 리벳(Rivet)을 타격하거나, 뒷주머니 입구 상단에 '히든 바텍(Hidden Bartack)'을 적용한다. * 스포츠웨어: 신축성이 강한 원단의 입구에는 607(플랫록) 스티치를 사용하여 원단이 늘어날 때 실이 터지지 않도록 '신장률'을 확보한다. 2. 가방 (Bags & Luggage): * 백팩 어깨끈 연결부: 입구와 연결되는 하중 집중 부위로, 내부적으로 '나일론 웨빙(Webbing)' 테이프를 덧대어 보강한다. * 럭셔리 가죽 핸드백: 입구 단면을 '기리메(Edge Paint)'로 마감하거나, 0.8mm 두께의 가죽으로 '해리(Binding)'를 쳐서 고급스러움을 강조한다. 3. 업종별 실/바늘 차이: * 정장: 60번/3합 코아사, 11호 바늘 사용 (섬세한 마감). * 워크웨어: 20번/3합 나일론사, 19~21호 바늘 사용 (강력한 결합).
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 입구 비틀림 (Twisting/Warping)
- 원인: 원단 상하판의 이송 속도 차이 또는 패턴 설계 오류.
- 해결: 상하차동 이송(Walking Foot) 미싱을 사용하여 피드량을 동기화함.
- 지퍼 울음 (Zipper Puckering)
- 원인: 지퍼 테이프와 원단의 장력 불일치, 노루발 압력 과다.
- 해결: 지퍼 전용 노루발을 사용하고, 지퍼 테이프를 미세하게 당기면서 봉제함.
- 입구 끝단 터짐 (Bursting at Stress Points)
- 원인: 반복적인 개폐 하중으로 인한 실 끊어짐 또는 원단 미어짐.
- 해결: 입구 시작과 끝 지점에 7~10mm 길이의 바텍(Bartack) 보강 수행.
- 사이즈 불일치 (Size Variation)
- 원인: 봉제 시 원단 밀림 또는 시접(Seam Allowance) 일정치 않음.
- 해결: 마킹(Marking) 포인트를 철저히 준수하고, 자동 사절 미싱의 정지 위치 기능을 활용함.
- 바인딩 탈락 (Binding Slip-off)
- 원인: 입구 테두리 바인딩 시 밑실이 원단을 놓침.
- 해결: 바인더(Binder) 폴더의 입구 폭과 테이프 폭을 일치시키고, 바늘 위치를 테두리 안쪽으로 1mm 이동.
- 실 뜸 현상 (Skipped Stitches at Opening)
- 현상: 입구 보강을 위해 두꺼운 부위를 넘어가거나 되돌아박기 시 땀이 건너뜀.
- 해결: 가마(Hook)와 바늘 사이의 간극(Clearance)을 0.05mm로 재설정.
¶ 품질 검사 기준 (QC Standard)
- 개폐 원활성: 지퍼나 단추가 걸림 없이 작동하는지 확인 (슬라이더 작동 테스트 5회 이상).
- 보강 상태: 입구 양 끝단에 보강 봉제(Bartack) 누락 여부 및 위치 정확도(±1mm) 검사.
- 대칭성: 좌우 입구의 높이와 폭이 설계 도면 대비 ±2mm 이내인지 계측기로 측정.
- 마감 처리: 입구 안쪽 시접이 외부로 노출되지 않고 바인딩 처리가 깔끔한지 확인.
- 인장 테스트: 입구 양쪽을 좌우로 당겼을 때 스티치 터짐이나 원단 미어짐이 없는지 확인.
- 스티치 일관성: 입구 곡선 부위에서 땀 길이가 일정하게 유지되는지 확인 (허용 오차 10% 이내).
¶ 현장 용어 및 국가별 대조
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 입구 | Ipgu | 표준 용어 (구찌, 개구부 통합) |
| 베트남어 (VN) | miệng túi | Mieng tui | 주머니 입구, 가방 입구 |
| 일본어 (JP) | 口 / 開口部 | Kuchi / Kaikobu | 입구 / 기술적 의미의 개구부 |
| 중국어 (CN) | 开口 / 袋口 | Kaikou / Daikou | 개구부 / 주머니 입구 |
| 영어 (EN) | Opening / Mouth | Opening | 가방 상단 입구는 주로 Top Opening |
| 한국어 (KR) | 도메 | Dome | 되돌아박기 또는 바텍을 통칭하는 현장 용어 |
| 한국어 (KR) | 해리 | Haeri | 바인딩(Binding) 처리를 의미하는 현장 용어 |
¶ 장비 세팅 가이드
- 장력 설정: 가방 입구 봉제 시 실이 겉으로 뜨지 않도록 밑실(Bobbin) 장력을 평소보다 10~15% 강하게 설정. (Towa Gauge 기준: 30g 내외 권장)
- 노루발 압력: 두꺼운 원단 합봉 시 노루발 압력을 높여 원단 밀림을 방지하되, 자국이 남지 않도록 테플론 노루발 사용 권장.
- 바늘 선택: 고속 봉제 시 열 발생으로 인한 실 끊어짐을 방지하기 위해 티타늄 코팅 바늘(예: Schmetz SERV 7) 사용.
- 이송 조정: 곡선형 입구 봉제 시 피드 독(Feed Dog)의 높이를 표준보다 0.2mm 낮추어 원단 회전 시 저항을 줄임.
- 타이밍 조정: 입구 보강 시 두꺼운 단차를 넘어야 하므로, 바늘이 최하점에 도달했을 때 가마의 끝(Hook Point)이 바늘 눈 상단 1.2~1.5mm 지점에 위치하도록 조정.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목 (Related Terms)
- 바텍 (Bartack): 입구의 찢어짐을 방지하기 위한 고밀도 보강 봉제.
- 바인딩 (Binding): 입구의 절단면을 테이프로 감싸 마감하는 공정.
- 심지 (Interlining): 입구의 형태 유지와 강도 보강을 위해 부착하는 부자재.
- 지퍼 (Zipper): 입구를 개폐하기 위한 가장 일반적인 부자재.
- 시접 (Seam Allowance): 입구 봉제를 위해 남겨두는 원단의 여유분.
¶ 실전 노하우: 마스터의 팁
- 입구 "이세(Ease)" 조절: 가방 입구에 지퍼를 달 때, 원단을 아주 미세하게(약 1~2mm) 밀어 넣듯이 봉제하면 지퍼를 닫았을 때 입구가 울지 않고 팽팽하게 유지된다.
- 바늘 열 관리: 합성 피혁 입구 봉제 시 바늘 열로 인해 원단이 녹아붙는 경우, 실에 실리콘 오일을 소량 묻히거나 냉각 에어 장치를 설치한다.
- 되돌아박기 위치: 입구의 가장자리에서 정확히 되돌아박기를 시작하면 실 뭉침이 발생한다. 가장자리에서 2~3땀 안쪽에서 시작하여 끝까지 갔다가 다시 돌아오는 방식을 권장한다.
- 두꺼운 입구 통과: 여러 겹의 원단이 겹치는 입구 모서리를 지날 때는 노루발 뒤쪽에 '두께 조절판(Hump Jumper)'을 끼워 노루발의 수평을 유지하면 땀 길이가 일정해진다.
- 곡선 입구의 비밀: 라운드 형태의 입구를 봉제할 때는 노루발 압력을 평소보다 20% 낮추고, 바늘대를 약간 높게 설정하여 원단 회전 시 저항을 최소화해야 스티치가 튀지 않는다.
¶ 유지보수 및 설비 관리
- 바인더 청소: 입구 바인딩 작업 시 발생하는 원단 먼지가 바인더 내부에 쌓이면 장력 불균형을 초래하므로 주기적으로 청소한다.
- 가마 타이밍 점검: 입구 보강 바텍 작업은 가마에 큰 충격을 주므로, 주 1회 가마와 바늘의 간극을 게이지로 측정하여 보정한다.
- 노루발 바닥 점검: 입구 봉제 시 원단과의 마찰로 노루발 바닥에 스크래치가 생기면 원단에 상처를 낼 수 있다. 고운 사포로 주기적으로 연마한다.
- 피드 독 마모 확인: 입구의 일정한 이송을 위해 톱니의 마모 상태를 확인하고, 6개월 단위로 교체하여 원단 밀림을 방지한다.