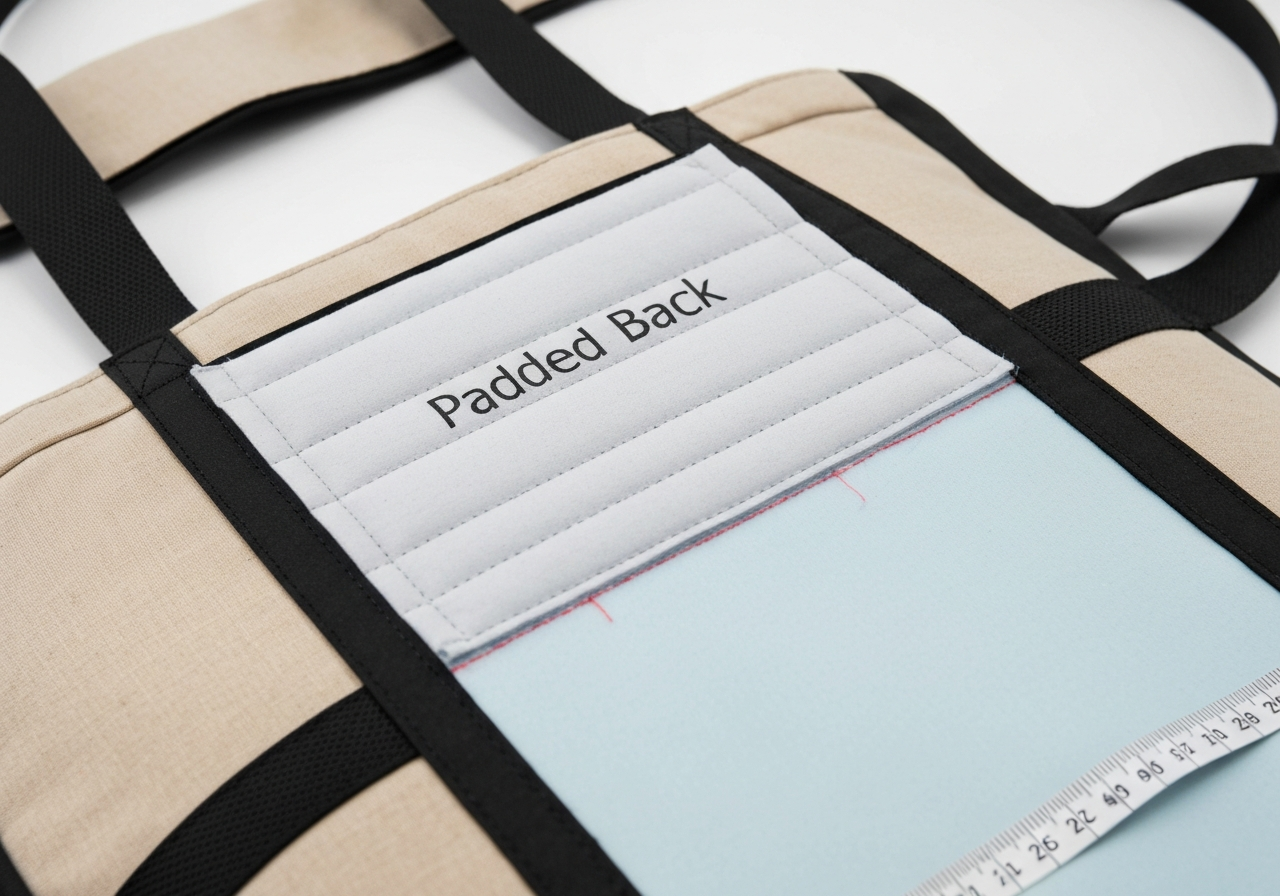

등판 (Padded Back / tấm lưng / 背当て)
¶ 정의 및 기술적 개요
등판(Padded Back)은 가방(특히 백팩, 데이팩, 등산용 배낭)의 후면부에서 사용자의 등과 직접 접촉하는 핵심 패널을 의미한다. 주요 기능은 내부 적재물의 돌출부로부터 사용자의 등을 보호하고, 하중을 등 전체에 고르게 분산시키며, 장시간 착용 시 땀 배출과 통기성을 확보하는 것이다.
구조적으로는 외장 원단(Shell), 완충재(Foam), 안감(Lining) 또는 에어 메쉬(Air Mesh)가 겹쳐진 '샌드위치 구조'를 가지며, 완충재의 유동을 방지하고 형태를 유지하기 위해 복잡한 퀼팅(Quilting) 공정이 수반된다. 봉제 시에는 두꺼운 적층 구조를 밀림 없이 박기 위해 상하송(Unison Feed) 방식의 재봉기가 필수적으로 사용된다.
[기술적 심화 정의 및 작동 원리] 물리적 관점에서 등판은 '동적 하중 지지체(Dynamic Load Carrier)' 역할을 수행한다. 바늘이 3D 에어 메쉬와 고밀도 EVA 폼을 관통할 때, 소재의 탄성으로 인해 바늘이 상승하는 순간 원단이 함께 들뜨는 '플래깅(Flagging)' 현상이 극심하게 발생한다. 이를 억제하기 위해 상하송 재봉기는 노루발이 원단을 누른 상태에서 톱니와 바늘이 동시에 이동하는 기계적 동기화(Mechanical Synchronization)를 구현한다.
유사 기법인 '단순 패딩(Simple Padding)'이 심미적 목적에 치중한다면, Padded Back은 인체공학적 곡률(Ergonomic Curvature) 유지와 충격 흡수라는 기능적 목적이 우선된다. 봉제 산업의 역사에서 등판 기술은 1970년대 외부 프레임 배낭에서 내부 프레임(Internal Frame) 배낭으로 전환되면서 급격히 발전했으며, 현재는 무봉제 접합(Bonding) 기술과 결합하여 진화하고 있다.
현장 인식 측면에서 한국 공장은 숙련공의 감각에 의존한 '세아테' 퀼팅의 디테일을 중시하는 반면, 베트남과 중국의 대형 스마트 팩토리에서는 BAS나 AMS 계열의 자동 패턴 재봉기를 활용한 규격화된 품질(Standardized Quality) 구현에 집중하는 경향이 있다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (본봉 / Lockstitch) | 가장 일반적이며 견고함 |
| 재봉기 유형 | 상하송 재봉기 (Walking Foot / Unison Feed), 패턴 재봉기 (Pattern Tacker) | 두꺼운 소재 이송 및 정밀 퀼팅용 |
| 주요 권장 모델 | Juki LU-1508NH, Brother BAS-342H, Juki AMS-221F, Mitsubishi PLK-J 시리즈 | 자동화 패턴기 및 고토크 기종 |
| 바늘 시스템 | DP×17 (135×17), 굵기: 110/18 ~ 160/23 | 소재 밀도 및 두께에 따라 가변 |
| 바늘 끝 형태 (Point) | R(Standard), SES(Light Ball Point), SPI(Sharp) | 에어 메쉬 파손 방지 시 SES 권장 |
| 표준 SPI | 6 ~ 10 SPI (땀 길이: 2.5mm ~ 4.0mm) | 내구성 및 심미성 확보용 |
| 봉사(Thread) 구성 | 바늘실: Bonded Nylon/Polyester #20~#30 / 밑실: #30~#40 | 고강력 합사(Bonded) 필수 |
| 최대 봉제 속도 | 1,800 ~ 2,500 spm | 소재 두께 및 곡선 구간에 따라 조절 |
| 주요 소재 | Cordura, Ballistic Nylon, EVA Foam, PE Board, 3D Air Mesh | 고기능성 내마모 소재 위주 |
| 보빈 장력 (Towa 기준) | 25 ~ 35g (미검증) | 소재 두께에 따른 고장력 세팅 필요 |
| 노루발 교차 상승량 | 3.0mm ~ 5.5mm | 단차 극복 및 플래깅 방지 설정 |
| 공기 통로(Air Path) 깊이 | 5mm ~ 15mm | 통기성 설계를 위한 폼 성형 깊이 |
¶ 적용 분야 및 상세 공법
- 전문 등산용 배낭 (Expedition Packs): 40L 이상의 대용량 하중 지지를 위해 내부에 알루미늄 프레임이나 PE 보드를 삽입한 등판 시스템. 7~8 SPI의 굵은 땀수를 사용하여 인장 강도를 극대화한다. 하중 분산을 위해 요추 패드(Lumbar Pad)와 일체형으로 설계되는 경우가 많다.
- 전술 및 군용 장비 (Tactical Gear): 플레이트 캐리어(Plate Carrier)의 후면 완충 패널. 방탄판의 하중을 견뎌야 하므로 #20 이상의 고강력 나일론사를 사용하며, 몰리(MOLLE) 시스템 결합 부위는 바택(Bar-tack)으로 보강한다. 마찰열에 강한 하이팔론(Hypalon) 소재가 보강재로 쓰이기도 한다.
- IT/비즈니스 백팩 (Laptop Backpacks): 노트북 보호를 위한 고밀도 EVA 폼(Hardness 30-40)이 내장된 등판. 외관의 정갈함이 중요하므로 9~10 SPI의 촘촘한 본봉 스티치를 적용한다. 내부에는 정전기 방지 안감을 혼용하는 경우가 많다.
- 스포츠 하이드레이션 팩 (Hydration Packs): 격렬한 움직임에도 밀착력을 유지하는 인체공학적 성형 등판. 땀 배출을 위해 에어 메쉬의 비중이 높으며, 유연성을 위해 소프트 PU 폼을 주로 사용한다. 수분 흡수를 최소화하는 소수성(Hydrophobic) 소재가 선호된다.
- 오토바이 보호 의류 (Motorcycle Gear): 라이딩 자켓의 척추 보호대 포켓 부위. 마찰열에 강한 케블라(Kevlar) 혼방 원단과 등판 패딩 구조를 결합하여 사고 시 충격을 완화한다. CE 인증 규격에 따른 충격 흡수율을 충족해야 한다.
- 산업용 안전 하네스 (Safety Harnesses): 추락 방지용 하네스의 등 부위 완충 패드. 고소 작업자의 피로도를 줄이기 위해 통기성 위주의 3D 메쉬 등판 공법이 적용되며, 웨빙(Webbing)과의 결합 강도가 핵심 품질 요소다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 심 퍼커링 (Seam Puckering) - 현상: 봉제선 주위가 쭈글쭈글하게 우는 현상. - 원인: 원단, 폼, 메쉬의 수축률 차이 또는 노루발 압력 과다. - 해결: 상하송(Walking Foot)의 상부 및 하부 이송량을 동기화하고, 노루발 압력을 소재가 눌리지 않을 정도로 최소화함. 차동 이송(Differential Feed) 기능이 있는 기종은 상부 송량을 미세하게 늘림.
- 땀 건너뜀 (Skipped Stitches) - 현상: 바늘실과 밑실이 고리를 형성하지 못하고 지나감. - 원인: 폼의 탄성으로 인해 바늘이 올라올 때 원단이 같이 들뜨는 '플래깅(Flagging)' 현상 발생. - 해결: 노루발의 보조 스프링 압력을 높이거나, 바늘대 높이를 미세하게 낮추어 루퍼와의 타이밍을 최적화함. SERV 7 등 플래깅 방지용 바늘 사용 권장.
- 바늘 열에 의한 실 끊어짐 (Thread Breakage) - 현상: 고속 봉제 중 실이 녹거나 끊어짐. - 원인: 고속 봉제 시 두꺼운 폼과의 마찰로 바늘 온도가 상승하여 합성사가 녹음. - 해결: 바늘 냉각 장치(Needle Cooler) 설치, 실리콘 오일(Thread Lubricant) 도포, 또는 바늘 눈이 큰 'NY 포인트' 바늘 사용.
- 내부 폼 밀림 및 뭉침 (Foam Shifting) - 현상: 퀼팅 내부에서 폼이 접히거나 한쪽으로 쏠림. - 원인: 퀼팅 봉제 전 가봉(Basting) 미흡 또는 패턴 재봉기의 클램프 고정 불량. - 해결: 스프레이 접착제를 이용한 임시 합포 또는 패턴 재봉기 전용 지그(Jig)를 제작하여 고정력 강화.
- 원단 손상 (Needle Holes/Cutting) - 현상: 바늘 구멍이 크게 남거나 에어 메쉬의 필라멘트가 끊어짐. - 원인: 너무 굵은 바늘 사용 또는 끝이 무딘 바늘 사용. - 해결: 바늘 끝 모양을 'Ball Point(SES/SUK)'로 변경하여 섬유 조직을 가르고 들어가도록 유도.
- 밑실 튀어나옴 (Bird Nesting) - 현상: 봉제 시작 부위나 폼 내부에서 밑실이 뭉침. - 원인: 윗실 장력 부족 또는 보빈 케이스의 먼지 적재. - 해결: 와이퍼(Wiper) 작동 확인 및 보빈 케이스 청소. 폼의 저항을 고려하여 윗실 장력을 평소보다 강화.
¶ 품질 검사 기준 (QC Standard)
- 대칭성 검사 (Symmetry): 중심선을 기준으로 좌우 퀼팅 라인 및 어깨끈 부착 위치의 편차가 ±2mm 이내여야 함. 특히 인체공학적 곡선형 등판의 경우 좌우 곡률 일치 여부 전수 검사.
- 두께 균일도 (Thickness Uniformity): 사양서에 명시된 폼(EVA/PE)의 두께가 전 면적에 걸쳐 일정하게 유지되는지 확인. 퀼팅 압착으로 인해 특정 부위가 과도하게 얇아지지 않았는지 측정.
- 봉합 강도 테스트 (Seam Strength): 등판과 바닥면(Bottom), 등판과 어깨끈(Shoulder Strap) 접합부의 인장 강도가 설계 하중을 견디는지 확인 (ASTM D5034 또는 ISO 13935 준용).
- 외관 검사 (Visual Inspection): 퀼팅 라인의 실 뭉침, 실밥 제거(시아게) 상태, 에어 메쉬의 올 풀림 및 보풀 발생 여부. 폼 내부의 이물질(재단 찌꺼기 등) 혼입 확인.
- 검침기 통과 (Metal Detection): 내부 보강재나 봉제 과정에서 부러진 바늘 조각이 잔류하지 않는지 전수 검사 필수. 특히 PE 보드 삽입 시 금속 성분 포함 여부 사전 확인.
- 마찰 견뢰도 (Rubbing Fastness): 사용자의 옷과 직접 마찰되는 부위이므로, 땀에 젖은 상태에서의 이염 여부 테스트 (ISO 105-X12).
¶ 공장 실무 은어 및 용어
- 세아테 (背当て): 일본어에서 유래된 현장 용어로, 가방의 등판 부위를 지칭하는 가장 흔한 은어.
- 합포 (Laminating/Bonding): 원단과 폼을 본딩하거나 임시 고정하는 공정. 스프레이 방식과 열접착 방식이 있음.
- 다이렉트 (Direct) 봉제: 보강재 없이 원단과 폼을 바로 박는 방식.
- 시아게 (仕上げ): 봉제 완료 후 실밥을 제거하고 최종 모양을 잡는 마무리 공정.
- 단다 (Attaching): 특정 부품을 몸판에 부착하는 행위 (예: 등판을 몸판에 단다).
- 도매 (Back Tacking): 봉제 시작과 끝의 풀림 방지를 위한 되박음질. 등판은 하중이 크므로 3회 이상의 되박음질이 일반적.
- 나라비 (Alignment): 여러 겹의 소재를 겹칠 때 끝단을 맞추는 작업. 등판은 3~4겹의 두꺼운 층이므로 나라비 숙련도가 품질을 결정함.
- 와쿠 (Frame/Jig): 패턴 재봉기에서 등판을 고정하는 틀.
- 가라 (Pattern): 등판에 들어가는 퀼팅 문양이나 디자인 라인.
¶ 장비 세팅 가이드 (Advanced Setting)
- 장력(Tension) 조절: 폼의 두께로 인해 스티치가 뜰 수 있으므로, 밑실 장력을 평소보다 15~20% 강하게 설정한다. Towa 장력계 기준 일반 가방이 20g이라면 등판은 28~32g 수준으로 세팅하여 매듭이 폼의 정중앙에 위치하도록 유도한다.
- 노루발 높이(Stroke) 설정: 소재의 단차(두꺼운 부분과 얇은 부분)를 넘을 때 노루발의 교차 상승 높이를 충분히 확보(최대 5.5mm 이상)하여 이송 불량을 방지한다.
- 이송 톱니(Feed Dog) 조정: 폼의 손상을 방지하기 위해 톱니의 날카로움을 줄인 '고무 코팅 톱니' 또는 '세밀 톱니(Fine-pitch)' 사용을 권장한다. 톱니 높이는 침판 위로 0.8~1.2mm가 적당하다.
- 바늘 선택: 합사(Bonded Thread) 사용 시 실의 꼬임이 풀리지 않도록 바늘 눈(Eye)의 크기가 일반 바늘보다 40% 큰 전용 바늘(예: Schmetz SERV 7 시리즈)을 사용한다.
- 타이밍(Timing) 조정: 폼의 저항을 고려하여 바늘이 최하점에서 상승할 때 루퍼(Looper/Hook)의 끝이 바늘 눈 상단 1.5~2.0mm 지점을 지나도록 미세하게 늦춘다(Delayed Timing). 이는 루프 형성을 안정화하여 땀 건너뜀을 방지한다.
- 노루발 압력(Presser Foot Pressure): 너무 강하면 폼이 영구 압착되어 복원되지 않으므로, 이송이 가능한 최소 압력(약 3~5kgf)으로 설정한다.
¶ 공정 흐름도 (Process Flowchart)
¶ 소재별 봉제 특성 및 주의사항
- EVA 폼 (Ethylene-Vinyl Acetate): 복원력이 좋으나 바늘 마찰열에 의해 녹아붙는 성질이 강함. 밀도(Density)가 높을수록 바늘 발열이 심하므로 저속 봉제 또는 냉각 장치 필수.
- PU 폼 (Polyurethane): 부드러워 봉제는 용이하나, 시간이 지나면 가수분해로 인해 가루가 발생할 수 있음. 봉제 시 노루발 압력에 의해 쉽게 눌리므로 압력 조절이 관건.
- PE 보드 (Polyethylene): 매우 딱딱하여 일반 바늘로는 관통이 어려움. 굵은 바늘(22~23번)과 강력한 토크를 가진 서보 모터 재봉기 필요. 바늘이 부러질 확률이 가장 높은 구간.
- 3D 에어 메쉬 (Spacer Fabric): 구멍이 뚫린 구조라 이송 톱니에 걸리기 쉬움. 하단에 얇은 종이나 부직포를 대고 박는 '테이핑 공법'을 사용하거나, 톱니의 밀도를 높여 대응함.
- 네오프렌 (Neoprene): 신축성이 좋아 등판 밀착감을 높이지만, 봉제 시 원단이 밀리기 쉬움. 테플론(Teflon) 노루발 사용 권장.
¶ 국가별 실무 차이 (한국/베트남/중국)
- 한국 (KR): 다품종 소량 생산 및 고가 브랜드 위주. 숙련된 미싱사가 상하송 본봉기(Juki 1508 등)로 복잡한 곡선 퀼팅을 직접 수행. '감각'에 의한 장력 조절을 선호하며, 마무리의 정교함(시아게)을 최우선 가치로 둠. 샘플 제작 능력이 매우 뛰어남.
- 베트남 (VN): 글로벌 브랜드(Nike, North Face, Osprey 등)의 주력 대량 생산 기지. 자동 패턴 재봉기(BAS-342G 등) 활용률이 세계 최고 수준임. 공정 세분화가 철저하며, 봉제 전 단계인 '합포(Lamination)' 공정의 자동화 및 환경 규제 준수가 엄격함.
- 중국 (CN): 압도적인 원가 경쟁력과 생산 속도. 최근에는 대형 CNC 자동 퀼팅기를 도입하여 등판 전체를 한 번에 박아내는 설비 비중이 늘어남. 소재 수급이 용이하여 다양한 기능성 폼(Gel-infused, 고탄성 TPE 등) 실험이 활발함. 광둥성 지역을 중심으로 스마트 팩토리 전환 가속화 중.
¶ 실전 트러블슈팅 (Field Case Study)
- 사례 1: 등판 퀼팅 후 원단이 한쪽으로 쏠려 우는 현상
- 진단: 상하송 노루발의 '상부'와 '하부' 이송 타이밍이 맞지 않음.
- 조치: 재봉기 뒷면의 이송 조절 캠을 미세 조정하여 상부 노루발의 보폭을 하부 톱니보다 0.1~0.2mm 크게 설정(Positive Feed)하면 원단 밀림을 상쇄할 수 있음.
- 사례 2: 에어 메쉬 사이로 밑실이 튀어나오는 현상
- 진단: 윗실 장력이 너무 강하거나 폼의 밀도가 낮아 매듭을 잡아주지 못함.
- 조치: 윗실 장력을 풀고, 밑실 보빈 케이스의 스프링을 조여 장력을 강화함. 필요시 폼 사이에 얇은 부직포(Non-woven)를 한 겹 추가하여 매듭 안착을 도움.
- 사례 3: 고속 봉제 시 바늘 부러짐 빈번 발생
- 진단: PE 보드 삽입 구간에서 바늘이 휘어지며 침판에 충돌.
- 조치: 바늘 굵기를 한 단계 높이고, 바늘대 타이밍을 0.5mm 늦추어 바늘이 완전히 관통한 후 루퍼가 접근하도록 조정.
¶ 유지보수 및 관리 (Maintenance)
- 침판(Needle Plate) 관리: 두꺼운 소재 봉제 시 바늘이 침판을 치는 경우가 많으므로, 침판 구멍의 스크래치를 수시로 연마(Polishing)하여 실 끊어짐 방지.
- 기름 공급: 상하송 기종은 내부 마찰이 심하므로 자동 급유 시스템 점검 및 수동 급유 포인트(노루발 링크 부위) 관리 철저.
- 톱니 마모 확인: 에어 메쉬와 폼의 마찰로 톱니 사이에 먼지가 끼면 이송력이 급격히 저하되므로 매일 에어건으로 청소.
¶ 관련 항목
- 에어 메쉬 (Air Mesh): 통기성 확보를 위한 3층 구조 원단.
- EVA/PE 폼 (Foam): 등판의 쿠션감을 결정하는 핵심 완충재.
- PE 보드 (PE Board): 등판의 강성을 부여하여 형태를 유지하는 폴리에틸렌 판재.
- 바인딩 (Binding): 등판의 절단면을 감싸서 마감하는 테이프 및 공정.
- 패턴 재봉기 (Pattern Tacker): 복잡한 퀼팅 라인을 일정하게 구현하기 위한 자동화 장비.
- 심 테이핑 (Seam Taping): 방수 배낭의 경우 등판 봉제선으로의 누수를 막기 위한 추가 공정.
- 바택 (Bar-tack): 하중이 집중되는 어깨끈 접합부 보강 봉제.