¶ 개요
합 (合) (Ply)은 글로벌 의류 제조 및 산업용 봉제 공정에서 제품의 구조적 무결성(Structural Integrity), 기계적 강도, 그리고 생산 공정의 효율성을 규정하는 핵심적인 물리적 단위이다. 본 용어는 제조 현장에서 크게 두 가지의 기술적 맥락으로 정의된다.
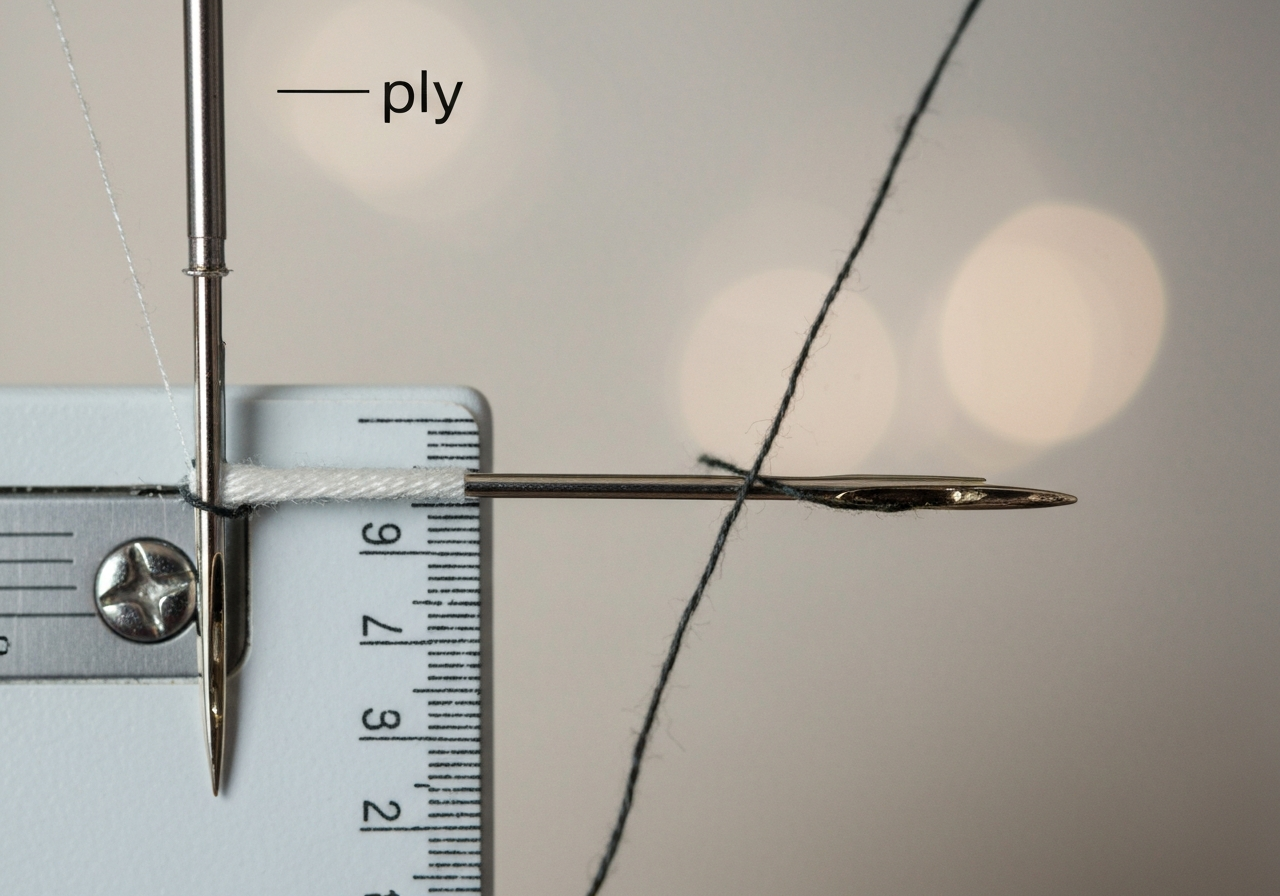
첫째, 실(Thread)의 구조적 단위로서의 합 (合)은 단사(Single yarn)를 일정한 방향과 횟수로 꼬아(Twisting) 하나의 완성된 봉사(Sewing Thread)를 형성하는 합 (合)의 수를 의미한다. 이는 고속 산업용 재봉기(최대 5,500 spm 이상)의 가마(Hook)와 바늘 사이에서 발생하는 극한의 마찰열과 인장 응력을 견디기 위한 필수적인 기계적 설계 요소이다. 단독 합 (合)은 물리적 복원력과 회전 모멘트가 부족하여 고속 루프(Loop) 형성이 불가능하므로, 2합 (合)(2-ply), 3합 (合)(3-ply) 이상의 다중 구조를 통해 실의 평형(Balance)을 확보한다.
둘째, 원단의 적층 단위로서의 합 (合)은 재단 공정(Spreading)에서 생산성을 극대화하기 위해 원단을 수직으로 겹쳐 쌓은 층(Layer)을 의미한다. 이는 대량 생산 시스템의 기초 단위로, 한 번의 전단(Shearing) 공정으로 수십 벌에서 수백 벌의 부품을 동일한 패턴으로 추출하는 메커니즘이다. 그러나 합 (合) 수가 증가할수록 원단 간의 공기층(Air Pocket)에 의한 부풀음, 칼날의 전단 저항에 따른 휨(Deflection) 현상, 상하층 간의 치수 편차(Step Effect) 등 고도의 품질 관리가 요구된다.
본 문서는 ISO 4915 스티치 규격과 산업용 재봉기의 기구학적 특성을 바탕으로 합 (合)의 기술적 사양과 현장 관리 기준을 상세히 기술한다.
¶ 정의 및 물리적 메커니즘
¶ 2.1. 실의 합 (合) (Thread Ply) 및 연사 역학
실의 합 (合)은 봉사의 인장 강도(Tensile Strength), 균일성(Evenness), 그리고 재봉기 부품과의 마찰 계수를 결정하는 결정적 변수이다. 단사를 여러 합 (合)으로 꼬는 과정은 단순히 강도를 높이는 것을 넘어, 실의 단면을 원형에 가깝게 만들어 고속 봉제 시 바늘 구멍(Eye)과의 마찰 면적을 최소화하는 역할을 수행한다.
- 연사(Twisting) 방향과 합 (合)의 안정성: 합 (合)사 시 가해지는 꼬임의 방향에 따라 S-twist(우연)와 Z-twist(좌연)로 구분된다. 산업용 본봉(Lockstitch, ISO 301) 재봉기는 가마가 시계 방향으로 회전하며 실을 낚아채기 때문에, 봉제 중 실이 풀리는 것을 방지하기 위해 반드시 Z-twist 합 (合)사를 사용해야 한다. S-twist 실을 사용할 경우, 고속 회전 시 꼬임이 풀리면서 합 (合)이 분리되어 실 끊어짐이나 스티치 불량이 발생한다.
- 합 (合) 수와 단면 형상: 2합 (合) 실은 단면이 타원형에 가까워 바늘 구멍(Eye) 통과 시 방향에 따라 마찰 저항이 변하는 반면, 3합 (合) 실은 원형에 가까운 단면을 형성하여 루프 형성의 안정성이 뛰어나고 스티치 외관이 균일하다. 특히 3합 (合) 구조는 각 합 (合)이 서로를 지지하는 기하학적 구조를 가져, 2합 (合) 대비 비틀림 강성이 약 30~40% 높게 측정된다.
- 기구학적 상호작용: 바늘이 하강할 때 실의 합 (合)은 바늘의 긴 홈(Long Groove)에 완전히 안착되어야 한다. 실의 합 (合)수가 바늘 홈의 유효 폭보다 클 경우, 원단 관통 시 실의 외피가 깎여 나가는 '쉐이빙(Shaving)' 현상이 발생하며 이는 최종 제품의 파열 강도 저하로 이어진다.
- 물리적 평형(Torque Balance): 합 (合)사는 하연(Singles twist)과 상연(Folding twist)의 균형이 핵심이다. 만약 상연의 꼬임수가 하연의 꼬임수와 평형을 이루지 못하면, 실이 스스로 꼬이는 '킹킹(Kinking)' 현상이 발생하여 실 가이드(Thread Guide)에서 저항을 유발하고 땀뜀(Skip stitch)의 직접적인 원인이 된다.
¶ 2.2. 원단의 합 (合) (Fabric Ply / Layer) 및 적층 역학
재단 공정에서의 합 (合) 관리는 패턴의 정밀도와 직결된다. 원단을 한 합 (合)씩 쌓아 올리는 연단(Spreading) 과정은 단순한 적층이 아닌, 원단 고유의 탄성과 마찰력을 제어하는 정밀 공정이다.
- 적층(Laying) 방식: 원단의 표면 특성(Nap, Print 방향)에 따라 Face-to-Face(대칭 적층) 또는 Face-up(단방향 적층)을 선택한다. 1합 (合)은 원단 한 층을 의미하며, 적층된 총 높이를 'Ply Height'라 정의한다.
- 전단 저항과 칼날 편향: 자동 재단기(CAM) 사용 시, 합 (合) 수가 과도하면 칼날이 고속 진동하며 발생하는 열과 저항으로 인해 칼날 끝이 휘어지는 현상이 발생한다. 이는 최상단 합 (合)과 최하단 합 (合) 사이의 패턴 오차를 유발하며, 특히 데님과 같은 고중량 소재에서 두드러진다. 80합 (合) 이상의 고적층 시 칼날 온도는 순간적으로 200°C 이상 상승할 수 있으며, 이는 합성 섬유의 합 (合) 간 융착(Fusing)을 초래한다.
- 공기층 제어(Vacuum Compression): 연단된 원단 합 (合) 사이에는 미세한 공기층이 존재한다. 이를 제거하기 위해 재단기 테이블은 강력한 진공 흡착(Vacuum)을 실시하며, 이때 합 (合) 높이는 초기 대비 약 20~30% 압축된다. 이 압축률이 일정하지 않으면 재단 후 원단이 복원되면서 치수 오차가 발생한다.
- 국가별 관리 특성:
- 한국/일본 공장: 고부가가치 제품 생산 시 합 (合) 수를 보수적으로 설정(예: 40~60합 (合))하여 정밀도를 우선시한다. 특히 가방 제조 시에는 심지(Interlining)와 본판의 합 (合)을 맞추기 위해 수동 재단을 병행하기도 한다.
- 베트남/중국 공장: 대량 생산 오더의 경우 자동 연단기(Automatic Spreader)와 강력한 진공 흡착 테이블을 활용하여 100합 (合) 이상의 고적층 작업을 수행한다. 중국 공장의 경우 원부자재의 로트(Lot)별 수축률 차이를 극복하기 위해 합 (合)별 번들링(Bundling) 시스템이 매우 체계화되어 있다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 관련 스티치 분류 (ISO 4915) | Class 301 (본봉), Class 401 (이중 체인), Class 504 (3사 오버록), Class 602 (커버스티치) | 국제 표준 봉제 형식 |
| 주요 재봉기 모델 | Juki DDL-9000C, Brother S-7300A, Siruba 700K, Pegasus MX5204/MX5214, Durkopp Adler 867 | 산업용 표준 및 하이엔드 기종 |
| 바늘 시스템 (Needle System) | DB×1 (경량), DP×5 (중/후물용), DC×27 (오버록), UY128GAS (커버스티치) | Schmetz/Organ/Groz-Beckert 기준 |
| 실의 합 (合)수별 권장 바늘 | 60s/2 (9~11호), 40s/2 (11~14호), 20s/3 (16~19호), 20s/6 (21~23호) | 실의 굵기와 바늘의 기하학적 조화 |
| 일반 SPI (Stitches Per Inch) | 드레스 셔츠 (14~18 SPI), 캐주얼 팬츠 (10~12 SPI), 데님 (7~9 SPI) | 제품군별 표준 땀수 밀도 |
| 최대 봉제 속도 | 4,000 ~ 5,500 spm (기종 및 합 (合)수에 따라 상이) | 고속 봉제 시 바늘 냉각 필수 |
| 재단 적층 한계 (Ply Limit) | 일반 직물 (최대 100합 (合)), 데님 (20~40합 (合)), 니트 (30~50합 (合) / 이완 시간 필수) | 원단 두께 및 탄성 복원력 기준 |
| 밑실 장력 (Towa 기준) | 본봉: 20~30gf, 오버록: 10~15gf, 체인스티치: 15~20gf | Towa TM-1/TM-2 디지털 측정치 |
| 바늘 끝 형상 (Point Style) | R (표준), SES (소구형), SUK (중구형), SPI (예리형) | 원단 합 (合) 조직 손상 방지용 |
| 실의 윤활유 함유량 | 3% ~ 5% (Silicone Oil 기반) | 고속 봉제 시 합 (合) 마찰열 감소 목적 |
¶ 적용 분야 및 사례 연구
- 고강도 워크웨어 및 데님 (Heavy Duty):
- 가랑이(Crotch)나 옆솔기(Outseam) 등 고하중 부위에는 20번 3합 (合)(20s/3) 이상의 고강력 폴리에스터사를 사용하여 파열 강도를 확보한다.
- 스티치 효과를 강조하는 장식 박음질에는 8번 3합 (合) 또는 코아사(Core Spun Thread)를 적용하여 입체감과 내구성을 동시에 구현한다. 이때 바늘은 Nm 140(22호) 이상을 사용하여 실의 합 (合)이 바늘 홈에서 자유롭게 움직일 수 있도록 해야 한다.
- 고급 셔츠 및 블라우스 (Fine Apparel):
- 솔기가 얇고 유연해야 하므로 60번 2합 (合)(60s/2) 또는 80번 2합 (合) 극세사를 사용한다. 합 (合)수가 낮고 번수가 높을수록 솔기 퍼커링(Puckering) 예방에 유리하며, 바늘은 9호(Nm 65) 이하를 권장한다. 2합 (合) 실은 3합 (合) 대비 매듭(Knot)의 크기가 작아 원단 표면으로 돌출되는 현상이 적다.
- 산업용 가방, 텐트 및 에어백 (Technical Textiles):
- 자외선 노출과 물리적 마찰이 극심하므로 나일론/폴리에스터 본딩사 3합 (合)~6합 (合)을 사용한다. 본딩사는 합 (合)사된 실들이 벌어지지 않도록 특수 수지로 코팅되어 있어, 거친 원단 관통 시에도 합 (合) 구조가 유지된다. 바늘 열에 의한 실 녹음 방지를 위해 냉각 장치(Needle Cooler) 병행이 필수적이다.
- 재단 공정 (CAM/Manual Cutting):
- 자동 재단기(CAM) 사용 시 원단 합 (合) 수가 너무 높으면 칼날의 휨 현상으로 상단 합 (合)과 하단 합 (合)의 패턴 사이즈 오차가 발생한다. 이를 방지하기 위해 지능형 칼날 제어 시스템(Intelligent Knife Control)이 탑재된 장비를 사용하거나, 소재별 적정 합 (合) 수를 엄격히 준수해야 한다. 특히 신축성이 강한 스판덱스 혼용 소재는 연단 후 최소 24시간의 이완 시간을 거쳐 합 (合) 사이의 잔류 응력을 제거해야 한다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 합 (合)사 분리 (Ply Separation / Untwisting):
- 현상: 봉제 중 실의 합 (合)이 풀려 바늘 구멍 위쪽에 실 뭉치가 형성되거나 실이 끊어짐.
- 원인: 실 가이드의 거칠기, 바늘 구멍(Eye)과의 부적절한 마찰, 또는 S-twist 실의 오사용.
- 해결: Z-twist 실 여부 재확인, 실 가이드 세라믹 코팅 점검, 바늘 사이즈를 실 지름의 2.5배 이상으로 교체.
- 실 끊어짐 (Thread Breakage - Single Ply Snap):
- 현상: 합 (合)사된 가닥 중 하나(Single Ply)만 먼저 끊어져 실이 가늘어지다가 결국 전체가 단절됨.
- 원인: 고속 봉제 시 가마(Hook) 끝부분과의 간섭 또는 바늘 열에 의한 단사 용융.
- 해결: 가마 타이밍 재조정(가마 끝과 바늘 사이 간극 0.05~0.1mm), 바늘 냉각용 실리콘 오일(Needle Lubricant) 탱크 설치.
- 재단 층간 오차 (Ply-to-Ply Deviation):
- 현상: 동일 번들 내 상단 부품과 하단 부품의 치수가 다름.
- 원인: 원단 적층 시 장력 조절 실패로 인한 수축 또는 재단 칼날의 마모 및 휨.
- 해결: 원단 이완(Relaxing) 시간 준수(최소 24시간), 연단기(Spreading Machine)의 장력 제어 인코더 점검, 칼날 자동 연마 장치 작동 확인.
- 스티치 건너뜀 (Skip Stitch):
- 현상: 실의 합 (合)수가 두꺼워 루프(Loop) 형성이 불안정하거나 바늘이 원단 합 (合)을 관통할 때 편향 발생.
- 원인: 바늘이 두꺼운 합 (合)을 통과하며 휘어짐(Needle Deflection).
- 해결: 바늘대를 미세하게 낮추거나(0.5mm), 'Pointed' 타입 바늘 대신 'Ball Point' 또는 'Eccentric' 바늘 사용 검토. 가마의 셋팅을 'Early Timing'으로 조정하여 루프가 가장 커지는 시점에 낚아채도록 함.
- 솔기 퍼커링 (Seam Puckering):
- 현상: 봉제 후 원단 합 (合) 사이가 쭈글쭈글하게 우는 현상.
- 원인: 원단 합 (合) 사이의 미끄러짐(Structural Jamming) 또는 실의 과도한 장력.
- 해결: 상하 동시 이송(Walking Foot) 또는 차동 이송(Differential Feed) 기계 사용. 밑실 장력을 20gf 이하로 최소화하고 합 (合)수가 낮은 가느다란 실로 교체.
¶ 품질 검사 및 관리 기준
- TPM (Twist Per Meter) 측정: 실 1m당 꼬임수가 규격에 맞는지 확인한다. TPM이 부족하면 실의 집속력이 떨어지고, 과하면 Kinking(꼬임) 현상이 발생하여 봉제 시 실 가이드에서 걸린다. 일반적으로 40s/2 실의 경우 약 600~800 TPM을 표준으로 한다.
- 인장 시험 (Tensile Test): 합 (合)사된 실의 최종 파단 강도가 바이어 요구치(ASTM D2256 또는 ISO 2062)를 충족하는지 측정한다. (단위: cN/tex 또는 kgf)
- 재단물 매칭 검사 (Ply Matching): 동일 번들 내의 합 (合) 간 색상 차이(Shading)를 방지하기 위해 Delta E 값 0.5 이하를 유지해야 한다. 표준 광원(D65) 아래에서 검사하며, 모든 재단 부품에 'Ply Numbering' 스티커를 부착하여 동일한 합 (合)에서 나온 부품끼리만 봉제되도록 관리한다.
- 두께 측정 및 단차 관리: 원단 합 (合)이 겹쳐지는 부위(Cross Seam)의 두께를 측정한다. 예를 들어 4합 (合)이 겹치는 부위의 두께가 재봉기 노루발 상승 한계(보통 13mm)를 초과할 경우, 해당 부위의 합 (合)을 깎아내는 'Skiving' 공정을 추가하거나 전용 후물용 재봉기를 배치한다.
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 현장 은어 및 비고 |
|---|---|---|
| 한국어 (KR) | 합 (合) | '가닥', '겹' 등으로 불리나 기술 문서에서는 '합 (合)'으로 통일. '니부(2합)', '산부(3합)' 등 일본식 숫자 접두어 잔존 |
| 일본어 (JP) | 合 (ごう) | '요리(撚り, 꼬임)'와 함께 사용. '모로요리(諸撚り, 합사)'라는 표현도 사용됨 |
| 베트남어 (VN) | Sợi / Lớp | 실의 합 (合)은 'Sợi', 원단의 층은 'Lớp'으로 명확히 구분. (예: 2 lớp - 2합 (合)) |
| **중국어 (CN) ** | 股 (Gǔ) | '股线(Gǔ xiàn)'은 합 (合)사를 의미하며, '层(Céng)'은 원단의 층을 의미함 |
| 영어 (EN) | Ply | 실(Thread Ply)과 원단 적층(Fabric Ply) 모두에 사용되는 표준 용어 |
¶ 장비 세팅 가이드 (Senior Technician's Tip)
- 바늘과 실의 조화 (The 40% Rule): 실의 합 (合)수가 늘어나면 반드시 바늘 구멍(Eye)의 크기를 확인하라. 실이 바늘 구멍 단면적의 40% 이상을 차지하면 고속 봉제 시 발생하는 마찰열을 방출할 공간이 없어 실의 합 (合)이 풀리거나 타버린다. 20s/3 실을 쓸 때 16호 바늘이 빡빡하다면 즉시 18호로 올려야 한다.
- 가마(Hook) 타이밍의 정밀도: 3합 (合) 이상의 두꺼운 실을 쓸 때는 가마 끝(Hook Point)이 바늘의 스카프(Scarf) 중앙보다 약간 위(약 0.5~1mm)를 지나도록 설정하라. 이는 두꺼운 실이 형성하는 큰 루프를 더 확실하게 낚아채기 위함이다. 가마와 바늘 사이의 간극은 0.05mm로 설정하여 실의 합 (合)이 가마 끝에 걸리지 않도록 정밀 세팅한다.
- 사절 칼날(Thread Trimmer) 관리: 고합 (合)사(특히 나일론 본딩사나 20s/3 이상의 두꺼운 실)를 사용하는 자동 사절기에서는 고정 칼날과 이동 칼날의 압력을 평소보다 10~15% 높게 설정해야 한다. 압력이 낮으면 실이 잘리지 않고 씹히면서 가마 타이밍이 틀어지는 원인이 된다. 칼날의 마모 상태를 매일 점검하여 합 (合)이 뭉개지며 잘리는지 확인하라.
- 노루발 압력과 합 (合) 이송: 원단 합 (合)이 두꺼워지는 '단차' 부위에서는 노루발 압력을 조절하는 스프링의 장력을 최적화해야 한다. 압력이 너무 강하면 원단에 노루발 자국(Presser Mark)이 남고, 너무 약하면 바늘이 올라올 때 원단이 같이 들려 '스티치 건너뜀'이 발생한다. Juki DDL-9000C 같은 디지털 이송 모델에서는 단차 감지 시 자동으로 압력을 가변하도록 설정하는 것이 가장 이상적이다.
- 밑실 장력의 수치화: 감(Feeling)에 의존하지 말고 Towa 장력계를 사용하라. 40s/2 실 기준 본봉 보빈 케이스 장력은 25gf가 표준이다. 합 (合)수가 바뀌면 이 수치를 기준으로 ±5gf 내에서 미세 조정하는 것이 품질 균일화의 핵심이다. 오버록(Pegasus MX5214 등)의 경우 루퍼 장력을 10~15gf로 매우 낮게 설정해야 합 (合)의 유연성이 살아난다.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- 번수 (Count): 실의 굵기를 나타내는 단위 (Nm, Ne, Tex, Denier). 합 (合)수와 함께 실의 최종 규격을 결정한다.
- 연사 (Twist): 실에 가해지는 꼬임의 수와 방향. 합 (合)사의 안정성을 좌우한다.
- 코아사 (Core Spun Thread): 고강력 폴리에스터 필라멘트 심사에 스테이플 섬유를 감싼 고성능 합 (合)사.
- 연단 (Spreading): 재단을 위해 원단을 합 (合)별로 쌓는 작업. 장력 제어가 핵심이다.
- AQL (Acceptable Quality Level): 합 (合)사 불량이나 재단 오차를 관리하는 통계적 품질 기준.
- 퍼커링 (Puckering): 원단 합 (合) 간의 이송 차이나 실의 장력으로 인해 발생하는 솔기 우글거림 현상.
- ISO 4915: 스티치 유형에 따른 실의 합 (合) 운용 표준 규격.
- Towa 장력계: 보빈 케이스 및 루퍼의 실 장력을 gf 단위로 정밀 측정하는 장비.
- 번들링 (Bundling): 재단된 원단 합 (合)을 공정별로 묶어 관리하는 작업. 'Ply Numbering'이 포함된다.