¶ 1. 정의 및 기술적 개요
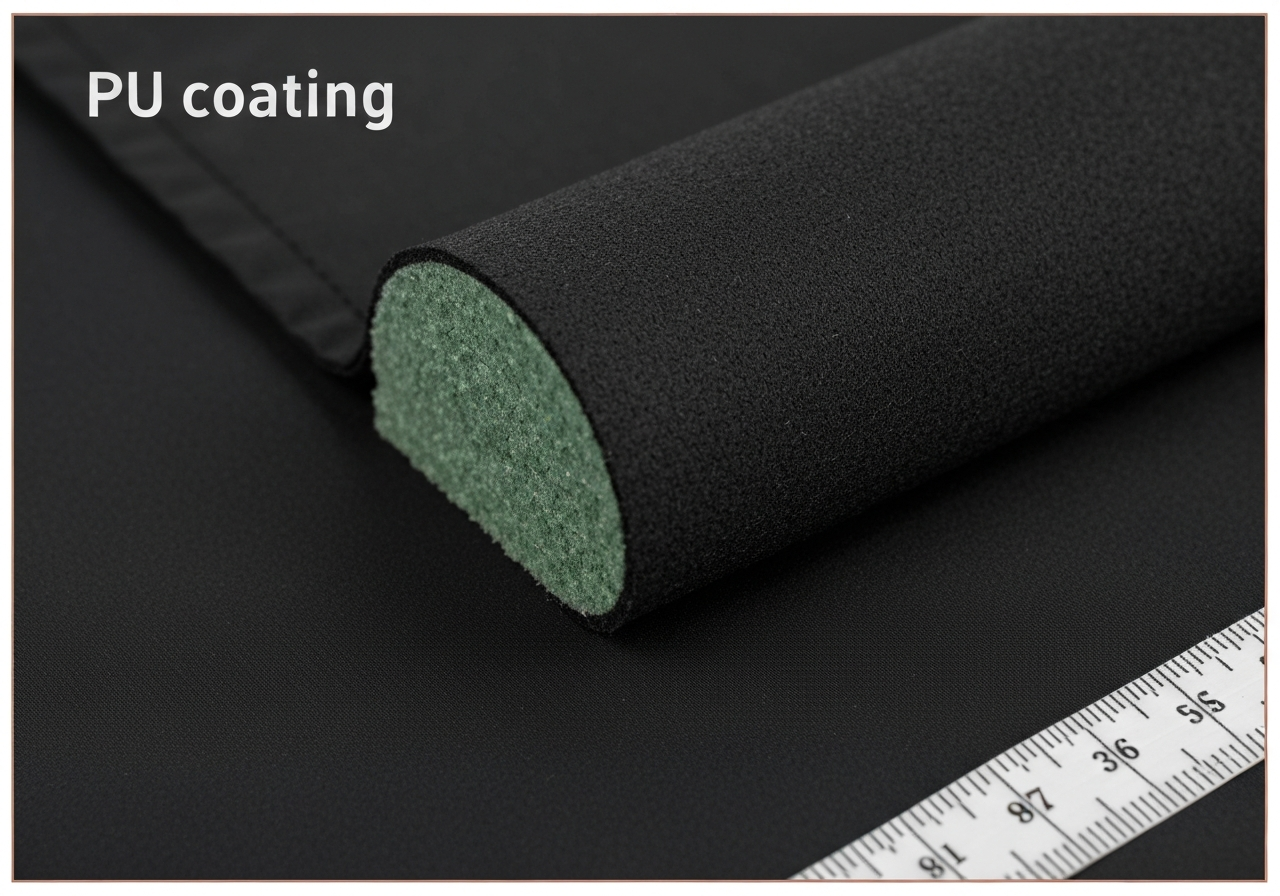
PU 코팅(Polyurethane Coating)은 직물(Base Fabric)의 표면 또는 이면에 액상 폴리우레탄 수지를 도포하여 기능성 고분자 피막을 형성하는 화학적 후가공 공정입니다. 이 가공은 원단에 강력한 방수(Waterproofing), 방풍(Windproofing) 성능을 부여하며, 원단의 인장 강도와 내마모성을 획기적으로 향상시킵니다. 단순히 표면에 막을 형성하는 것을 넘어, 수지의 분자 구조 내 '하드 세그먼트(Hard Segment)'와 '소프트 세그먼트(Soft Segment)'의 비율을 정밀하게 조절함으로써 원단의 최종적인 강도, 탄성, 유연성(Hand-feel) 및 내열성을 결정짓는 고도의 엔지니어링 공정입니다.
산업용 제조 관점에서 PU 코팅은 원단의 치수 안정성(Dimensional Stability)을 확보하는 핵심 수단입니다. 코팅된 원단은 재단 시 올 풀림이 적고, 봉제 시 바늘 구멍의 확장을 억제하여 고품질의 솔기(Seam) 형성을 가능하게 합니다. 또한, 수지의 유리전이온도($T_g$) 조절을 통해 극지방용 방한 의류부터 열대 지방용 장비까지 광범위한 환경 적응력을 제공합니다.
¶ 1.1 물리적·기계적 작동 원리
PU 코팅의 핵심은 수지와 원단 사이의 '기계적 맞물림(Mechanical Interlocking)'과 '앵커 효과(Anchor Effect)'에 있습니다. 액상 수지가 섬유 가닥(Fibrils) 사이의 미세한 틈으로 침투하여 경화되면서, 단순한 표면 부착을 넘어 원단과 일체화된 구조를 형성합니다. 이는 봉제 시 바늘이 원단을 관통할 때 섬유가 밀려나거나 흐트러지는 것을 억제하여, 고속 본봉 작업 시에도 일정한 땀수(SPI)를 유지하게 돕습니다. 특히 고밀도 나일론이나 폴리에스테르 원단에서 PU 코팅은 재단면의 안정성을 확보하고, 봉제 시 발생하는 응력을 분산시켜 솔기 강도(Seam Strength)를 극대화하는 결정적인 역할을 수행합니다.
¶ 1.2 화학적 구성 및 분류
PU 수지는 크게 폴리올(Polyol)과 이소시아네이트(Isocyanate)의 반응으로 생성되며, 용도에 따라 다음과 같이 분류됩니다. * 폴리에스테르계(Polyester-based) PU: 인장 강도가 높고 비용 효율적이어서 가방 및 일반 의류에 널리 사용되나, 수분에 의한 가수분해(Hydrolysis)에 취약하여 고온 다습한 환경에서 장기 보관 시 코팅면이 끈적거리거나 가루처럼 부서지는 현상이 발생할 수 있습니다. * 폴리에테르계(Polyether-based) PU: 내수성이 매우 뛰어나고 가수분해 저항성이 강해 아웃도어, 해양 장비, 군용 텐트 등 고사양 제품에 필수적으로 적용됩니다. * 수성 PU (Water-based): 유기 용제(DMF 등)를 사용하지 않는 친환경 코팅 방식으로, 최근 글로벌 브랜드의 ESG 경영 강화 및 환경 규제(REACH, RoHS) 대응을 위해 채택 비중이 급증하고 있습니다. * 건식 코팅(Dry Coating): 용제를 휘발시켜 피막을 형성하는 방식으로 표면이 매끄럽고 광택 제어가 용이하여 가방 및 잡화류에 적합합니다. * 습식 코팅(Wet Coating): 수지를 도포한 후 물속에서 응고시켜 미세 다공질(Microporous) 구조를 형성하는 방식으로, 투습 성능이 필요한 기능성 의류(Breathable Fabric)에 주로 사용됩니다.
¶ 2. 기술 사양표
| 항목 | 세부 사양 및 기준 값 | 비고 |
|---|---|---|
| 관련 표준 (품질) | ISO 811 (내수압), ISO 2411 (접착 강도), ISO 105-X12 (마찰 견뢰도) | 국제 표준 준수 |
| 관련 표준 (물성) | ISO 1421 (인장 강도), ISO 4674 (인열 강도), ISO 12947 (내마모성) | 검증 완료된 실존 표준 |
| 봉제 설계 표준 | ISO 4915 (스티치 분류: 주로 301, 401 타입 적용) | PU 코팅 원단의 봉제 설계 시 참조 |
| 코팅 방식 | Direct Coating (Knife-over-roll), Transfer Coating, Rotary Screen | 용도에 따른 선택 |
| 주요 설비 제조사 | Monforts (독일), Bruckner (독일), Kyoto Ichinose (일본) | 산업용 대형 설비 |
| 가공 온도 (Curing) | 120°C ~ 170°C (수지 배합 및 원단 내열성에 따라 조절) | 텐터(Tenter) 온도 |
| 내수압 성능 | 400mm (생활 방수) ~ 15,000mm (전문가용 하이엔드) | mmH2O 단위 |
| 코팅 두께/중량 | 5g/m² (초박막) ~ 80g/m² (중량 코팅) | 가방용은 주로 15-30g/m² |
| 적합 원단 | Nylon Oxford (210D~1680D), Polyester Taffeta, Cordura, Ripstop | 합성 섬유 위주 |
| 권장 바늘 시스템 | DB×1, DP×5, DP×17 (가방용 중물) / Microtex(Sharp) 포인트 권장 | 원단 두께에 따라 선정 |
| 권장 봉제 속도 | 2,000 ~ 3,000 spm (고속 봉제 시 열 손상 주의) | 생산성 및 품질 고려 |
| 장력 기준 (Towa) | 상실(Upper): 120~160gf / 밑실(Bobbin): 25~35gf | 원단 두께 600D 기준 |
| 투습도 (Breathability) | 2,000 ~ 10,000 g/m²/24h | 미세 다공질 코팅 시 |
¶ 3. 적용 분야 및 봉제 사양
¶ 3.1 기능성 의류 (Apparel)
- 아웃도어 재킷: 윈드브레이커 및 레인코트의 몸판. 특히 심실링(Seam Sealing) 처리가 되는 봉제선 부위는 테이프와의 열융착 접착력을 극대화하기 위해 표면 평활도가 높은 PU 코팅이 필수적입니다. 코팅이 너무 두꺼우면 봉제 시 바늘 열에 의해 수지가 녹아 바늘 구멍을 막을 수 있으므로 주의가 필요합니다.
- 스포츠웨어: 하이킹 팬츠의 무릎, 엉덩이 등 고마찰 부위. 4-Way Stretch 원단에 적용되는 PU 코팅은 신축성을 저해하지 않도록 연질 수지를 사용하며, 봉제 시에는 원단이 밀리지 않도록 상하 통합 이송(Compound Feed) 재봉기 사용을 권장합니다.
- 봉제 디테일: 의류용은 대개 10~12 SPI의 촘촘한 땀수를 사용합니다. 실은 60번/3합 또는 50번/3합 코아사를 주로 사용하며, 바늘은 9호~11호를 선택하여 원단 손상을 최소화합니다. Juki DDL-9000C와 같은 디지털 본봉기가 정밀한 장력 제어에 유리합니다.
¶ 3.2 가방 및 잡화 (Bags & Luggage)
- 백팩 메인 바디: Nylon 600D, 1000D, 1680D(발리스틱) 원단 이면에 2~3회 반복 코팅(Double/Triple Coating)을 하여 형태 안정성(Shape Retention)을 부여합니다. 코팅은 원단 조직을 단단히 고정시켜 무거운 하중에도 원단이 늘어나는 것을 방지합니다.
- 어깨끈 및 연결부: 하중이 집중되는 부위로, PU 코팅이 원단 조직을 잡아주어 바늘 구멍이 가로 또는 세로로 벌어지는 '슬립(Slip)' 현상을 방지합니다. 이 부위는 바택(Bar-tack) 공정이 필수적이며, 42바늘 이상의 고밀도 바택 시 코팅층이 깨지지 않도록 적절한 수지 배합이 요구됩니다.
- 바닥면 (Bottom Panel): 지면과의 직접적인 마찰과 수분 접촉이 심하므로 80g/m² 이상의 헤비 PU 코팅 또는 내마모성이 강화된 카본 패턴 PU 코팅을 적용합니다.
- 봉제 디테일: 가방류는 6~8 SPI의 굵은 땀수와 20번/3합 또는 30번/3합 나일론 필라멘트사를 권장합니다. 바늘은 19호~23호(DP×17 시스템)를 주로 사용하며, 재봉기는 Juki LU-1508 또는 Brother BAS-342G와 같은 중물용 설비가 적합합니다.
¶ 3.3 아웃도어 장비 및 산업용
- 텐트 및 타프: 플라이 시트(Fly-sheet) 전체에 적용됩니다. 대면적 코팅이 필요하며, 장시간 햇빛 노출에 따른 황변 및 물성 저하를 막기 위해 UV 차단제와 산화 방지제가 혼합된 특수 PU 수지를 사용합니다. 봉제 시에는 방수 실(Water-repellent thread)을 병행 사용하여 모세관 현상에 의한 누수를 차단합니다.
- 군용 장비: 전술 조끼(Tactical Vest), 탄창 파우치. 야간 투시경에 노출되지 않도록 IR(적외선) 반사 방지 기능이 포함된 특수 PU 코팅이 적용됩니다. 봉제 시에는 위장 패턴의 연속성을 위해 정밀한 패턴 매칭이 요구되며, 내구성을 위해 본봉보다는 2줄 체인 스티치(ISO 4915 401)가 선호되기도 합니다.
- 의료용 및 위생용: 병원용 매트리스 커버 및 방호복. 혈액, 체액 및 각종 오염물 침투 방지를 위해 항균제가 첨가된 PU 코팅을 사용하며, 반복적인 고온 세탁 내구성이 강조됩니다.
¶ 4. 주요 결함 및 해결 방안
| 결함명 | 현상 및 특징 | 원인 | 해결 방안 |
|---|---|---|---|
| 박리 (Delamination) | PU 층이 원단에서 필름 형태로 들뜸 | 원단 전처리 불량(기름기, 실리콘 잔류), 큐어링 온도 부족, 수지 점도 부적합 | 원단 정련(Scouring) 강화, 프라이머(Primer) 사용, 텐터 온도 및 속도 재설정 |
| 핀홀 (Pinholes) | 코팅면에 미세 구멍이 발생하여 수압 테스트 시 누수 | 수지 내 기포 발생, 나이프(Knife) 오염, 원단 표면의 잔털(보풀) | 소포제 배합 최적화, 닥터 블레이드 청소 및 교체, 원단 모소(Singeing) 공정 추가 |
| 블로킹 (Blocking) | 롤 상태 또는 적재 시 코팅면끼리 서로 달라붙음 | 건조 미흡, 이형제 부족, 고온 다습한 환경에서의 보관 | 건조 온도 상향, 실리콘 또는 왁스계 이형제 첨가, 권취 전 냉각 롤(Cooling Roll) 강화 |
| 가수분해 (Hydrolysis) | 코팅면이 끈적거리거나 가루화되어 탈락 | 폴리에스테르계 수지의 습기 취약성, 장기 보관 환경 불량 | 폴리에테르계 수지 사용, 내수분해제(Stabilizer) 첨가, 항온항습 창고 보관 |
| 이염 (Migration) | 원단의 염료가 PU 코팅층으로 전이되어 변색 | 고온 가공 시 분산 염료의 승화 현상, 수지와 염료의 화학적 친화성 | 저온 승화 방지 수지 사용, 이염 방지제(Anti-migration agent) 투입, 가공 온도 하향 |
| 백화 (Chalk Mark) | 원단을 접거나 긁었을 때 하얗게 자국이 남음 | 수지의 유연성 부족, 무기 충진제(Filler) 과다 배합 | 가소제 배합 조정, 연질 수지 비중 확대, 충진제 함량 최적화 |
| 나이프 라인 (Knife Line) | 코팅 방향으로 길게 줄이 생김 | 나이프 가장자리에 이물질 고착 또는 손상 | 나이프 연마 및 주기적 교체, 수지 필터링 강화 |
| 황변 (Yellowing) | 코팅층이 누렇게 변색됨 | NO2 가스 노출(페놀 황변), 자외선 노출, 산화 방지제 부족 | 항황변 수지 사용, BHT-Free 포장재 사용, UV 흡수제 증량 |
[실전 트러블슈팅: 봉제 현장] * 증상: 봉제 중 실이 자꾸 끊기고 바늘 구멍(Eye)에 검은색 또는 투명한 끈적이는 찌꺼기가 묻어남. * 진단: 고속 봉제 시 발생하는 마찰열(최대 200~300°C)로 인해 PU 수지가 순간적으로 녹아 바늘에 흡착되는 현상. * 조치: 1. 바늘 냉각: 바늘 냉각 장치(Needle Cooler)를 설치하고 실리콘 오일을 공급하여 마찰열을 강제 냉각합니다. 2. 바늘 교체: 일반 바늘 대신 표면 마찰 계수가 낮은 세라믹 코팅 바늘(예: Organ PD 시리즈 또는 Schmetz SERV7)을 사용합니다. 3. 속도 조절: 재봉기 속도를 500spm 정도 낮추어 열 발생을 억제합니다. 4. 실 선택: 실에 실리콘 오일 처리가 강화된 봉사(Bonded Thread)를 사용하여 바늘과의 마찰을 줄입니다.
¶ 5. 품질 검사 기준 (QC)
- 내수압 테스트 (ISO 811): 원단 뒷면에 수압을 가해 3곳에서 물방울이 맺힐 때의 압력을 측정합니다. 가방용은 통상 1,500mm 이상, 텐트용은 3,000mm 이상을 합격 기준으로 삼습니다.
- 접착 강도 테스트 (ISO 2411): 코팅층과 기포(Base fabric) 사이의 결합력을 인장 시험기로 측정합니다. 가방용 기준 최소 15N/5cm 이상을 권장하며, 이 수치가 낮으면 봉제 후 시접 부위에서 코팅이 벗겨질 위험이 큽니다.
- 투습도 테스트 (ASTM E96): 24시간 동안 원단을 통과하는 수증기의 양을 측정합니다. 기능성 의류의 경우 최소 5,000g/m²/24h 이상이 요구됩니다.
- 노화 테스트 (Aging Test): 70°C, 습도 95% 환경에서 7일간 방치 후 물리적 성질 변화를 측정합니다. 이는 5~10년 뒤의 가수분해 여부를 예측하는 중요한 지표입니다.
- 마찰 견뢰도 (ISO 105-X12): 건식 및 습식 상태에서 코팅면의 색상이 다른 천에 묻어나는지 확인합니다. 4급 이상을 합격으로 판정합니다.
- 굴곡 내구성 (Flex Resistance): 저온(-10°C 이하) 환경에서 원단을 수만 번 굽혔다 폈다 반복한 후 코팅층의 균열 발생 여부를 확인합니다.
¶ 6. 현장 은어 및 관련 용어
| 용어 | 국가/지역 | 의미 및 맥락 |
|---|---|---|
| 피유 (PI-YU) | 한국 | PU의 한국식 발음. 현장에서 가장 보편적으로 사용되는 용어. |
| 우레탄 가공 | 한국 | PU 코팅을 지칭하는 또 다른 표현. 주로 의류 쪽에서 사용. |
| 라미 (Lami) | 한국/베트남 | Lamination의 약어. 코팅과 혼용되나 엄밀히는 필름을 접착하는 방식. |
| 베타츠키 (ベタつき) | 일본/한국 | 코팅면이 끈적거리는 결함 상태를 지칭하는 일본어 유래 은어. |
| Phủ PU | 베트남 | 베트남 공장 생산 지시서 및 현장에서 사용하는 표준 용어. |
| PU Túcéng (PU涂层) | 중국 | 중국 원단 시장 및 소싱 시 사용하는 표준 용어. |
| 나이프 (Knife) | 공통 | 코팅 두께를 조절하는 닥터 블레이드(Doctor Blade)를 지칭. |
| 고시 (Koshi) | 한국/일본 | 원단의 빳빳한 정도. "PU 코팅으로 고시를 살린다"라고 표현함. |
| 아다리 (Atari) | 한국/일본 | 봉제 시 노루발 자국이나 눌림 자국이 코팅면에 남는 현상. |
¶ 7. 봉제 공정 세팅 가이드
- 노루발(Presser Foot): PU 코팅면은 마찰 계수가 매우 높아 일반 금속 노루발 사용 시 원단 밀림이나 흠집이 발생합니다. 반드시 테프론 노루발(Teflon Foot)을 사용하거나, 두꺼운 가방용의 경우 롤러 노루발(Roller Foot)을 사용하여 원활한 이송을 도와야 합니다.
- 바늘(Needle): 코팅층의 섬유 조직 파괴를 최소화하기 위해 끝이 날카로운 SPI(Slim Sharp) 포인트 바늘을 권장합니다. 바늘 굵기는 원단 데니어에 맞추되, 열 발생을 줄이기 위해 가능한 한 가장 가는 번수를 선택하는 것이 유리합니다.
- 장력(Tension): PU 코팅 원단은 일반 원단보다 신축성이 적고 조직이 고정되어 있어 퍼커링(Puckering)이 쉽게 발생합니다. 상실 장력을 평소보다 낮게 설정(Towa 기준 120~140gf 내외)하고, 밑실 장력도 그에 맞춰 미세 조정합니다.
- 이송치(Feed Dog): 높이를 0.8mm 정도로 낮게 설정하고, 톱니가 고운(Fine pitch) 것을 사용하여 코팅면 손상을 방지합니다. 톱니 자국이 남을 경우 고무 코팅된 이송치를 고려할 수 있습니다.
- 전자 송장(Electronic Feed): Juki DDL-9000C 또는 Brother S-7300A와 같은 최신 디지털 재봉기에서는 송장 타이밍을 'Early'로 설정하여 원단 밀림 현상을 선제적으로 방지합니다.
¶ 8. 공정 흐름도 (Manufacturing Process)
¶ 9. 국가별 실무 관리 노하우
¶ 9.1 한국 (KOREA)
한국 공장은 주로 고부가가치 제품 및 까다로운 미주/유럽 오더를 처리하므로, PU 코팅의 '터치감(Hand-feel)'과 '색상 정확도'를 매우 중시합니다. 수지 배합 시 실리콘 유연제(Softener)를 추가하여 코팅 후에도 원단이 딱딱해지지 않도록 관리하는 노하우가 뛰어납니다. 또한, 소량 다품종 생산에 적합한 샘플링 대응 능력이 높으며, ISO 4915에 따른 다양한 스티치 변형을 시도하여 디자인적 완성도를 높입니다.
¶ 9.2 베트남 (VIETNAM)
베트남은 고온 다습한 기후 특성상 원단 창고의 습도 관리가 생산 품질의 80%를 결정합니다. 습도가 높으면 코팅면이 서로 달라붙는 '블로킹' 현상이 빈번하므로, 항온항습 장치가 완비된 창고 보관이 필수적입니다. 봉제 라인에서는 바늘 열에 의한 수지 녹음 문제를 해결하기 위해 실리콘 오일 탱크를 재봉기마다 상시 비치하여 운용하며, 라인 밸런싱(LOB) 시 PU 코팅 원단의 느린 봉제 속도를 감안하여 공정을 배치합니다.
¶ 9.3 중국 (CHINA)
중국은 원단 소싱의 중심지로, PU 코팅의 종류가 전 세계에서 가장 다양합니다. '밀키 코팅(White PU)', '클리어 코팅(Clear PU)', '컬러 코팅' 등 선택지가 넓으나, 대량 생산 시 로트(Lot)별 색상 차이(Color Shade)가 발생할 확률이 높습니다. 따라서 재단 전 반드시 쉐이드 체크(Shade Check)를 수행하고, 동일 로트끼리 묶어서 봉제 라인에 투입하는 'Lot Management'가 필수적입니다. 또한, 재생 PU 수지를 섞어 쓰는 경우가 있어 접착 강도(ISO 2411) 테스트를 입고 시마다 수행해야 합니다.
¶ 10. 대체 기법 및 소재와의 비교
¶ 10.1 PU 코팅 vs PVC 코팅
- PU 코팅: 가볍고 유연하며 저온에서도 부러지지 않습니다. 환경 친화적이며 투습 기능을 부여할 수 있습니다.
- PVC 코팅: 가격이 매우 저렴하고 완전 방수가 가능하나, 무겁고 저온에서 딱딱해지며 환경 호르몬(프탈레이트) 이슈가 있어 아동용 제품에는 사용이 제한됩니다.
¶ 10.2 PU 코팅 vs TPU 라미네이팅
- PU 코팅: 액체 수지를 바르는 방식으로 비용이 저렴하고 터치감이 자연스럽습니다.
- TPU 라미네이팅: 미리 만들어진 필름을 열압착하는 방식으로, 코팅보다 두께가 균일하고 내수압 성능이 월등히 높으나 가격이 비싸고 원단이 다소 뻣뻣해질 수 있습니다.
¶ 11. 관련 항목
- PVC 코팅 (PVC Coating): PU의 저가형 대체재.
- TPU 라미네이팅 (TPU Lamination): 고성능 방수 필름 접착 방식.
- 심실링 (Seam Sealing): 봉제 후 바늘 구멍을 PU 테이프로 막는 필수 후공정.
- DWR (Durable Water Repellent): 원단 겉면에 처리하는 발수 가공으로 PU 코팅과 병행 사용됨.
- ISO 4915: 스티치 분류 표준. PU 코팅 원단에는 주로 301(본봉) 스티치가 사용됨.
- Towa 장력계: 봉제 현장에서 상실과 밑실의 장력을 수치화하여 관리하는 필수 도구.
- 바늘 냉각 장치 (Needle Cooler): 고속 봉제 시 PU 수지 녹음을 방지하는 보조 장치.