풀탭 (Pull Tab / Lá kéo / 引手)
¶ 개요
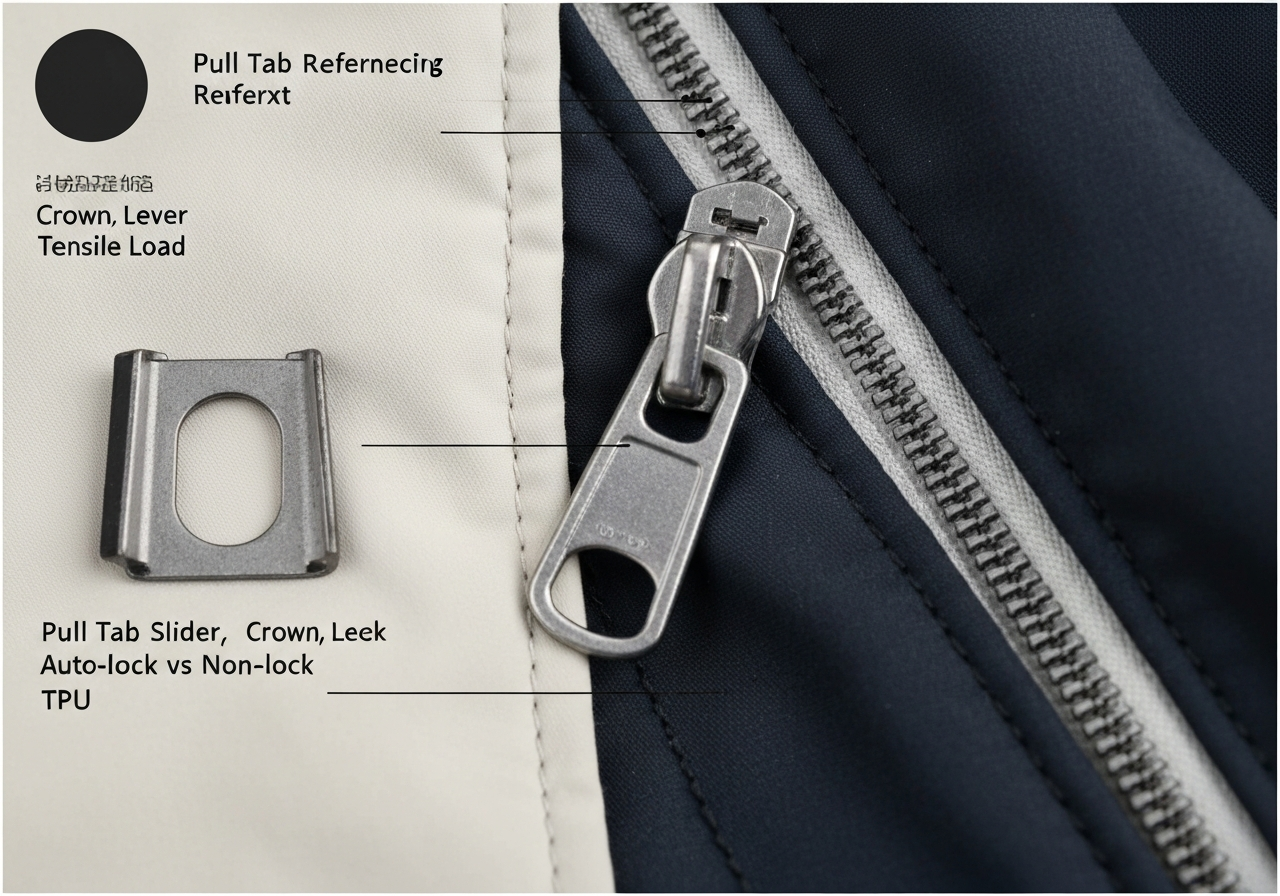
풀탭(Pull Tab)은 지퍼 슬라이더(Slider)의 크라운(Crown)에 결합되어 사용자가 지퍼를 쉽게 여닫을 수 있도록 돕는 손잡이 부품을 총칭한다. 봉제 산업에서 풀탭은 단순한 부속품을 넘어, 인간공학적 인터페이스와 브랜드 아이덴티티를 결합하는 핵심 요소로 취급된다. 물리적 메커니즘 측면에서 풀탭은 작은 슬라이더 본체에 가해지는 힘을 증폭시키고 방향성을 제어하는 '지렛대(Lever)' 역할을 수행하며, 특히 장갑을 착용하거나 손가락의 정밀한 조작이 어려운 극한 환경(아웃도어, 군용, 작업복)에서 그 중요성이 극대화된다.
산업 현장에서 풀탭의 선택 기준은 단순히 디자인에 국한되지 않는다. 슬라이더의 잠금 방식(Auto-lock vs Non-lock)과의 호환성, 반복적인 인장 하중(Tensile Load)에 대한 내구성, 그리고 세탁 및 드라이클리닝 시의 화학적 안정성이 복합적으로 고려되어야 한다. 최근에는 금속 소재의 하드 풀탭 외에도 경량화와 소음 방지를 위해 TPU(열가소성 폴리우레탄), 고밀도 나일론 웨빙, 파라코드(Paracord) 등을 활용한 소프트 타입의 채택 비중이 높아지고 있으며, 이는 제조 공정에서 본봉(Lockstitch)과 바텍(Bartack) 기술의 정밀한 운용을 요구한다.
¶ 정의 및 메커니즘
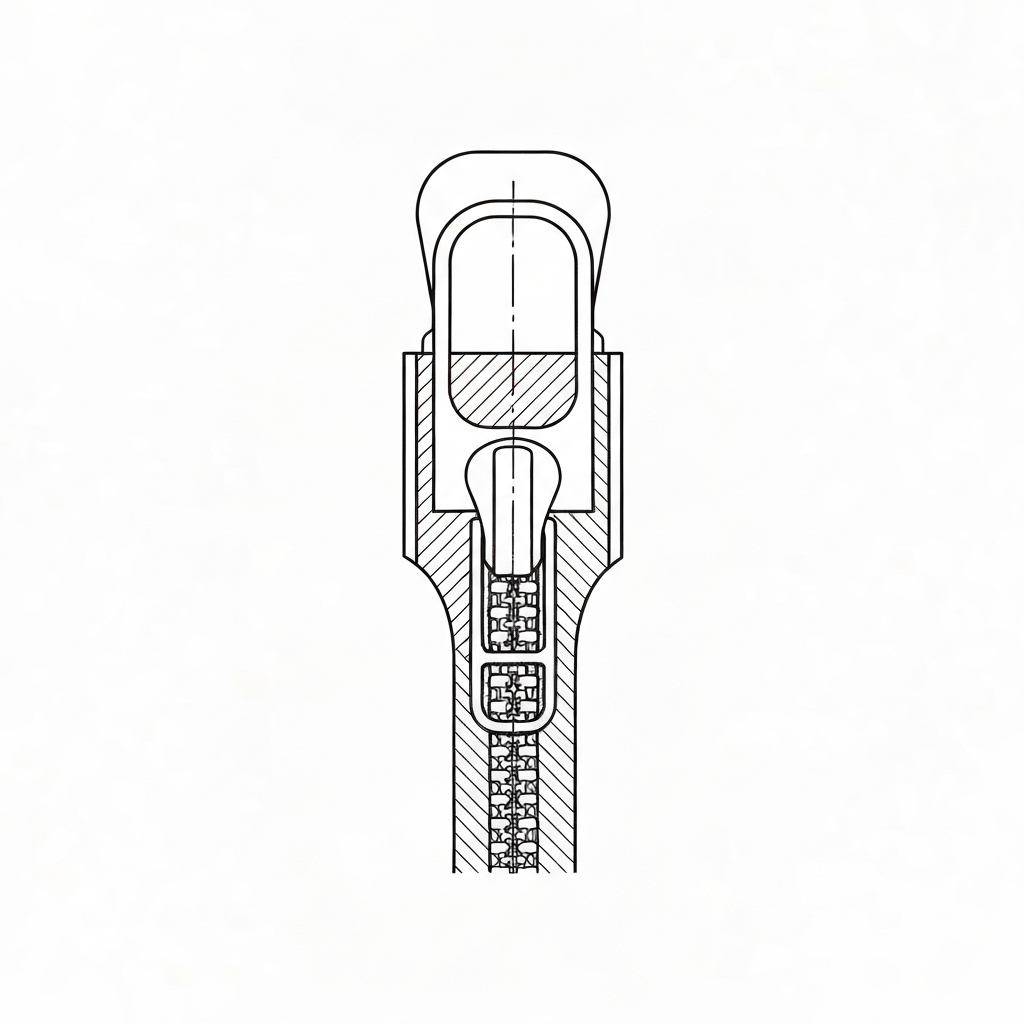
물리적 관점에서 풀탭은 지퍼 슬라이더에 가해지는 인장력을 전달하는 레버(Lever) 역할을 수행한다. 슬라이더 본체의 크라운 구멍에 풀탭의 연결 고리가 삽입되어 회전축을 형성하며, 사용자가 당기는 방향에 따라 슬라이더 내부의 다이아몬드(Diamond/Separator)가 지퍼 엘리먼트(Element)를 맞물리게 하거나 분리한다.
특히 오토락(Auto-lock) 슬라이더의 경우, 풀탭을 들어 올리는 동작이 내부의 잠금 핀(Locking Pin)을 해제하는 캠(Cam) 메커니즘과 연동되어야 하므로, 풀탭 연결부의 두께와 각도가 기능 구현에 결정적인 영향을 미친다. 만약 풀탭의 연결 고리가 너무 두꺼우면 캠이 충분히 들리지 않아 지퍼가 뻑뻑해지며, 반대로 너무 얇으면 유격으로 인해 잠금 해제가 불완전해질 수 있다.
현장 인식의 차이를 살펴보면, 한국 공장에서는 주로 '퀄리티'와 '마감' 관점에서 풀탭의 도금 상태와 바텍의 정밀도를 중시하는 반면, 베트남과 중국의 대규모 생산 라인에서는 '조립 효율성'과 '자동화 적합성'을 우선순위에 둔다. 예를 들어, 베트남 공장에서는 대량 생산 시 풀탭의 방향을 일정하게 유지하기 위한 전용 지그(Jig) 활용 능력이 숙련도의 척도가 된다.
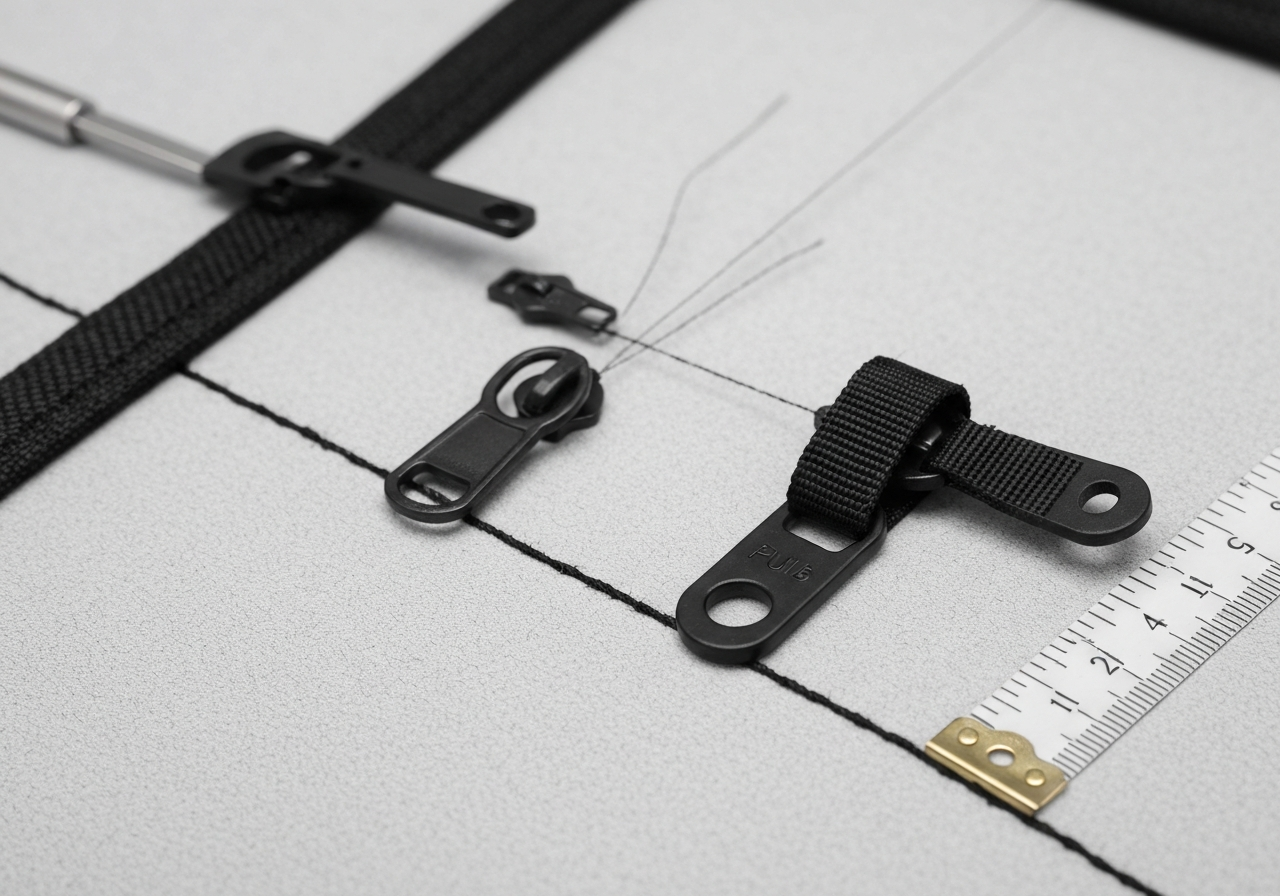
- 하드 풀탭(Hard Pull Tab): 아연 합금(Zamak-5), 황동, 플라스틱, TPU 소재로 사출 성형된 형태. 내구성이 뛰어나고 로고 각인이 용이하다.
- 소프트 풀탭(Soft Pull Tab): 본체 원단, 나일론 웨빙, 가죽 등을 접거나 꼬아서 바텍(Bartack)으로 고정한 형태. 금속 마찰 소음이 없고 경량화에 유리하며, 아웃도어 의류의 '노이즈리스(Noiseless)' 사양에 필수적이다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (본봉), Class 304 (지그재그/바택) | 부착 공정의 스티치 규격 분류 |
| 주요 재봉기 유형 | 컴퓨터 바택기 (Computer Bartacker), 전자 본봉기 | 패턴 재봉기(Pattern Sewer) 활용 가능 |
| 대표 권장 모델 | Juki LK-1900BN, Brother KE-430HX, Siruba BT188 | 자동 사절 및 와이퍼 기능 필수 (BT290 미검증으로 BT188 교체) |
| 바늘 시스템 | DP×5 (일반), DP×17 (중량물/가죽), DP×17KN (티타늄) | 소재의 밀도와 두께에 따라 번수 조정 |
| 표준 SPI (땀수) | 28 - 42 (바택 밀도), 10 - 12 (본봉 부착 시) | 인장 강도 요구치(N)에 비례하여 설정 |
| 사용 실 (Thread) | 코아사(Core Spun) 20/3, 나일론 본딩사 40/3 | 고강도 인장력이 필요한 경우 나일론 본딩사 권장 |
| 실 장력 (Towa Gauge) | 상실: 120-150g, 밑실: 30-35g | 바택 시 매듭이 원단 중앙에 위치하도록 정밀 설정 |
| 최대 봉제 속도 | 2,800 ~ 3,200 spm | TPU/합성수지 소재의 녹음(Melting) 방지 주의 |
| 적합 부자재 | 나일론/폴리에스터 웨빙, TPU 사출물, 인조가죽 | 소재별 수축률 및 이염 가능성 사전 검토 |
| 바늘 바 높이 | 2.0mm ~ 2.2mm (Juki LK-1900BN 기준) | 루프 타이밍 조절을 위한 표준 수치 |
| 견뢰도 규격 (ISO 105) | ISO 105-C06 (세탁), ISO 105-X12 (마찰) | 풀탭 소재 및 실의 염색 견뢰도 기준 |
¶ 적용 분야 (Application Details)
풀탭은 제품의 카테고리에 따라 요구되는 물리적 특성과 봉제 사양이 엄격히 구분된다.
-
의류 (Apparel):
- 아우터 메인 지퍼: 장갑 착용 시 조작성을 위해 50mm 이상의 코드형 풀탭 또는 TPU 연장 탭을 적용한다. (SPI 32-38 바택 권장)
- 사이드 포켓/내부 주머니: 미관을 위해 슬라이더와 동일한 색상의 금속 풀탭이나 얇은 원단 풀탭을 사용하며, 피부 접촉 시 이질감을 줄이기 위해 끝단을 안으로 접어 박는 방식을 취한다.
- 소매 커프스(Cuffs): 활동 시 걸림을 방지하기 위해 논락(Non-lock) 슬라이더와 짧은 소프트 풀탭을 조합한다.
-
가방 및 백팩 (Bags & Backpacks):
- 메인 컴파트먼트: 고하중을 견뎌야 하므로 20/3 이상의 굵은 실을 사용하여 이중 바택 처리를 한다. 특히 백팩 어깨끈 연결부 인근 지퍼는 비틀림 강도가 높아야 하므로 웨빙 풀탭 내부에 보강재(Non-woven interlining)를 삽입한다.
- 오거나이저 포켓: 빈번한 개폐가 발생하므로 마찰 내구성이 강한 나일론 본딩사를 사용한다.
-
신발 (Footwear):
- 힐 탭(Heel Tab): 착화 시 체중의 일부가 가해지는 인장력을 견뎌야 하므로, 일반 바택 외에도 'X'자 형태의 박스 스티치(Box Stitch) 보강이 추가되는 경우가 많다.
-
업종별 특화 사양:
- 스포츠웨어: 땀과 수분에 의한 부식을 방지하기 위해 플라스틱/TPU 소재를 선호하며, 야간 시인성을 위해 반사사(Reflective Thread)를 혼용한 웨빙 풀탭을 적용한다.
- 정장 및 고급 의류: 금속 풀탭의 노출을 최소화하기 위해 지퍼 가라지(Zipper Garage)와 결합하며, 풀탭 자체를 본체 원단으로 감싸는 'Self-fabric Puller' 기법을 사용한다. (SPI 14-16의 정밀 본봉 필요)
¶ 주요 결함 및 해결 방안 (Troubleshooting)
-
인장 파손 (Pull-off Failure) - 현상: 사용 중 풀탭이 슬라이더에서 빠지거나 봉제 부위가 뜯어짐. - 해결: 바택(Bartack)의 침수(Stitch count)를 42바늘 이상으로 증강하고, 봉제 폭을 2.5mm 이상으로 설정. "현장 팁: 바택의 가로 폭보다 세로 밀도를 먼저 확인하라. 밀도가 낮으면 실 사이로 원단 조직이 빠져나온다."
-
슬라이더 작동 간섭 (Slider Jamming) - 현상: 풀탭 연결부의 원단 두께로 인해 슬라이더가 지퍼 체인 위에서 원활하게 움직이지 않음. - 해결: 연결 부위의 원단을 피할(Skiving) 처리하거나, 고밀도 박지 웨빙으로 교체하여 벌크(Bulk)를 감소시킴. 슬라이더 크라운의 내경(Inner Diameter)과 풀탭 두께의 공차를 0.3mm 이내로 관리할 것.
-
도금 박리 및 부식 (Plating Peel-off) - 현상: 금속 풀탭의 마찰 부위 도금이 벗겨지거나 염분에 의해 부식됨. - 해결: 염수 분무 테스트(Salt Spray Test) 48시간 이상 통과 제품 사용. 전착 도장(ED Finish) 또는 고품질 락커 코팅 적용. 니켈 프리(Nickel-free) 사양 준수 확인.
-
봉제 뒤틀림 (Twisting/Misalignment) - 현상: 바택 봉제 시 풀탭이 중심축에서 벗어나 사선으로 고정됨. - 해결: 전용 지그(Jig) 또는 클램프(Clamp)를 제작하여 위치를 물리적으로 고정한 후 봉제 진행. "현장 노하우: 노루발 바닥에 고무판을 부착하여 미끄러짐을 방지할 것."
-
열 변형 및 이염 (Heat Deformation & Migration) - 현상: 프레싱 공정 중 TPU 풀탭이 녹거나, 풀탭의 염료가 원단으로 이염됨. - 해결: 내열 패드(Teflon Sheet) 사용. 승화 이염 테스트(Sublimation Test)를 거친 부자재 선정. 특히 형광색 TPU 풀탭은 이염에 매우 취약하므로 차단층(Barrier layer)이 포함된 소재를 사용해야 함.
-
실 끊어짐 (Thread Breakage) - 현상: 고속 바택 봉제 시 바늘 열로 인해 실이 녹거나 끊어짐. - 해결: 티타늄 코팅 바늘(DP×17KN) 사용 및 바늘 냉각 장치(Needle Cooler) 가동. 봉제 속도를 2,500 spm 이하로 하향. 실에 실리콘 오일을 도포하는 것도 효과적임.
-
화학적 규제 미달 (Compliance Failure) - 현상: 아동용 제품에서 프탈레이트(Phthalates) 또는 납(Lead) 성분 검출. - 해결: CPSIA 및 REACH 기준 준수 증명서(COC) 확인. 특히 PVC 소재 풀탭은 사용을 금지하고 TPU 또는 실리콘으로 대체.
¶ 품질 검사 기준 (QC Standards)
- 인장 강도 테스트 (Pull Test): ASTM D2061 기준에 의거, 성인용 90N(약 9kgf), 아동용 70N 이상의 힘으로 10초간 유지 시 파손이 없어야 함. (고하중 가방의 경우 150N 이상 요구되기도 함)
- 반복 작동 테스트 (Reciprocating Test): 지퍼 왕복 시험기에서 500회 이상 작동 후 연결부 마모 및 유격 확인.
- 니들 디텍터 검사 (Needle Detector): 금속 풀탭의 경우 비자성(Non-magnetic) 합금을 사용하여 검침기 오작동을 방지해야 함. (검침기 감도 1.0mm~1.2mm Fe 기준 통과 필수)
- 외관 검사: 로고 각인의 선명도, 버(Burr) 발생 여부, 색상 일치도(D65 표준 광원 하 Delta E 1.0 이내).
- 세탁 견뢰도 (Color Fastness to Washing): ISO 105-C06 기준, 4급 이상 유지.
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 현장 은어 및 비고 |
|---|---|---|
| 한국어 (KR) | 풀탭 / 손잡이 | 지퍼 고리, 손잡이. 현장에서는 일본어 영향으로 '히키테' 혼용. |
| 일본어 (JP) | 引手 (ひきて) | 히키테(Hikite). 가장 널리 쓰이는 기술 용어. |
| 일본어 (JP) | つまみ | 쯔마미(Tsumami). 손가락으로 집는 부분이라는 의미로 사용. |
| 베트남어 (VN) | Lá kéo | 라 깨오. 정확한 풀탭 명칭. (Đầu kéo는 슬라이더 전체를 의미) |
| 중국어 (CN) | 拉片 | 라피엔(Lā piàn). 지퍼의 당기는 조각. 광동성 공장에서는 '라쇼우(拉手)'라고도 함. |
| 영어 (EN) | Puller / Tab | Zipper Puller라고도 불림. 미국 시장에서는 'Tab'을 선호. |
¶ 장비 세팅 가이드 (Technical Setting)
- 바택 패턴 최적화: 풀탭 부착 시 가로 12mm, 세로 3mm의 표준 바택을 설정하되, 원단 끝단에서 2mm 안쪽으로 위치시켜 미관과 강도를 동시에 확보한다.
- 노루발 압력(Presser Foot Pressure): 웨빙 소재 봉제 시 이송 밀림을 방지하기 위해 일반 본봉 대비 압력을 약 20% 상향 조정한다. (약 3.5kgf~4.0kgf 설정)
- 실 장력(Tension): 밑실(Bobbin) 장력을 평소보다 강하게(Towa 게이지 기준 35g) 설정하여 바택 시작점의 실 뭉침(Bird's Nest) 현상을 방지한다.
- 와이퍼(Wiper) 설정: 사절 후 실 끝이 겉으로 드러나지 않도록 와이퍼 작동 타이밍을 정밀하게 조정한다. 특히 소프트 풀탭은 실 끝이 보일 경우 소비자 클레임의 직접적인 원인이 된다.
- 바늘 냉각 (Needle Cooling): TPU나 합성수지 풀탭 봉제 시 바늘 온도가 180도 이상 올라가면 소재가 녹아 바늘 구멍이 커지므로, 에어 블로우(Air Blow) 방식의 냉각 장치를 반드시 가동한다.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목
- 슬라이더 (Slider): 풀탭이 결합되는 구동체. 오토락(Auto-lock)과 논락(Non-lock) 구분 필수.
- 바택 (Bartack): 풀탭 고정을 위한 고밀도 보강 봉제 기법. ISO 4915 Class 304.
- 스카이빙 (Skiving): 두꺼운 소재의 풀탭 부착 시 단차를 줄이기 위한 피할 공정.
- 크라운 (Crown): 슬라이더 본체 위 풀탭이 걸리는 아치형 구조물.
- 다이아몬드 (Diamond): 슬라이더 내부에서 지퍼 체인을 분리하는 쐐기형 부품.
¶ 소재별 봉제 특성 및 호환성
풀탭의 소재에 따라 재봉기의 세팅과 부자재의 조합이 달라져야 한다.
- 나일론 웨빙 (Nylon Webbing): - 특성: 인장 강도가 매우 높으나 절단면의 올 풀림이 심함. - 공정 포인트: 반드시 열 재단(Hot Cut)을 통해 끝단을 멜팅 처리한 후 봉제해야 함. 바늘은 DP×17 #16~#19 권장.
- TPU 사출 풀탭 (TPU Injected): - 특성: 유연하고 그립감이 좋으나 열에 취약함. - 공정 포인트: 바택 시 바늘 열에 의한 소재 녹음 현상을 방지하기 위해 실리콘 오일(Silicone Oil)을 실에 도포하거나 바늘 냉각 장치를 사용함.
- 천연 가죽 (Genuine Leather): - 특성: 고급스러우나 두께가 일정하지 않고 바늘 구멍이 남음. - 공정 포인트: 칼날 바늘(LR needle)을 사용하여 가죽 조직을 깨끗하게 절개하며 봉제해야 실 끊어짐이 없음. 본봉 시 SPI 8-10으로 넓게 설정하여 가죽이 찢어지는 '우표 점선 효과'를 방지함.
¶ 국가별 공장 실무 및 관리 포인트
- 한국 (Korea): 소량 다품종 고품질 생산 위주. 풀탭의 로고 방향, 실 색상의 정확한 매칭(DTM - Dye To Match)에 매우 엄격함. 주로 숙련공이 수동 바택기를 사용하여 정밀하게 작업하며, 마감 실밥 처리에 대한 기준이 매우 높음.
- 베트남 (Vietnam): 글로벌 브랜드의 대량 생산 기지. 품질 표준화(SOP)가 잘 되어 있으며, 풀탭 부착 전용 지그(Jig)를 사용하여 초보자도 일정한 위치에 봉제할 수 있도록 시스템화함. 검침기(Needle Detector) 통과 여부를 공정 중간에 수시로 체크함.
- 중국 (China): 부자재 공급망이 공장 인근에 밀집되어 있어 풀탭의 커스텀 제작 속도가 매우 빠름. 최근에는 자동 풀탭 조립기(Automatic Slider Assembly Machine)를 도입하여 인건비를 절감하고 생산성을 극대화하는 추세임. 현장에서는 '라피엔(拉片)'의 두께 편차로 인한 슬라이더 불량을 방지하기 위해 입고 검사 시 마이크로미터로 두께를 측정함.
¶ 유지보수 및 기계 관리 (Maintenance)
- 바택기 루퍼(Looper) 점검: 풀탭 봉제는 두꺼운 부위를 고속으로 타격하므로 루퍼 끝단이 마모되기 쉽다. 주 1회 현미경 검사를 통해 루퍼 끝의 손상을 확인하고 연마해야 한다.
- 침판(Needle Plate) 관리: 바늘이 굴절되어 침판 구멍을 때릴 경우, 발생한 버(Burr)가 실을 긁어 보풀을 유발한다. 풀탭 부착 공정에서는 특히 침판 구멍이 작은 사양을 사용하여 원단 밀림을 방지해야 한다.
- 급유 시스템: 고속 바택 시 발생하는 열을 식히기 위해 자동 급유 시스템의 오일 흐름이 원활한지 매일 작업 전 확인한다.
¶ 글로벌 컴플라이언스 및 지속가능성
- GRS (Global Recycled Standard): 최근 아웃도어 브랜드에서는 재활용 폴리에스터 웨빙이나 재활용 TPU를 사용한 풀탭 채택을 늘리고 있다. 이 경우 일반 소재보다 인장 강도가 10-15% 낮을 수 있으므로 바택 땀수를 보강해야 한다.
- OEKO-TEX Standard 100: 피부에 직접 닿는 의류용 풀탭의 경우 유해 물질 미검출 인증이 필수적이다. 특히 금속 풀탭의 코팅제에서 포름알데히드나 아조 염료가 검출되지 않도록 관리해야 한다.
¶ 기술적 결론
풀탭은 단순한 지퍼의 연장선이 아니라, 제품의 내구성과 사용자 경험을 결정짓는 정밀 부품이다. 설계 단계에서부터 슬라이더와의 기계적 호환성을 검토하고, 생산 단계에서는 소재별 특성에 맞는 재봉기 세팅(장력, 속도, 바늘)을 준수해야 한다. 특히 자동화 생산이 가속화되는 추세 속에서도 바택의 밀도와 위치 정밀도는 최종 제품의 품질을 좌우하는 핵심 지표로 남을 것이다. 현장 관리자는 인장 강도 테스트와 검침기 통과 여부를 상시 모니터링하여 공정 불량을 사전에 차단해야 한다.