리버스지퍼 (Reverse Zipper / khóa kéo ngược / 裏使いファスナー)
¶ 개요 (Introduction)
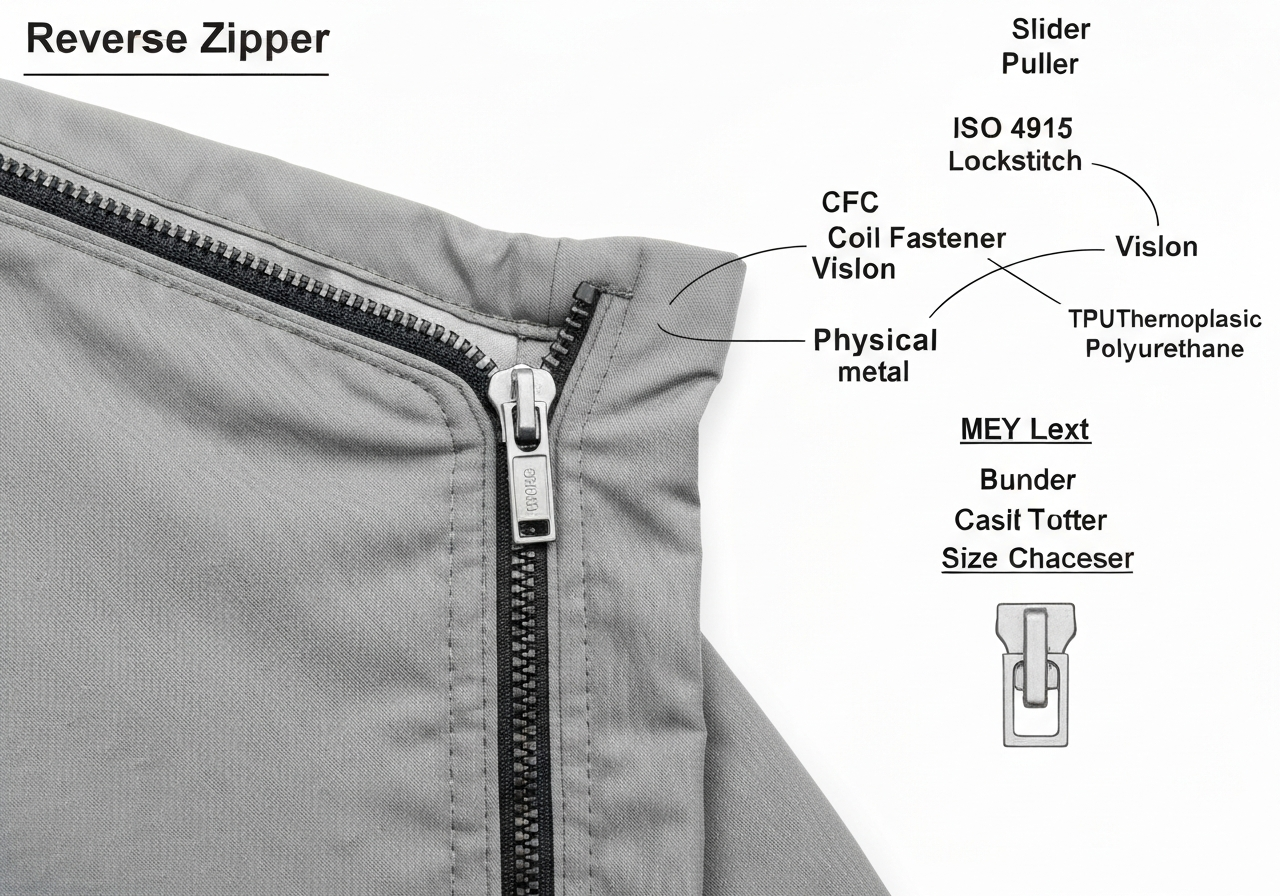
리버스지퍼(Reverse Zipper)는 지퍼의 핵심 구성 요소인 이빨(Elements/Teeth)이 제품의 안쪽(Back side)을 향하도록 뒤집어서 설계 및 봉제된 지퍼 시스템을 말한다. 일반적인 지퍼(Standard Zipper)는 코일이나 이빨이 외부로 노출되어 시각적 포인트가 되지만, 리버스지퍼는 지퍼 테이프의 평평한 면(Back side of tape)이 겉으로 노출되어 시각적으로 매우 깔끔하고 미니멀한 외관을 제공한다.
산업적 중요성 및 메커니즘: 리버스지퍼의 핵심은 '노출의 최소화'와 '기능적 보호'의 결합에 있다. 일반 지퍼가 이빨의 맞물림을 통해 강한 체결력을 시각적으로 드러내는 반면, 리버스지퍼는 코일의 매끄러운 뒷면을 전면에 배치함으로써 원단과의 일체감을 극대화한다. 이는 단순히 심미적인 선택을 넘어, 아웃도어 환경에서 나뭇가지나 바위 등 외부 돌출물에 지퍼 이빨이 걸려 파손되는 '치명적 결함'을 물리적으로 방지하는 구조적 이점을 갖는다. 2000년대 초반 고기능성 아웃도어 브랜드(Arc'teryx, Patagonia 등)가 미니멀리즘과 방수 성능을 강조하며 도입한 이후, 현재는 스포츠웨어와 프리미엄 가방 산업의 표준 사양으로 자리 잡았다. 대체 기법인 '지퍼 덮개(Zipper Placket)' 방식과 비교했을 때, 리버스지퍼는 추가 원단 소요가 없고 공정이 단순하며 제품의 전체 중량을 줄일 수 있다는 확연한 장점이 있어 경량화가 핵심인 현대 제조 공정에서 우선적으로 선택된다.
¶ 기술적 정의 및 구조 (Technical Definition & Structure)
리버스지퍼는 물리적으로 슬라이더(Slider)의 구조가 일반 지퍼와 반대로 설계되어 있다. 일반 지퍼 슬라이더는 이빨이 있는 앞면에서 작동하지만, 리버스 슬라이더는 테이프의 뒷면에서 이빨을 맞물리게 하는 '풀러(Puller) 위치의 반전'이 핵심이다.
- ISO 4915 분류: 주로 Class 301 (Lockstitch) 본봉 스티치를 사용하여 원단에 부착된다.
- 주요 소재: 대부분 나일론 코일(CFC, Coil Fastener) 지퍼에 적용되며, 비슬론(Vislon)이나 금속 지퍼에는 구조적 특성상(이빨의 높이 및 슬라이더 간섭) 드물게 적용된다.
- 방수 처리: 테이프 표면에 TPU(Thermoplastic Polyurethane) 또는 PU 코팅을 입혀 방수 기능을 극대화하는 경우가 많으며, 이를 흔히 '방수지퍼'라고 통칭하기도 한다.
물리적·기계적 작동 원리: 리버스지퍼의 작동은 슬라이더 내부의 '다이아몬드(Diamond)'라 불리는 가이드 부품이 코일의 뒷면(평평한 면)을 타고 흐르며, 내부에서 이빨을 맞물리게 하는 원리이다. 이때 슬라이더의 플랜지(Flange) 높이는 일반 지퍼보다 미세하게 높게 설계되어 테이프의 두께를 수용한다.
역사적 배경 및 지역별 인식: 초기 지퍼 산업에서 코일의 뒷면 노출은 '불량' 혹은 '미완성'으로 간주되었으나, 90년대 후반 일본 YKK가 'Reverse Mount' 사양을 표준화하면서 기술적 전환점을 맞이했다. * 한국 공장: 주로 '우라즈카이'라는 일본식 은어를 사용하며, 디자인적 요소로 인식하는 경향이 강하다. * 베트남/중국 공장: 글로벌 브랜드의 OEM 생산이 많아 테크팩(Tech Pack)상의 'Reverse Coil' 명칭에 익숙하며, '방수(Waterproof)' 기능을 위한 필수 사양으로 엄격하게 관리한다. 베트남의 대형 공장에서는 자동 지퍼 부착기(Automatic Zipper Attaching Machine) 세팅 시 리버스 전용 폴더(Folder)를 별도로 구비하여 생산성을 높인다.
¶ 상세 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (Lockstitch) | 본봉 재봉 (Lockstitch) |
| 기계 유형 | 본봉 재봉기, 상하이송(Walking Foot) 미싱 | 소재 두께 및 코팅 유무에 따라 선택 |
| 추천 모델 | Juki DDL-9000C, Brother S-7300A, Juki LU-1508 | 자동 사절 및 전자 이송 제어 권장 |
| 바늘 시스템 | DB×1 (의류용 #11~#14), DP×17 (가방용 #18~#21) | 소재 밀도 및 지퍼 호수(#3, #5, #8)에 따라 가변 |
| 바늘 끝 형태 | RG (Standard Round), FFG (Ball Point) | 코팅 원단 및 테이프 섬유 손상 방지 |
| 일반 SPI | 10 - 14 SPI (의류), 6 - 10 SPI (가방/잡화) | 땀수가 너무 높으면 테이프 천공(Perforation) 위험 |
| 실 구성 | 바늘실: 코아사 #30~#60 / 밑실: 코아사 #30~#60 | 고강력 폴리에스터사(High Tenacity Poly) 권장 |
| 최대 봉제 속도 | 2,500 - 4,000 spm | 코팅 지퍼의 경우 마찰열에 의한 코팅 녹음 주의 |
| 적합 원단 | 기능성 합성 섬유, TPU 코팅 원단, 고밀도 폴리에스터 | 신축성 원단(Stretch)은 실크 심지 부착 필수 |
| 밑실 장력 (Towa) | 20 - 25g (의류), 30 - 40g (가방) | 미검증 (현장 경험치 기준, 소재별 상이) |
| 프레싱 온도 | 120°C - 140°C (TPU 코팅 기준) | 고온 시 코팅 변색, 박리 및 슬라이더 자국 주의 |
| 지퍼 호수(Size) | #3, #5 (의류 메인), #8, #10 (중량물 가방) | 리버스는 주로 #3, #5 코일 지퍼에서 가장 안정적 |
¶ 주요 적용 분야 (Applications)
- 고기능성 아웃도어: 하드쉘 자켓의 메인 프런트 지퍼, 겨드랑이 벤틸레이션(Ventilation) 지퍼, 가슴 부위의 웰딩 포켓(Welded Pocket). 심실링(Seam Sealing) 공정과 결합하여 완전 방수를 구현한다.
- 스포츠웨어: 러닝복의 후면 허리 포켓, 사이클링 저지의 뒷주머니(Rear Pockets), 축구 트레이닝 탑의 1/4 지퍼 라인. 피부 마찰을 최소화하고 활동성을 높인다.
- 가방 및 액세서리: 백팩의 전면 보조 포켓, 노트북 슬리브의 입구, 여행용 캐리어의 확장용 지퍼. 지퍼 이빨이 외부 물체에 걸려 파손되는 것을 방지한다.
- 전술 장비 (Tactical Gear): 모래나 먼지가 지퍼 이빨 사이에 끼는 것을 방지하기 위해 군용 배낭, 탄창 파우치, 전술 조끼의 유틸리티 포켓에 적용한다.
- 인테리어: 미니멀한 디자인이 강조되는 소파 커버, 쿠션, 자동차 시트 백포켓.
용도별 상세 사양 차이: 1. 아웃도어 쉘(Shell): 극한의 방수 성능이 요구되므로 #3 또는 #5 사이즈의 TPU 코팅 리버스지퍼를 사용한다. SPI는 12-14로 촘촘하게 설정하여 심실링 테이프가 바늘구멍을 완벽히 덮을 수 있도록 한다. 실은 주로 #60 고강력 폴리에스터사를 사용한다. 2. 중량물 가방(Heavy-duty Bags): 1000D 코듀라(Cordura) 등 두꺼운 원단에 적용 시 #8 또는 #10 사이즈의 대형 리버스지퍼를 사용한다. 이때 SPI는 8-10으로 낮추어 테이프의 물리적 강도를 유지하며, 실은 #30 이상의 두꺼운 코아사를 사용하여 내구성을 확보한다. 3. 정장 및 캐주얼: 디자인적 미니멀리즘을 위해 슬랙스의 뒷주머니나 셔츠의 히든 포켓에 적용된다. 이때는 코팅이 없는 일반 나일론 리버스지퍼를 사용하여 원단과의 이질감을 줄인다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
-
슬라이더 주행 불량 (Slider Jamming)
- 원인: 지퍼 테이프 끝단의 잔사(실밥)나 안감이 슬라이더 입구에 끼임. 리버스 구조는 안감이 이빨과 인접해 있어 일반 지퍼보다 안감이 더 잘 끼는 경향이 있음.
- 해결: 봉제 시 안감과의 간격을 최소 3mm 이상 유지하고, '지퍼 가이드 노루발'을 사용하여 일정한 간격을 확보한다.
-
테이프 퍼커링 (Puckering/Waving)
- 원인: 신축성이 없는 지퍼 테이프와 신축성이 있는 원단 간의 이송 불균형. 특히 얇은 기능성 원단에서 빈번함.
- 해결: 상하 이송(Walking Foot) 기계를 사용하거나, 노루발 압력을 최적화하고 차동 이송 기능을 조절한다. 필요시 지퍼 부착 부위에 수용성 테이프나 실크 심지를 부착한다.
-
방수 코팅 박리 및 열 손상 (Coating Peeling)
- 원인: 슬라이더의 반복 마찰 또는 시아게(Finishing) 공정 중 고온 프레싱에 의한 TPU 코팅 녹음.
- 해결: 120°C 이하의 저온 프레싱을 준수하며, 슬라이더 통과 시 과도한 압력이 가해지지 않도록 다림질용 보호 패드를 사용한다.
-
지퍼 이빨 이탈 및 터짐 (Element Dislodgement)
- 원인: 곡선 구간 봉제 시 지퍼 테이프를 과도하게 당겨 이빨 사이 간격이 벌어짐.
- 해결: 곡선 부위 봉제 시 지퍼 테이프에 적절한 여유분(Ease)을 주어 이빨에 가해지는 장력을 분산시키고, 곡률이 심한 경우 지퍼 테이프에 가위집(Notch)을 넣어 장력을 해소한다.
-
스티치 사행 (Stitch Deviation)
- 원인: 리버스지퍼의 평평한 표면으로 인해 봉제 기준선을 잡기 어려워 스티치가 삐뚤어짐.
- 해결: 마그네틱 가이드 또는 지퍼 전용 외발 노루발(Hinged Cording Foot)을 사용하여 봉제 라인의 직선도를 확보한다.
현장 노하우 - "이런 증상이면 여기를 먼저 확인하라": * 증상: 지퍼가 물결치듯 우는 현상(Waving) → 확인: 재봉기의 톱니 높이가 너무 높지 않은지(0.8mm 이하 권장), 혹은 노루발 압력이 너무 강해 지퍼 테이프를 밀어내고 있지 않은지 확인한다. * 증상: 바늘구멍 주위 코팅이 하얗게 일어남 → 확인: 바늘 열(Needle Heat)에 의한 코팅 손상이다. 봉제 속도를 2,500spm 이하로 낮추거나, 바늘 냉각 장치(Needle Cooler)를 가동한다. * 증상: 슬라이더가 뻑뻑함 → 확인: 리버스지퍼 전용 슬라이더가 맞는지 확인한다. 일반 슬라이더를 강제로 끼울 경우 내부 간격 차이로 인해 테이프가 깎일 수 있다.
¶ 품질 검사 기준 (Quality Control)
- 개폐 원활성 (Operability): 슬라이더를 10회 이상 반복 작동 시 걸림이나 끊김이 없어야 하며, 슬라이딩 저항값이 일정해야 함 (ASTM D2062 테스트 준용).
- 봉제 직선도 (Stitch Straightness): 지퍼 테이프 끝단에서 스티치 라인까지의 간격이 전 구간에서 ±0.5mm 이내여야 함.
- 부착 강도 (Attachment Strength): 지퍼 테이프와 본체 원단 사이의 인장 강도가 바이어 스펙(통상 15kgf 이상)을 충족해야 함.
- 외관 평탄도 (Flatness): 지퍼 부착 후 원단이 울거나 뒤틀리는 '트위스트(Twist)' 현상이 없어야 하며, 지퍼가 파도치는 현상이 없어야 함.
- 방수 성능 (Water Resistance): 코팅 리버스지퍼의 경우, 봉제선 부위에 심실링 처리가 완벽한지 수압 테스트(Hydrostatic Head Test)를 통해 검증함.
- 색상 견뢰도 (Color Fastness): 지퍼 테이프와 코팅면의 색상이 세탁 및 마찰 후에도 원단에 이염되지 않아야 함.
¶ 공장 실무 은어 및 국가별 명칭
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 리버스, 역지퍼 | Reverse | 현장에서 가장 흔히 쓰이는 명칭 |
| 한국어 (KR) | 우라즈카이 | Urazukai | 일본어 유래 은어 (裏使い, 뒷면 사용) |
| 일본어 (JP) | 裏使いファスナー | Urazukai Fastener | 지퍼 테이프 뒷면을 겉으로 사용함 |
| 베트남어 (VN) | khóa ngược | khoa nguoc | '거꾸로 된 지퍼'라는 의미 |
| 중국어 (CN) | 反装拉链 | Fǎnzhuāng lāliàn | '반대로 장착된 지퍼'라는 의미 |
| 영어 (EN) | Reverse Coil Zipper | Reverse Coil | 코일 지퍼를 뒤집어 사용하는 기술적 명칭 |
| 영어 (EN) | Inverted Zipper | Inverted | 주로 미주권 바이어가 사용하는 용어 |
¶ 장비 세팅 및 봉제 가이드 (Equipment Setup)
- 노루발 선택: 리버스지퍼는 이빨이 안쪽에 숨어 있어 일반 지퍼 노루발보다 바닥면이 평평한 '외발 노루발' 또는 '지퍼 전용 좁은 노루발(Narrow Foot)'을 사용해야 바늘 위치를 이빨에 최대한 밀착시킬 수 있다. 특히 코팅 지퍼의 경우 노루발 바닥에 테플론(Teflon) 시트를 부착하거나 NTF(Non-Teflon) 노루발을 사용하여 코팅면과의 마찰을 줄여야 한다.
- 장력 최적화: 지퍼 테이프는 일반 원단보다 밀도가 높으므로 바늘실 장력을 평소보다 10-15% 높이고, 밑실(보빈) 장력은 부드럽게 풀리도록 설정하여 스티치가 뜨는 현상을 방지한다. Towa 게이지 기준 밑실 장력은 20-25g이 적당하다.
- 바늘 선택: 방수 코팅(TPU/PU)이 된 리버스지퍼 봉제 시 바늘 열로 인해 코팅이 녹아 바늘에 달라붙을 수 있다. 이를 방지하기 위해 티타늄 코팅 바늘(KN 타입) 또는 실리콘 오일 패드 사용을 강력히 권장한다. 바늘 끝은 코팅막을 찢지 않고 밀고 들어가는 FFG(Ball Point) 타입을 권장한다.
- 이송 톱니 조정: 지퍼 테이프 뒷면에 톱니 자국이 남으면 외관 품질이 저하된다. 미세 톱니(Fine-pitch Feed Dog)를 사용하고, 톱니 높이를 0.8mm 정도로 낮게 설정하여 원단 손상을 방지한다.
¶ 공정 흐름도 (Process Flowchart)
¶ 기술 비교: 리버스지퍼 vs 콘실지퍼 (Conceal Zipper)
많은 현장 입문자들이 리버스지퍼와 콘실지퍼를 혼동하지만, 기술적으로 명확한 차이가 있다.
- 구조적 차이: 리버스지퍼는 코일의 뒷면이 보이지만, 콘실지퍼는 봉제 후 지퍼 테이프 자체가 원단 사이로 완전히 숨겨져 스티치조차 보이지 않는다.
- 슬라이더: 리버스지퍼는 일반 슬라이더의 구조를 뒤집은 형태이나, 콘실지퍼는 테이프 사이를 벌리며 지나가는 특수 형상의 슬라이더를 사용한다.
- 용도: 리버스지퍼는 '기능성/스포티'한 외관을 위해, 콘실지퍼는 원피스나 스커트 등 '여성복/정장'의 깔끔한 마감을 위해 사용된다.
- 봉제 난이도: 리버스지퍼는 일반 본봉기로도 충분히 가능하지만, 콘실지퍼는 전용 '홈 노루발'이 필수적이며 곡선 부위 봉제가 훨씬 까다롭다.
¶ 관련 항목 및 참조 (Related Items)
- 방수지퍼 (Water-repellent Zipper): 리버스지퍼 구조에 TPU 코팅을 더해 수분 침투를 막는 지퍼의 총칭.
- 콘실지퍼 (Concealed Zipper): 봉제 후 지퍼 자체가 완전히 보이지 않게 설계된 지퍼.
- 지퍼 노루발 (Zipper Foot): 지퍼 이빨 옆을 바짝 붙여 봉제할 수 있도록 설계된 전용 노루발.
- 심실링 테이프 (Seam Sealing Tape): 리버스지퍼 봉제선 안쪽에 부착하여 바늘구멍을 통한 누수를 막는 테이프.
- YKK / SBS / Coats: 글로벌 지퍼 및 부자재 표준 제조사.
- ASTM D2062: 지퍼의 작동성 및 내구성에 관한 국제 표준 테스트 방법.
- ISO 16827: 지퍼의 물리적 특성 및 성능 요구 사항에 관한 국제 표준.