
¶ 개요
라운드 포인트 바늘(Round Point Needle)은 산업용 재봉기에서 가장 표준적으로 사용되는 바늘 끝(Point) 형태입니다. 기술적으로는 'R' 포인트로 분류되며, 끝이 원추형(Conical shape)으로 날카롭게 다듬어져 있어 직물(Woven fabric)의 경사와 위사 사이를 정교하게 파고드는 특성을 가집니다. 니트용 볼 포인트(Ball Point)와 달리 섬유를 밀어내기보다는 관통하는 힘이 강해, 직조 밀도가 높은 일반 직물 봉제에 최적화되어 있습니다.
산업 현장에서 라운드 포인트 바늘은 '침투력의 표준'으로 통합니다. 직물은 경사와 위사가 90도로 교차하며 치밀한 구조를 이루는데, 라운드 포인트는 이 교차점(Crossover points)을 정확하게 타격하여 실 사이의 빈틈을 가르고 들어갑니다. 이는 절삭형 바늘(Cutting Point)처럼 원단을 자르지 않으면서도, 볼 포인트처럼 원단을 밀어내어 발생하는 구멍의 확장을 억제하는 균형 잡힌 메커니즘을 제공합니다.
대체 기법인 볼 포인트(SES, SUK)와 비교했을 때, 라운드 포인트는 고속 봉제 시 바늘의 직진성이 우수하며, 두꺼운 직물이나 풀먹임(Starching) 처리가 된 뻣뻣한 원단에서도 바늘 휨(Deflection) 현상이 적습니다. 따라서 셔츠, 바지, 가방, 산업용 필터 등 형태 안정성이 중요한 대부분의 직물 제품 생산에서 1순위로 선택되는 바늘입니다. 전 세계 의류 생산 라인의 약 75% 이상이 이 라운드 포인트 바늘을 기본 사양으로 채택하고 있습니다.
¶ 정의 및 메커니즘
라운드 포인트 바늘은 바늘의 끝부분이 대칭적인 원뿔 모양을 하고 있습니다. 봉제 시 바늘이 하강하며 원단의 실 가닥(Yarn) 사이를 벌리고 들어가 루프(Loop)를 형성합니다.
- 물리적 특성: 바늘 끝이 매우 미세하게 둥글게 처리되어 있어(Sharp but slightly rounded at the very tip), 직물의 조직을 손상시키지 않으면서도 고속 봉제 시의 저항을 최소화합니다.
- 표준 규격: Schmetz, Groz-Beckert 등 주요 바늘 제조사에서 'R' 타입으로 명시하며, 별도의 표기가 없는 일반 바늘은 대부분 이 라운드 포인트를 의미합니다.
물리적·기계적 상호작용: 라운드 포인트 바늘이 원단을 관통할 때, 바늘 끝의 곡률 반경(Radius of the tip)은 보통 0.02mm에서 0.04mm 사이로 유지됩니다. 이 미세한 곡률은 바늘이 섬유 가닥을 직접 타격했을 때 실을 끊지 않고 옆으로 살짝 비껴가게 만드는 완충 역할을 합니다. 바늘이 하강함에 따라 바늘의 몸체(Blade)가 원단 구멍을 확장시키는데, 이때 발생하는 마찰 저항은 바늘의 표면 처리(크롬 도금 등)와 바늘 홈(Long Groove)의 설계에 의해 결정됩니다.
유사 기법과의 차이점: 1. 볼 포인트(Ball Point): 끝이 더 뭉툭하여 니트 조직의 코(Loop)를 터뜨리지 않고 밀어냅니다. 라운드 포인트로 니트를 봉제하면 '런(Run)' 현상(올 풀림)이 발생할 확률이 높습니다. 2. 커팅 포인트(Cutting Point): 가죽이나 비닐처럼 조직이 없는 소재를 위해 끝이 칼날 형태로 되어 있습니다. 직물에 이를 사용하면 경/위사가 잘려나가 봉제 강도가 급격히 저하됩니다.
역사적 배경 및 현장 인식: 라운드 포인트는 19세기 중반 이삭 싱어(Isaac Singer)가 재봉기를 대중화하던 시기부터 직물 봉제의 표준으로 정립되었습니다. - 한국 공장: '하리(針)'라는 일본식 용어와 함께 '일반 바늘'로 통칭하며, 정밀한 땀수를 위해 Schmetz나 Organ 브랜드를 선호하는 경향이 있습니다. - 베트남 공장: 'Kim đầu tròn'이라 부르며, 대량 생산 라인에서는 내구성이 검증된 Groz-Beckert의 점유율이 압도적입니다. 현장 기술자들은 바늘 끝의 마모 상태를 손톱으로 긁어 확인하는 전통적인 방식을 고수합니다. - 중국 공장: '圆头针'으로 불리며, 최근에는 고속 봉제 시 열 발생을 억제하는 티타늄 코팅 바늘의 사용 비중이 급격히 늘고 있습니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 포인트 유형 | R (Standard Round Point) | 직물용 표준 |
| 스티치 분류 (ISO 4915) | Class 101, 301, 401, 504, 514, 602 | 전 공정 범용 |
| 적용 기계 유형 | 본봉(Lockstitch), 오버록(Overlock), 인터록, 체인스티치 | 산업용 전 기종 |
| 주요 장비 모델 | Juki DDL-9000C, Brother S-7300A, Siruba 700K, Pegasus MX | 실제 공정 투입 모델 |
| 바늘 시스템 | DB×1, DP×5, DC×27, TV×7, UY128GAS, TQ×1 | 기종별 상이 |
| 바늘 번수 (Size) | Nm 60/8 ~ Nm 130/21 | 원단 중량에 따라 선택 |
| 일반 SPI 범위 | 7 ~ 22 SPI | 땀수 조절 가능 |
| 최대 봉제 속도 | 5,000 ~ 8,500 SPM | 고속 회전 대응 가능 |
| 바늘 재질 | 고탄소강 (High Carbon Steel) | 크롬 또는 티타늄 코팅 |
| 밑실 장력 (Towa) | 20 ~ 35 gf (본봉 기준) | 원단 및 실 종류에 따라 가변 |
| 바늘 끝 곡률 | 0.02mm ~ 0.04mm | 정밀 측정 기준 |
¶ 적용 분야 (상세)
- 의류 제조 (Apparel):
- 경량 직물: 실크, 타프타, 셔츠용 팝린(Poplin) 봉제. 주로 Nm 65/9 ~ 75/11 사용. 얇은 바늘을 사용하여 바늘 구멍에 의한 원단 손상을 방지합니다.
- 중량 직물: 트윌(Twill), 옥스퍼드, 치노 팬츠, 정장 상의 합봉. Nm 80/12 ~ 90/14가 표준입니다.
- 데님/캔버스: 청바지의 요크(Yoke), 인심(Inseam) 및 가방 본체 합봉. Nm 100/16 ~ 130/21 사용. 고속 봉제 시 바늘이 휘지 않도록 두꺼운 번수를 선택합니다.
- 비의류 제조 (Non-Apparel):
- 가방/잡화: 나일론 백팩(420D, 1680D), 캔버스 토트백, 지퍼 테이프 부착 공정. 가방의 경우 보강재(심지)가 포함되어 관통 저항이 높으므로 라운드 포인트의 강한 관통력이 필수적입니다.
- 산업용 자재: 자동차 시트 커버(직물), 필터 백, 텐트 및 차양막. 대형 텐트의 경우 Nm 140 이상의 굵은 라운드 포인트 바늘이 사용되기도 합니다.
- 홈 텍스타일: 커튼, 침구류(이불 커버, 베개), 테이블보의 단처리(Hemming).
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 원단 손상 및 올 풀림 (Fabric Damage/Yarn Severance) - 원인: 바늘 끝이 마모되어 날카로움을 잃거나, 직조 밀도가 너무 높은 원단에 굵은 바늘을 사용함. - 현장 노하우: 바늘 끝을 손가락 끝으로 살짝 만졌을 때 까칠한 느낌(Burr)이 있다면 즉시 교체하십시오. 또한, 고밀도 원단(예: 고밀도 나일론)에서는 라운드 포인트 대신 미세 볼 포인트(SES)를 사용하면 실 끊김 현상을 줄일 수 있습니다.
- 땀뜀 (Skipped Stitches) - 원인: 바늘이 고속 회전 시 휘어지거나(Deflection), 가마(Hook)와 바늘 사이의 간극(Clearance)이 0.1mm 이상 벌어짐. - 해결: 바늘의 직진도를 점검(유리판 위에서 굴려 확인)하고, 가마/루퍼 타이밍을 재설정하십시오. 표준 간격은 0.05mm입니다. 두꺼운 부위 통과 시 땀뜀이 발생하면 바늘 번수를 한 단계 높이십시오.
- 실 끊어짐 (Thread Breakage) - 원인: 바늘 구멍(Eye) 내부의 마찰열로 인해 합성사가 녹거나, 바늘 홈(Groove)에 실이 끼임. - 해결: 티타늄 코팅(TN) 바늘을 사용하여 마찰열을 줄이십시오. 바늘 냉각 장치(Needle Cooler)를 설치하거나 실에 실리콘 오일을 도포하는 것도 효과적입니다.
- 퍼커링 (Seam Puckering) - 원인: 바늘이 원단을 관통할 때 섬유를 과도하게 밀어내어 발생하는 구조적 퍼커링(Displacement Puckering). - 해결: 가능한 가장 가는 바늘(Nm 60~70)을 사용하고, 노루발 압력과 실 장력을 최소화하십시오.
- 바늘 부러짐 (Needle Breakage) - 원인: 두꺼운 교차 솔기(Cross Seam) 통과 시 바늘 강도 부족 또는 이송 톱니와의 타이밍 불일치. - 해결: 바늘 번수를 높이거나, 바늘 허리 부분이 보강된 SERV7 또는 특수 테이퍼 구조의 바늘을 사용하십시오.
¶ 품질 검사 및 관리 기준
- 바늘 끝 전수 검사: 작업 시작 전, 손가락 끝이나 스타킹 소재를 활용해 바늘 끝의 걸림(Burr) 유무를 확인합니다. 현장에서는 '스타킹 테스트'라 하여, 바늘로 스타킹을 찔렀을 때 올이 나가지 않아야 합격으로 간주합니다.
- 교체 주기 설정: 산업용 고속기(5,000 SPM 이상) 기준, 8시간(1교대) 작업 후 강제 교체를 권장합니다. 육안으로 멀쩡해 보여도 미세한 마모가 발생하여 땀 품질을 저하시킵니다.
- 바늘 파손 관리 (Needle Log): 바늘이 부러졌을 경우, 부러진 파편의 모든 조각을 찾아내어 대장에 부착해야 합니다. 이는 완제품에 바늘 파편이 혼입되는 것을 방지하기 위한 필수 공정(Metal Detection)과 연계됩니다.
- 바늘 번수 일치성: 작업지시서(Tech Pack)의 원단 사양과 실제 장착된 바늘 번수가 일치하는지 라인 리더가 상시 확인합니다. (예: 60수 3합 실에는 Nm 90~100 바늘 권장).
¶ 현장 은어 및 국가별 명칭
| 언어 | 용어 | 현장 은어/비고 |
|---|---|---|
| 한국어 (KR) | 라운드 포인트 바늘 | 하리(針), 미싱바늘, 일반바늘, R포인트 |
| 일본어 (JP) | 丸針 (Marubari) | 마루바리, 후츠바리(普通針) |
| 베트남어 (VN) | Kim đầu tròn | Kim(킴), Kim 1 kim (본봉 바늘) |
| **중국어 (CN) ** | 圆嘴针 (Yuán zuǐ zhēn) | 机针 (Jī zhēn), 缝纫机针, 圆두(Yuántóu) |
| 영어 (EN) | Round Point | R-Point, Sharp Needle |
¶ 장비 세팅 가이드
- 바늘 장착 (Needle Insertion):
- 본봉(Lockstitch): 바늘의 긴 홈(Long Groove)이 왼쪽, 스카프(Scarf)가 오른쪽(가마 방향)을 향하게 90도 각도를 유지하여 끝까지 삽입합니다. 바늘이 비뚤게 장착되면 실 끊어짐의 주원인이 됩니다.
- 오버록(Overlock): 바늘의 스카프가 뒤쪽(루퍼 방향)을 향하도록 장착합니다. 기종에 따라 바늘 높이(Needle Height) 설정이 다르므로 게이지(Gauge)를 사용하여 정확히 세팅합니다.
- 가마/루퍼 간극 (Clearance): 바늘이 최하점에서 상승하여 가마 끝(Hook Point)과 만날 때, 간격은 0.05mm ~ 0.1mm 사이로 설정하는 것이 표준입니다. 이 간격이 너무 좁으면 바늘과 가마가 충돌하여 바늘 끝이 망가지고, 너무 넓으면 땀뜀이 발생합니다.
- 노루발 압력: 라운드 포인트는 관통력이 강하므로, 원단이 들리지 않을 정도의 최소 압력으로 설정하여 이송 자국(Feed Mark)을 방지합니다. 얇은 직물일수록 압력을 낮추어야 합니다.
- 장력 조절: Towa 장력계 기준, 본봉 북집(Bobbin Case)의 장력은 일반 직물에서 25~30gf를 유지하는 것이 좋습니다.
¶ 바늘의 세부 구조와 라운드 포인트의 특성
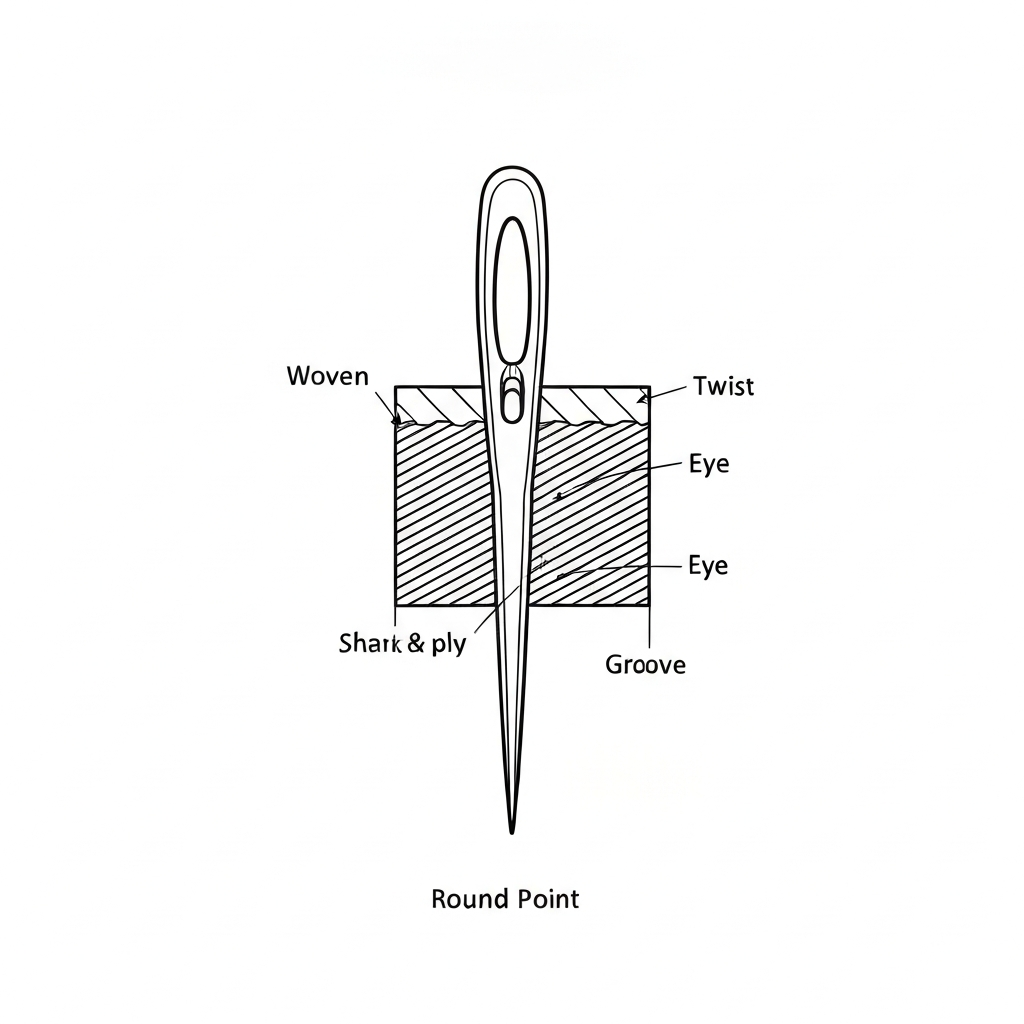
라운드 포인트 바늘의 성능을 이해하기 위해서는 바늘의 각 부위별 역할을 파악해야 합니다. 1. Shank (자루): 재봉기 바늘대에 고정되는 부분입니다. 본봉용 DB×1은 자루가 가늘고, 두꺼운 원단용 DP×5는 자루가 굵습니다. 2. Blade (침간): 바늘의 몸체입니다. 라운드 포인트 바늘은 이 부분이 매끄러운 원통형으로 설계되어 관통 저항을 줄입니다. 3. Long Groove (긴 홈): 윗실이 바늘을 따라 내려갈 때 실을 보호하는 홈입니다. 라운드 포인트 바늘의 홈은 실의 굵기보다 약 10~15% 넓게 설계되어야 실의 마찰을 최소화할 수 있습니다. 4. Eye (바늘구멍): 실이 통과하는 구멍입니다. 고품질 라운드 포인트 바늘은 이 내부가 거울처럼 매끄럽게 연마되어 있어 고속 봉제 시 실 끊어짐을 방지합니다. 5. Scarf (스카프): 바늘 뒷면의 오목한 부분으로, 가마의 끝(Hook Point)이 실을 낚아채기 위해 바늘에 최대한 밀착할 수 있도록 공간을 제공합니다. 6. Point (바늘끝): 라운드 포인트의 핵심입니다. 원추형(Conical)으로 설계되어 직물의 조직을 효과적으로 파고듭니다.
¶ 바늘 번수(Nm)와 원단/실의 상관관계 (참조표)
| 원단 종류 | 원단 중량 | 권장 바늘 번수 (Nm) | 권장 실 번수 (Ticket No.) |
|---|---|---|---|
| 시폰, 오간자 | 초경량 | 60/8 ~ 65/9 | 120수 ~ 180수 |
| 셔츠 팝린, 실크 | 경량 | 70/10 ~ 75/11 | 100수 ~ 120수 |
| 정장지, 트윌 | 중량 | 80/12 ~ 90/14 | 60수 ~ 80수 |
| 데님, 캔버스 | 후중량 | 100/16 ~ 110/18 | 20수 ~ 40수 |
| 가방용 웨빙, 텐트 | 초후중량 | 120/19 ~ 140/22 | 8수 ~ 20수 |
¶ 공정 흐름도 (Mermaid)
¶ 실전 트러블슈팅 사례 (Case Study)
사례 1: 고밀도 기능성 아웃도어 원단 봉제 시 바늘 구멍 주위 하얗게 일어남 - 증상: 검정색 고밀도 나일론 원단 봉제 시 바늘이 지나간 자리에 하얀 가루가 생기거나 원단이 미세하게 손상됨. - 진단: 라운드 포인트 바늘이 고속으로 관통하며 발생하는 마찰열로 인해 원단 코팅이나 섬유가 녹음. - 해결: 바늘 번수를 Nm 90에서 Nm 75로 낮추고, 티타늄 코팅 바늘로 교체. 봉제 속도를 20% 감속하고 바늘 냉각 장치 가동.
사례 2: 가방 합봉 공정에서 두꺼운 교차점 통과 시 바늘 부러짐 빈번 - 증상: 캔버스 3겹과 웨빙이 겹치는 구간에서 바늘이 휘거나 부러짐. - 진단: 일반 라운드 포인트 바늘의 강도가 적층된 소재의 저항을 이기지 못함. - 해결: 바늘 시스템을 표준 DB×1에서 강도가 높은 SERV7 구조의 라운드 포인트로 변경. 바늘 번수를 Nm 110으로 상향 조정.
¶ 관련 항목
- 볼 포인트 바늘 (Ball Point Needle): 니트(Knit) 원단용. 끝이 둥글어 섬유 가닥을 끊지 않고 비껴감.
- 칼바늘 (Cutting Point Needle): 가죽(Leather)용. 끝이 칼날 형태로 조직을 자르며 통과함.
- 바늘 홈 (Scarf): 가마의 끝이 실을 낚아채기 용이하도록 바늘 뒷면을 오목하게 깎아낸 부분.
- 바늘 시스템 (Needle System): 기계 기종에 따라 결정되는 바늘의 전체 길이와 자루(Shank) 두께 규격.
- 티타늄 코팅 (TN Coating): 바늘 표면에 질화티타늄을 입혀 경도를 높이고 마찰열을 줄인 고성능 바늘.
- SERV7: Groz-Beckert사의 특수 바늘 디자인으로, 바늘 휨 방지와 땀뜀 방지에 특화된 구조.
¶ 유지보수 및 보관 지침
- 습기 관리: 바늘은 고탄소강으로 제작되어 습기에 취약합니다. 녹 방지를 위해 건조한 곳에 보관하며, 개봉된 바늘은 가급적 빨리 사용합니다.
- 바늘 폐기: 부러진 바늘이나 교체된 바늘은 반드시 지정된 폐바늘 함에 수거하여 관리합니다. 이는 공장 내 안전사고 예방 및 바늘 파편 혼입 방지를 위한 ISO 품질 관리 기준의 핵심입니다.
- 정품 확인: 저가형 모조 바늘은 바늘 구멍의 연마 상태가 불량하여 실 끊어짐의 원인이 됩니다. 반드시 Schmetz, Groz-Beckert, Organ 등 검증된 브랜드의 정품을 사용하십시오.