¶ 개요
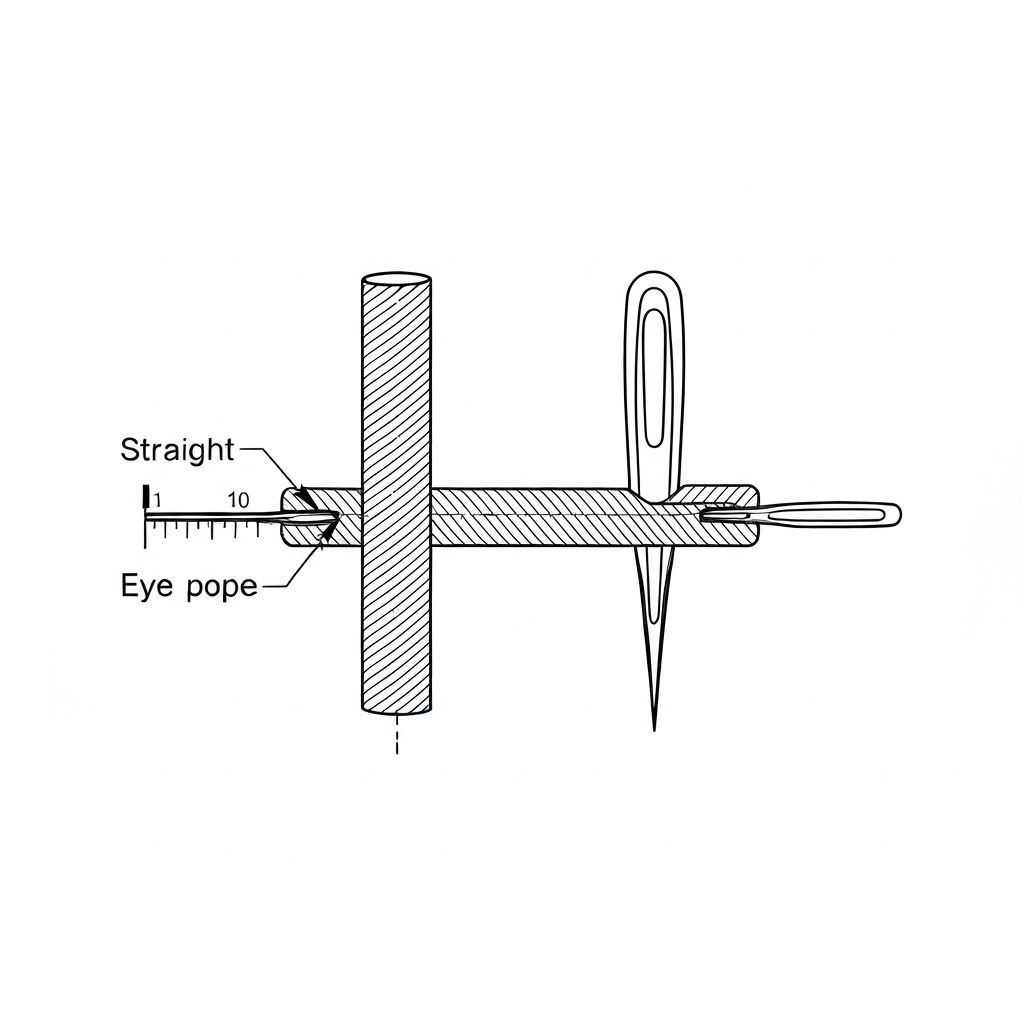
S Point(S 침)는 가죽(Leather), 합성 피혁(Synthetic Leather), 고무 및 고밀도 코팅 소재를 봉제할 때 사용하는 절삭형 바늘(Cutting Point)의 핵심 규격입니다. 바늘 끝(Tip)의 단면이 렌즈 형태(Lens-shaped)로 정교하게 연마되어 있으며, 봉제 진행 방향과 평행하게(0도 각도, 직선으로) 소재를 베어내며 바늘 구멍을 형성하는 것이 물리적 핵심입니다.
일반적인 원형 바늘(R Point)이 섬유 조직을 밀어내며 관통하는 것과 달리, S Point는 소재의 저항을 최소화하기 위해 칼날처럼 조직을 절단하며 진입합니다. 이 과정에서 형성된 직선형 절삭 홈은 봉제 시 실이 좌우로 흔들리지 않고 일직선상에 완벽하게 정렬되도록 유도합니다. 이러한 특성 때문에 ISO 4915 Class 301(본봉) 공정에서 심미적 완성도가 극도로 요구되는 장식 스티치(Topstitching) 및 고정밀 결합 공정에 필수적으로 선택됩니다.
산업 현장에서 S Point는 단순히 '구멍을 뚫는 도구'를 넘어, 제품의 '직선미'와 '내구성'을 결정짓는 기술적 지표로 간주됩니다. 특히 사선 베기(LR Point)가 주는 화려함보다는 정갈하고 보수적인 고급스러움을 강조하는 명품 브랜드의 가방 및 지갑 라인업에서 표준으로 채택됩니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (본봉), Class 401 (이중 체인스티치) | 주로 본봉(Lockstitch)에 사용 |
| 절삭 형태 | 봉제 방향과 평행한 직선 절삭 (Parallel to the seam) | 렌즈형(Lens) 단면 칼날 |
| 기계 유형 | 본봉 상하송(Walking Foot), 하이포스트(High Post), 실린더 베드 | 가죽 및 중량물 전용기 |
| 주요 모델 | Juki LU-2810, Adler 267/867, Pfaff 1245, Brother DB2-B797 | 산업용 중량물(Heavy Duty) 기종 |
| 바늘 시스템 | 134-35 S, DP×35 S, DB×1 S, 190 S, 135×17 S | 기종 및 바늘대 규격별 상이 |
| 권장 SPI | 6 - 10 SPI (2.5mm ~ 4.0mm 땀수) | 12 SPI 이상 시 소재 파손(Perforation) 위험 |
| 적합 실 | 본딩 나일론사(Bonded Nylon), 폴리에스테르 고강력사 | Tkt 10 ~ 60 (Nm 10/3 ~ 60/3) 범위 |
| 최대 봉제 속도 | 2,000 - 2,500 spm (권장 1,800 spm 이하) | 고속 시 마찰열로 인한 실 녹음 및 소재 탄화 주의 |
| 적합 소재 | 천연 가죽(소, 양, 염소), 인조 가죽(PU/PVC), 필름 코팅 직물 | 비섬유성 또는 고밀도 코팅 소재 |
| 바늘 굵기(Nm) | Nm 80 (12호) ~ Nm 200 (25호) | 소재 두께 및 실 굵기에 비례 |
¶ 상세 정의 및 메커니즘
S Point는 바늘이 소재를 관통할 때 섬유를 밀어내는 원형 바늘(Cloth Point)과 달리, 날카로운 렌즈형 단면이 조직을 베어내며 진입합니다. 이 메커니즘은 소재의 물리적 변형을 최소화하면서도 실이 들어갈 공간을 정확하게 확보하는 데 목적이 있습니다.
3.1. 물리적 작동 원리 바늘이 하강하면서 렌즈형 칼날이 이송 방향(0도)으로 가죽의 콜라겐 섬유를 절단합니다. 이때 발생하는 절삭 홈은 실의 직경과 유사하거나 약간 좁게 형성됩니다. 바늘이 상승하고 실 채기(Take-up lever)가 상사를 끌어올릴 때, 상사와 하사의 결절점(Lock)이 이 직선 홈 안으로 깊숙이 안착(Embedding)됩니다. 이 과정에서 실은 좌우로 이탈할 공간이 없으므로 시각적으로 완벽한 일직선을 유지하게 됩니다.
3.2. 타 기법과의 차별성 * vs R Point (원형 침): R 침은 가죽 봉제 시 구멍이 불규칙하게 터지거나 실이 표면 위로 둥둥 뜨는 현상이 발생합니다. S 침은 이를 방지하여 실을 가죽 내부로 매립시킵니다. * vs LR Point (사선 베기): LR 침은 45도 각도로 베어 실이 오른쪽으로 눕는 장식적 효과를 주지만, S 침은 정갈한 직선을 강조합니다. * vs P Point (진주 베기): P 침은 90도 수직으로 베어 실이 겹치듯 박히게 하여 강도는 높으나 외관이 거칠어집니다. S 침은 강도와 미관의 균형을 맞춘 형태입니다.
3.3. 역사적 배경 및 현장 인식 S Point는 19세기 후반 산업용 재봉기가 보급되면서 가죽 신발과 마구(Horse tack) 제조 공정에서 분화되었습니다. * 한국 공장: '칼바늘'이라는 용어로 통용되며, 주로 고급 핸드백의 외곽 스티치 공정에서 기술자의 숙련도를 판가름하는 기준으로 사용됩니다. * 베트남 공장: 대규모 OEM 생산 기지에서는 과거 R 침을 혼용하기도 했으나, 최근 글로벌 브랜드의 품질 가이드라인 강화로 인해 가죽 라인에서는 S Point 사용이 표준화되었습니다. * 중국 공장: 광둥성 등지의 고급 수제화 및 가방 공장에서 '종향(纵向) 절삭'의 중요성을 강조하며, 바늘의 마모 상태를 엄격히 관리하는 추세입니다.
¶ 주요 적용 분야
S Point는 직선의 정갈함이 제품의 가치를 결정짓는 모든 고부가가치 공정에 적용됩니다.
4.1. 가죽 의류 (Leather Apparel) * 앞 마이(Placket) 및 칼라(Collar): 자켓의 전면부와 깃 부분의 장식 스티치. 1mm의 오차도 허용되지 않는 구간에 사용. * 에포렛(Epaulet) 및 벨트 루프: 견장이나 벨트 고리처럼 좁은 폭의 가죽을 직선으로 고정할 때. * 포켓 입술(Welt Pocket): 주머니 입구의 정교한 직선 마감.
4.2. 명품 가방 및 잡화 (Luxury Bags & Leather Goods) * 핸들 및 스트랩(Strap): 가방 끈의 양쪽 가장자리를 따라 흐르는 스티치. 실이 가죽 안으로 매립되어 손과의 마찰을 줄여야 하므로 S Point가 필수적입니다. * 카드 슬롯(Card Slots): 지갑 내부의 얇은 가죽 겹침 부위. 촘촘하면서도 가죽이 찢어지지 않아야 하므로 Nm 90~100 정도의 얇은 S 침을 사용합니다. * 몸판 연결(Body Seaming): 가방의 앞판과 옆판을 연결하는 구조적 봉제.
4.3. 자동차 인테리어 (Automotive Interior) * 대시보드 트리밍: 운전자의 시선이 머무는 대시보드 상단의 장식 라인. * 헤드레스트 및 도어 패널: 곡선보다는 직선 구간이 강조되는 부위의 퀼팅 작업. * 스티어링 휠: 가죽 커버의 직선 결합 부위.
4.4. 신발 제조 (Footwear) * 쿼터(Quarter) 및 뱀프(Vamp): 구두의 옆면과 앞등을 연결하는 직선 구간. * 옥스퍼드화의 장식선: 구멍 뚫기(Broguing) 작업과 병행되는 직선 스티치.
¶ 결함 유형 및 실전 트러블슈팅
현장에서 발생하는 S Point 관련 문제는 대부분 바늘의 물리적 특성과 소재의 저항 사이의 불균형에서 기인합니다.
5.1. 소재 절단 및 뜯어짐 (Perforation Effect) * 증상: 봉제선을 따라 가죽이 우표 절취선처럼 툭 터짐. * 원인: 땀수(SPI)가 너무 촘촘하여 절삭된 구멍 사이의 가죽 조직(Bridge)이 버티지 못함. * 해결: SPI를 낮추거나(땀수를 키움), 바늘 호수를 한 단계 낮추어 절삭 면적을 줄임. 가죽의 섬유질이 약한 부위(배 부위 등)는 특히 주의.
5.2. 스티치 사선 발생 (Inconsistent Slant) * 증상: 직선이어야 할 스티치가 미세하게 왼쪽이나 오른쪽으로 기움. * 원인: 바늘대(Needle Bar)가 미세하게 회전했거나, 바늘을 꽂을 때 평평한 면(Shank)을 기준으로 정확히 정렬하지 않음. * 해결: 바늘의 홈(Scarf)이 가마(Hook)를 정확히 향하도록 재설정. 바늘 고정 나사의 마모 여부 확인.
5.3. 실의 보풀 및 끊어짐 (Thread Fraying) * 증상: 봉제 도중 실이 가늘어지다가 툭 끊어짐. * 원인: S Point의 날카로운 절삭 단면에 실이 쓸림. 또는 고속 봉제 시 바늘 구멍(Eye)의 마찰열로 실의 본딩 성분이 녹음. * 해결: 본딩사(Bonded Thread)의 품질을 확인하고, 바늘 구멍이 실 굵기보다 40% 이상 큰지 점검. 바늘 냉각 장치(Needle Cooler) 설치 및 실리콘 오일 컵 활용.
5.4. 밑실 올라옴 및 결절 불량 (Tension Issues) * 증상: 상사와 하사의 결절점이 가죽 표면으로 노출되어 지저분해 보임. * 원인: S Point로 뚫린 구멍이 커서 결절점이 고정되지 않음. * 해결: Towa 장력계 기준 하사 장력을 30~45g(mN)으로 강화하고, 상사 장력을 이에 맞춰 200~250g 수준으로 높여 결절점을 가죽 두께의 중간 이하로 끌어내림.
5.5. 바늘 부러짐 (Needle Breakage) * 증상: 가죽이 겹치는 두꺼운 부위(Cross seam) 진입 시 바늘이 휘거나 부러짐. * 원인: 소재의 저항이 바늘의 강성을 초과함. * 해결: 강화형 바늘(예: Groz-Beckert MR 또는 GEBEDUR 코팅 시리즈)을 사용. 재봉기의 타이밍(Timing)을 미세하게 늦추어 바늘이 최하점에 도달했을 때의 관성을 이용.
¶ 품질 검사 기준 (QC Standard)
- 직선도 (Straightness): 30cm 직선 구간 봉제 시, 기준선으로부터의 편차가 0.5mm 이내여야 함.
- 구멍 간격 (Hole Integrity): 절삭된 구멍 사이의 가죽 조직(Bridge)이 최소 1.5mm 이상의 간격을 유지해야 하며, 육안상 균열이 없어야 함.
- 실 안착 깊이 (Thread Embedding): 실의 상단면이 가죽 표면보다 약 0.1mm~0.2mm 낮게 위치하여 손으로 만졌을 때 걸림이 적어야 함.
- 인장 강도: 봉제 부위를 15kgf 이상의 힘으로 당겼을 때(소재 두께 1.2mm 기준) 절삭 라인을 따라 가죽이 찢어지지 않아야 함.
- 바늘 자국: 봉제 해체 시 가죽에 남은 절삭 구멍이 일정한 직선 형태를 유지해야 함.
¶ 지역별 공장 은어 및 용어
| 국가 | 용어 | 현장 발음/표기 | 비고 |
|---|---|---|---|
| 한국 (KR) | S 침 / 칼바늘 | S-chim / Kal-baneul | 가죽용 절삭 바늘을 통칭하는 가장 흔한 표현 |
| 베트남 (VN) | Kim dẹt / Mũi S | Kim det / Mui S | '납작한 바늘' 또는 'S 포인트'로 통용 |
| 일본 (JP) | S針 / 直線切り | S-shin / Chokusen-giri | '직선 베기'라는 의미로 기술 문서에 명시 |
| 중국 (CN) | S针 / 纵向切割针 | S-zhēn / Zòngxiàng qiēgē | '세로 방향 절삭 바늘'이라는 기술적 명칭 |
| 독일 (DE) | S-Spitze | S-Spitze | Groz-Beckert, Schmetz 등 제조사 표준 표기 |
¶ 장비 세팅 가이드 (Technical Setup)
S Point의 성능을 극대화하기 위해서는 재봉기의 정밀한 세팅이 뒷받침되어야 합니다.
- 장력 설정 (Tension Control):
- 일반 원단 대비 상사 장력을 약 20~30% 높게 설정합니다.
- Towa 장력계 사용 시: 하사(보빈 케이스) 장력 35~45mN, 상사 장력 220~280mN 범위 권장 (소재 두께 2.0mm 기준).
- 노루발 선택 (Presser Foot):
- 가죽 표면에 압착 자국(오시)이 남지 않도록 테플론(Teflon) 코팅 노루발을 사용합니다.
- 이송력이 부족할 경우 널링(Knurling) 처리가 된 금속 노루발을 사용하되, 압력을 최소화하여 가죽 손상을 방지합니다.
- 바늘 호수와 실의 매칭:
- Tkt 20 실(두꺼운 장식사) 사용 시 Nm 140~160 바늘이 적당합니다.
- Tkt 40 실(일반 가죽 봉제) 사용 시 Nm 110~120 바늘이 적당합니다.
- 이송 시스템 (Feeding System):
- 하송(Drop feed) 방식은 가죽 밀림과 땀수 불균형을 초래하므로, 반드시 상하송(Walking foot) 또는 침송(Needle feed) 기종을 사용합니다.
- 대형 가방의 경우 유니종(Unison feed) 기종(상하송+침송 동시 작동)이 가장 안정적입니다.
- 바늘대 높이 및 타이밍:
- S Point는 절삭 저항이 크므로 바늘대 높이를 표준보다 0.1~0.2mm 낮게 세팅하여 가마(Hook)가 실 루프를 더 확실하게 낚아챌 수 있도록 조정하는 경우가 많습니다.
¶ 공정 흐름도 (Process Flow)
¶ 소재별 최적 조합 가이드 (Reference Table)
| 소재 종류 | 추천 바늘 호수 (Nm) | 추천 실 (Tkt) | 추천 SPI | 비고 |
|---|---|---|---|---|
| 복스 가죽 (Box Calf) | 100 - 110 | 40 - 60 | 9 - 10 | 표면 광택 유지 주의 |
| 슈렁큰 가죽 (Shrunken) | 120 - 140 | 20 - 30 | 7 - 8 | 엠보싱 사이 안착 중요 |
| 통가죽 (Veg-tan) | 160 - 180 | 10 - 20 | 5 - 6 | 강한 장력 필요 |
| 인조 가죽 (PU) | 90 - 100 | 50 - 60 | 10 - 11 | 열에 의한 녹음 주의 |
| 악어/뱀피 (Exotic) | 90 - 110 | 40 - 60 | 8 - 9 | 비늘 사이 절삭 주의 |
¶ 유지보수 및 관리 지침
- 바늘 교체 주기: S Point는 절삭날의 예리함이 생명입니다. 일반적인 가죽 공정에서는 4~8시간 가동 후 교체를 권장하며, 코팅이 강한 소재의 경우 2~4시간마다 날 끝의 마모 상태를 확대경으로 점검해야 합니다.
- 바늘 냉각: 고속 봉제 시 발생하는 마찰열은 절삭날의 경도를 떨어뜨리고 실을 녹입니다. 에어 냉각 장치(Needle Cooler) 또는 실리콘 오일 공급 장치를 반드시 병행 사용하십시오.
- 보관 방법: 절삭형 바늘은 습기에 취약하여 미세한 부식이 발생할 경우 절삭면이 거칠어집니다. 반드시 방습 처리가 된 원래의 패키지에 보관하십시오.
¶ 관련 항목 (Cross-Reference)
- LR Point (사선 베기): 바늘 끝이 45도 각도로 설계되어 스티치가 오른쪽으로 기울어지는 효과를 줌. 주로 클래식한 구두와 핸드백 장식에 사용.
- P Point (진주 베기): 봉제 방향과 수직(90도)으로 절삭. 매우 강한 솔기를 형성하며, 실이 겹쳐 보이는 독특한 외관을 가짐.
- 본딩사 (Bonded Thread): 가죽 봉제 시 실의 풀림과 보풀을 방지하기 위해 화학 처리가 된 고강도 실. S Point의 절삭면 마찰을 견디기 위해 필수적.
- 상하송 재봉기 (Walking Foot Machine): 가죽과 같은 중량물을 밀림 없이 이송하기 위한 필수 장비. Juki LU 시리즈가 대표적.
- SPI (Stitches Per Inch): 1인치당 땀수. 가죽 제품의 내구성과 디자인을 결정하는 핵심 지표로, S Point 사용 시 가장 정밀하게 관리되어야 함.
- 미검증: S Point를 이용한 초고속 봉제(4,000 spm 이상) 시 발생하는 소재 탄화 현상 및 바늘 끝의 미세 마모가 스티치 각도에 미치는 정량적 데이터는 현재 부족함. 일반적인 산업 현장에서는 2,500 spm 이하를 준수함.