
새끼박이 (Saddle Stitch / khâu yên / サドルステッチ)
¶ 정의 및 개요
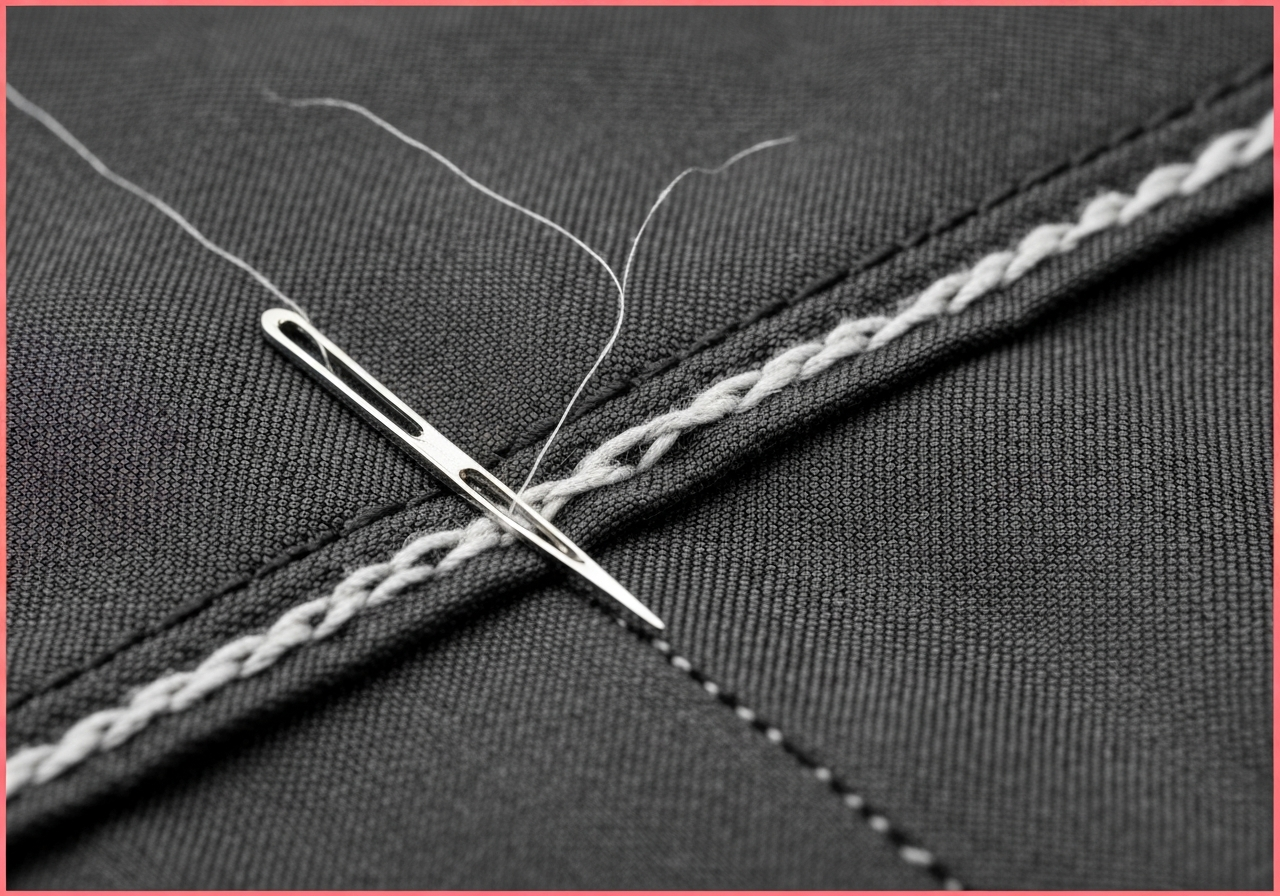
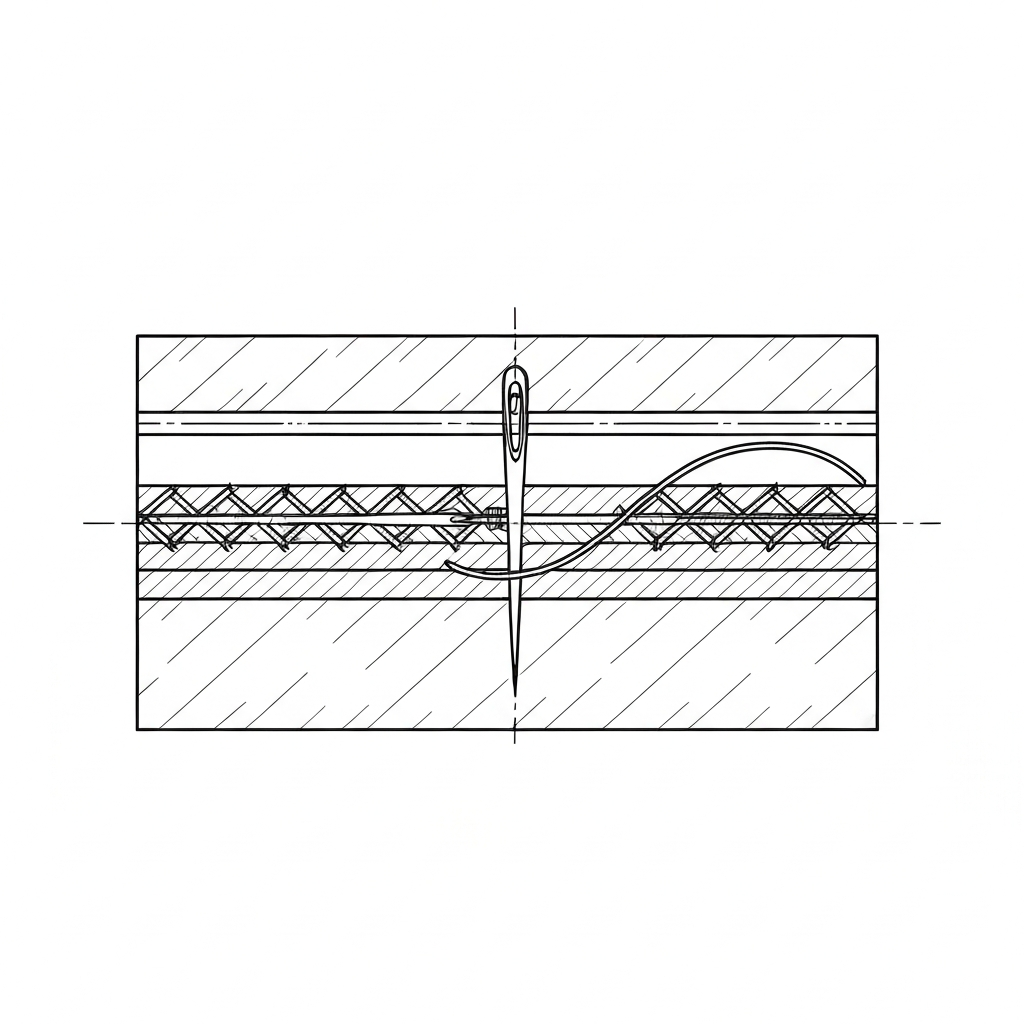
새끼박이(Saddle Stitch)는 전통적으로 마구(Saddle) 제작 시 두 개의 바늘을 사용하여 하나의 실이 구멍을 교차하며 통과하는 수작업 봉제 기법에서 유래되었습니다. 물리적 원리 측면에서 수작업 새끼박이는 두 가닥의 실이 하나의 바늘 구멍을 서로 반대 방향에서 통과하며 '8'자 형태의 루프를 형성합니다. 이는 일반적인 본봉(Lockstitch)이 위아래 실이 중간에서 꼬이는 결절(Knot) 구조를 갖는 것과 근본적으로 다르며, 한쪽 실이 마찰로 인해 끊어지더라도 반대편 실이 구조를 유지하여 전체 봉제가 풀리지 않는 탁월한 내구성을 제공합니다.
산업용 봉제에서는 이를 기계적으로 구현하기 위해 특수 재봉기(Hand Stitch Machine)를 사용하거나, 두꺼운 실을 사용하여 수작업의 질감을 재현하는 장식 봉제 공정을 의미합니다. ISO 4915 기준으로는 주로 Class 209 (Simulated Hand Stitch) 또는 중량물용 본봉 기계를 사용할 경우 Class 301 (Lockstitch)로 분류됩니다. 특히 AMF Reece와 같은 전문 장비에서 사용하는 Class 209는 '플로팅 니들(Floating Needle)' 기술을 통해 실제 한 가닥의 실을 바늘이 잡고 원단을 관통하여 반대편으로 넘겨주는 방식을 채택하여 수작업의 물리적 구조를 완벽히 재현합니다.
일반적인 본봉(Lockstitch)과 달리 실의 굵기가 매우 굵고, 스티치의 각도가 사선으로 형성되는 심미적 특징이 있습니다. 이는 바늘의 포인트 형상(LR, LL 등)과 실의 꼬임 방향(S-twist, Z-twist)이 상호작용하여 만들어내는 결과물입니다. 주로 고급 가죽 가방의 핸들 부착, 지갑의 테두리 마감, 자동차 시트 및 스티어링 휠의 장식 스티치 공정에 적용되어 강력한 내구성과 프리미엄 외관을 제공합니다.
한국의 성수동이나 이탈리아의 가죽 공방에서는 여전히 전통적인 '포니(Pony)' 장비를 활용한 수작업 방식을 고수하며 이를 '에르메스 스티치'라고 부르기도 합니다. 반면, 베트남이나 중국의 대규모 OEM 공장에서는 생산 효율을 위해 Juki LU 시리즈나 AMF Reece Deco 장비를 활용한 '기계식 새끼박이'를 주력으로 사용하며, 이를 통해 수작업 대비 약 10~20배의 생산 속도를 확보하고 있습니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 209 (Hand Stitch Type) / Class 301 (Lockstitch) | 209는 실제 단사 교차 방식 |
| 기계 유형 | 핸드스티치 재봉기 (Pick Stitcher), 상하송 본봉 재봉기 (Compound Feed) | Unison Feed 방식 권장 |
| 주요 제조사 및 모델 | AMF Reece Deco 2000, Juki LU-2810, Durkopp Adler 867, Brother DB2-B797 | Juki 2810은 가죽 중량물 표준 |
| 바늘 시스템 | CP×12 (AMF Reece), DP×17 (Juki/DA), 135×17 (Heavy Duty) | 가죽용은 주로 DP×17 사용 |
| 바늘 굵기 (Nm) | Nm 110 (18호) ~ Nm 200 (25호) | 실 굵기에 따라 유동적 설정 |
| 일반 SPI 범위 | 4 - 10 SPI (가죽 및 중량물 기준) | 정장용 픽 스티치는 12-15 SPI |
| 실 구성 | 바늘실(Needle Thread) 1사 / 밑실(Bobbin Thread) 1사 | 수작업 시 단사(Single Thread) |
| 최대 봉제 속도 | 400 ~ 500 spm (Hand Stitcher), 2,000 ~ 2,500 spm (Compound Feed) | 고속 봉제 시 실 타는 현상 주의 |
| 적합 원단 | 천연 가죽(Full Grain), 합성 피혁(PVC/PU), 중량 캔버스, 두꺼운 멜튼 울 | 2.0mm 이상의 후물 자재 적합 |
| 장력 수치 (Towa) | 바늘실: 150 - 250g / 밑실: 30 - 50g | 가죽 두께 및 실 종류에 따라 가변 |
| 바늘 포인트(Point) | LR (Leather Reverse), LL (Left Twist), S (Cross), P (Pointed) | 사선 각도 결정의 핵심 요소 |
¶ 적용 분야 및 공정 상세
- 고급 가죽 잡화:
- 핸드백: 에르메스(Hermès) 스타일의 핸들(Handle) 보강 봉제, 바디와 사이드 패널의 결합부, 스트랩(Strap)의 테두리 장식.
- 지갑 및 소품: 지갑 외곽 라인 마감, 카드 슬롯의 입구 보강, 벨트 테두리 장식 스티치.
- 보강 부위: 백팩의 어깨끈 연결부(D-ring 패치), 가방 바닥면의 징(Feet) 부착 부위 등 하중이 집중되는 곳.
- 자동차 인테리어:
- 시트: 가죽 시트의 메인 퀼팅 라인, 헤드레스트의 이음새 장식.
- 조향 장치: 스티어링 휠 커버의 수작업형 크로스 스티치(Cross Stitch).
- 대시보드: 대시보드 상단 및 도어 트림의 장식용 더블 새끼박이(Double Saddle Stitch).
- 신발 제조:
- 드레스 슈즈: 고급 구두의 웰트(Welt) 부위와 갑피 결합, 굿이어 웰트(Goodyear Welt) 공정의 외곽 노출 스티치.
- 캐주얼: 모카신(Moccasin)의 상단 갑피(Vamp) 수작업 결합 및 장식.
- 남성 정장 및 코트:
- 라펠(Lapel): 코트 및 재킷 라펠 가장자리의 픽 스티치(Pick Stitch) 처리로 수제 정장(Bespoke) 느낌 강조.
- 포켓: 포켓 플랩(Flap) 및 입술 포켓 가장자리의 보강 및 장식.
- 솔기: 코트의 옆솔기(Side Seam) 및 등솔기에 굵은 실을 사용한 장식 봉제.
- 가구 및 인테리어:
- 소파: 천연 가죽 소파의 암레스트(Armrest) 이음새 보강 및 디자인 포인트.
- 데스크 용품: 가죽 데스크 매트, 마우스 패드의 테두리 마감.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 땀 건너뜀 (Skipped Stitches) - 원인: 바늘과 가마(Hook)의 타이밍 불일치, 또는 가죽의 경도가 높아 바늘이 휘어지는 현상. - 해결: 가마 타이밍 재설정(바늘 하사점 후 상승 시 가마 끝과의 간극 0.05~0.1mm 유지) 및 원단 두께에 맞는 강성 바늘(Nm 140 이상) 사용. 필요 시 바늘 가이드(Needle Guard) 조정.
- 실 끊어짐 (Thread Breakage) - 원인: 고속 봉제 시 바늘 열 발생으로 인한 실의 용융, 또는 가죽 구멍의 거친 단면이 실을 갉아먹음. - 해결: 바늘 냉각 장치(Needle Cooler) 설치, 실리콘 오일 도포 실 사용, 바늘 끝 형상을 'LR' 또는 'S' 포인트로 교체하여 마찰 저항 감소.
- 스티치 경사 불균형 (Uneven Stitch Slant) - 원인: 이송 톱니(Feed Dog)와 노루발의 압력 불균형, 또는 바늘 포인트 선정 오류. - 해결: 상하송(Compound Feed) 압력 동기화 점검. 사선 스티치를 원할 경우 반드시 'LR(Leather Reverse)' 포인트 바늘 사용. 톱니의 높이를 가죽 두께에 맞춰 0.8~1.2mm로 정밀 조정.
- 밑실 뭉침 (Bird's Nesting) - 원인: 봉제 시작 시 밑실의 장력 부족 또는 실채기(Take-up Lever)의 작동 범위 이탈. - 해결: 시작 부분 실 잡기(Thread Wiper) 기능 활성화 및 보빈 케이스(Bobbin Case)의 판스프링 장력 강화. 자동 사절기 모델의 경우 사절 후 잔여 실 길이를 35mm 이상으로 설정.
- 원단 씹힘 및 자국 (Material Puckering & Presser Foot Marks) - 원인: 가죽 마찰력으로 인한 이송 지연 또는 노루발 압력 과다. - 해결: 테플론(Teflon) 코팅 노루발 사용, 노루발 바닥면 연마, 또는 가죽 전용 이송 롤러(Roller Presser) 장착. 고무 코팅 톱니(Rubber Feed Dog) 사용 검토.
- 스티치 구멍 확장 (Enlarged Needle Holes) - 원인: 바늘 번수가 실 굵기에 비해 너무 크거나, 바늘 포인트 형상이 부적절함. - 해결: 실 굵기에 최적화된 바늘 번수 선정(실 직경의 약 2배), 'P' 포인트(Cross cutting) 바늘 검토. 바늘의 테이퍼(Taper) 길이가 짧은 모델 선택.
¶ 품질 검사 기준 (QC Standard)
- 스티치 일관성: 전 구간에서 SPI(Stitches Per Inch) 편차가 ±0.5 이내여야 하며, 특히 곡선 구간 및 단차(Cross Seam) 구간에서 땀 길이가 짧아지거나 길어지지 않아야 함.
- 장력 균형 (Tension Balance): 바늘실과 밑실의 결절(Knot)이 원단 두께의 정확히 50% 지점에 위치해야 함. 가죽 표면 위로 밑실이 노출되거나, 바닥면으로 바늘실이 과하게 당겨지면 불량.
- 끝처리 (Backtacking): 시작과 끝의 되박음질은 기존 스티치 구멍과 100% 일치(Hole-in-Hole)해야 하며, 실 끝은 2mm 이내로 커팅 후 열처리(Burning) 마감 권장. 라이터 사용 시 가죽 표면 손상 주의.
- 사선 각도: 가죽 봉제 시 스티치의 사선 각도가 일정하게 유지되어야 하며, 바늘이 수직으로 박히지 않았는지 확인. (LR 포인트 사용 시 약 135도 각도 형성 확인)
- AQL 1.0 적용: 노출 부위의 스티치 탈락, 실 풀림, 바늘로 인한 가죽 찢어짐(Cutting)은 Critical Defect로 분류하여 전량 재작업.
- 표면 손상: 노루발에 의한 가죽 은면(Grain) 압착 자국이나 톱니에 의한 배면(Flesh side) 긁힘이 없어야 함.
- 강도 테스트: 하중이 집중되는 부위(스트랩 연결부 등)는 인장 강도 테스트 시 실이 터지기 전 가죽이 먼저 찢어질 정도의 결합력을 확보해야 함.
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 새끼박이 | Saekki-bagi | 가죽 공예 및 가방 공장 현장 용어 (가장 널리 쓰임) |
| 한국어 (KR) | 사들 | Sadeul | Saddle의 현장식 발음 |
| 한국어 (KR) | 데코 | Deco | AMF Reece Deco 기계를 사용하는 공정을 지칭 |
| 한국어 (KR) | 후물본봉 | Humul-Bonbong | 두꺼운 자재용 본봉 작업을 통칭 |
| 일본어 (JP) | サドルステッチ | Sadoru Sutetchi | 일본 기술서 표준 표기 |
| 일본어 (JP) | 手縫い風 | Tenui-fu | "손바느질 풍"이라는 의미로 마케팅 용어로도 사용 |
| 베트남어 (VN) | khâu yên | khâu yên | 가죽 가방 및 신발 공장에서 주로 사용 |
| 베트남어 (VN) | may trang trí | may trang trí | "장식 봉제"라는 포괄적 의미로도 통용 |
| 중국어 (CN) | 鞍缝 | Ānfèng | 안장(Saddle) 봉제에서 유래된 정식 명칭 |
| 중국어 (CN) | 马鞍针法 | Mǎ'ān zhēnfǎ | 수작업 새끼박이 기법을 강조할 때 사용 |
¶ 장비 세팅 가이드 (Professional Setting)
- 바늘 포인트 선택 및 각도:
- LR Point (Right Twist): 오른쪽으로 경사진 사선 스티치 형성. 가죽 봉제에서 가장 선호되는 '고급스러운' 사선미 제공.
- LL Point (Left Twist): 왼쪽으로 경사진 사선 스티치. 특정 디자인이나 왼쪽 방향 봉제 시 사용.
- S Point (Cross Point): 직선 방향으로 째진 구멍 형성. 장식성보다 결합 강도와 실의 매몰(Embedding)을 중시할 때 사용.
- 장력 설정 (Towa Gauge 기준):
- 가죽 봉제 시에는 일반 직물보다 바늘실 장력을 20-30% 높게 설정(200g 이상)하여 실이 가죽 속으로 깊게 박히도록 조정합니다.
- 밑실 장력은 상대적으로 낮게(40g 내외) 설정하여 결절이 가죽 내부에서 안정되게 형성되도록 합니다.
- 실 선택 (Thread Selection):
- 새끼박이 특유의 입체감을 위해 8호(V92), 5호(V138), 또는 0호(V277) 이상의 굵은 폴리에스테르 본딩사(Bonded Thread) 사용을 권장합니다.
- 실의 꼬임(Twist)이 풀리지 않도록 본딩 처리가 잘 된 실을 선택해야 바늘 구멍 통과 시 실 갈라짐이 없습니다.
- 노루발 압력 및 높이:
- 원단에 노루발 자국이 남지 않는 임계점까지 압력을 높여, 두꺼운 가죽 이송 시 바늘이 빠져나올 때 원단이 들뜨는 현상(Flagging)을 방지합니다.
- 교차 이송(Alternating Presser Foot) 높이를 단차 부위에서 5mm 이상으로 설정하여 두꺼운 시접을 넘을 때 땀 길이가 짧아지는 것을 방지합니다.
¶ 공정 흐름도 (Process Flow)
¶ 국가별 실무 차이 및 노하우
- 한국 (Korea):
- 소량 다품종 고품질 생산에 특화되어 있습니다.
- 현장 기술자들은 Juki LU-2810 모델을 선호하며, 바늘실 장력을 극단적으로 높여 실이 가죽에 파묻히는 '입체감'을 강조하는 경향이 있습니다.
- 실 끝 마무리에 라이터와 망치질(Hammering)을 병행하여 매듭을 완전히 숨기는 디테일을 중시합니다.
- 베트남 (Vietnam):
- 대규모 가방 공장이 밀집해 있어 생산성을 중시합니다.
- AMF Reece Deco 2000과 같은 자동 핸드스티치 기계를 대량 운용하며, 일정한 SPI 유지를 위해 컴퓨터 제어 시스템을 적극 활용합니다.
- 고온 다습한 기후로 인해 실의 장력 변화가 잦으므로 에어컨이 완비된 환경에서 봉제하거나 실리콘 오일 탱크를 필수로 장착합니다.
- 중국 (China):
- 광저우 등지의 가죽 시장을 중심으로 다양한 부자재와 기계 개조 기술이 발달해 있습니다.
- 저가형 장비에서도 고급 새끼박이 느낌을 내기 위해 노루발을 직접 깎아 만들거나, 특수 가이드(Guide)를 부착하여 곡선 봉제 속도를 높이는 현장 노하우가 강점입니다.
¶ 실전 트러블슈팅 (Troubleshooting Case Study)
- 증상: 스티치 라인이 뱀처럼 휨 (Wavy Stitch Line)
- 진단: 이송 톱니와 노루발의 압력이 너무 강해 가죽이 밀리거나, 가이드(Edge Guide)가 고정되지 않음.
- 조치: 노루발 압력을 10% 감압하고, 롤러 가이드(Roller Guide)를 사용하여 가죽 측면 마찰을 줄이십시오.
- 증상: 가죽 뒷면에 톱니 자국이 심함 (Feed Dog Marks)
- 진단: 톱니의 날이 너무 날카롭거나 높이가 너무 높음.
- 조치: 톱니를 고무 코팅된 타입으로 교체하거나, 기존 톱니의 날을 고운 사포로 살짝 연마하십시오. 톱니 높이를 0.8mm 이하로 낮추십시오.
- 증상: 실이 가죽 위에서 겉돎 (Floating Thread)
- 진단: 바늘실 장력 부족 또는 바늘 구멍이 실에 비해 너무 작음.
- 조치: 바늘실 장력을 50g 단위로 높여가며 테스트하고, 바늘 번수를 한 단계 높여(예: Nm 140 -> Nm 160) 실이 들어갈 공간을 확보하십시오.
¶ 관련 항목
- 본봉 (Lockstitch): 새끼박이 기계의 기본 메커니즘인 ISO 301 스티치.
- 피할 (Skiving): 봉제 부위의 가죽 두께를 깎아내어 스티치가 고르게 박히도록 하는 필수 전공정.
- 기리메 (Edge Painting): 새끼박이 봉제 후 가죽 단면을 마감하는 도색 공정. 한국 현장에서는 '엣지 코트'라고도 함.
- 상하송 (Compound Feed): 바늘, 노루발, 톱니가 동시에 움직여 두꺼운 자재를 밀림 없이 이송하는 방식.
- 워킹 풋 (Walking Foot): 두꺼운 자재 봉제 시 상부 노루발이 움직이며 이송을 돕는 장치.
- 플로팅 니들 (Floating Needle): AMF Reece 기계의 핵심 기술로, 바늘 양끝에 눈이 있어 실을 통과시키는 방식.
- 본딩사 (Bonded Thread): 고속 봉제 시 실의 풀림을 방지하기 위해 화학 처리가 된 특수 실.