
시접 테이프 (Seam Tape / 심테이프 / băng dán đường may / シームテープ)
¶ 개요 (Introduction)
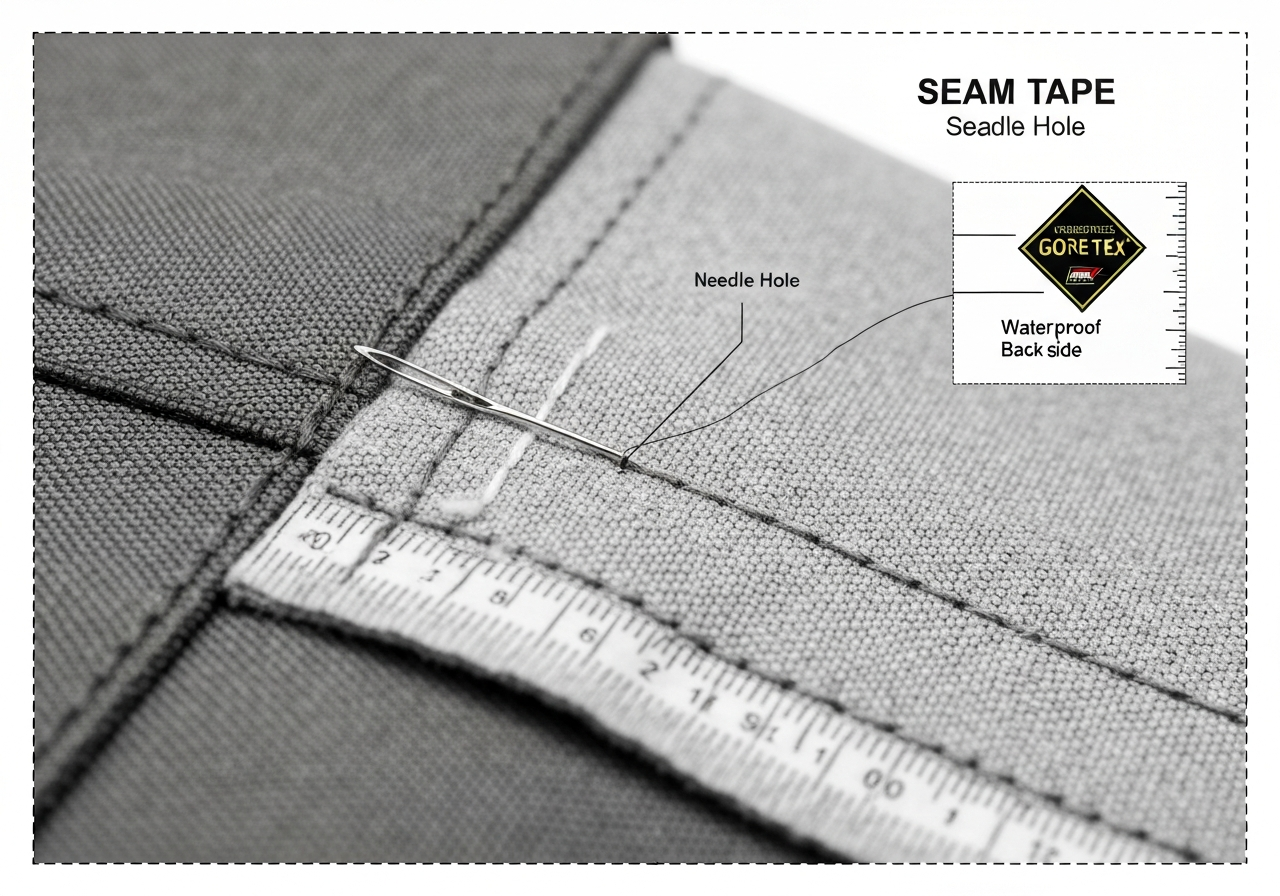
시접 테이프(Seam Tape)는 방수, 방풍 및 발수 기능이 요구되는 기능성 의류, 가방, 텐트, 신발 등의 봉제선(Seam)을 밀봉하기 위해 사용되는 열가소성 접착 테이프이다. 봉제 공정 중 바늘이 원단을 관통하며 발생하는 미세한 구멍(Needle Hole)을 열풍(Hot Air)으로 녹여 부착함으로써 수분 침투를 물리적으로 차단한다. 이는 단순히 부자재를 넘어 제품의 방수 등급(Waterproof Rating)을 결정짓는 핵심 요소이며, 주로 고어텍스(Gore-Tex)와 같은 멤브레인 원단의 이면(Back side)에 적용되는 후가공 공정의 필수 자재이다.
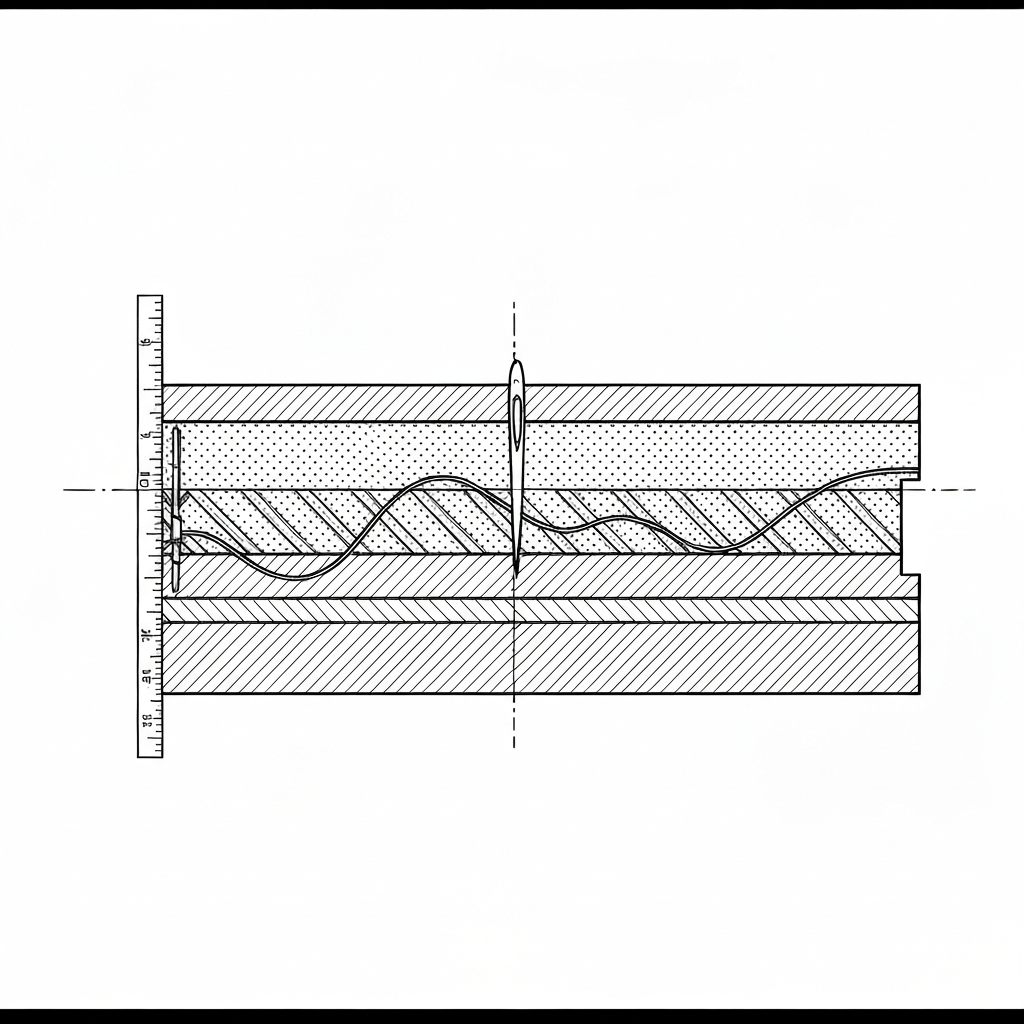
물리적 메커니즘 및 기술적 심화: 시접 테이프의 접착 원리는 '열가소성 핫멜트(Hot-melt)의 상변화'와 '섬유 간 투입(Anchoring Effect)'에 기반한다. 심실링기의 노즐에서 분사되는 고온의 열풍이 테이프 하단의 접착층(Adhesive Layer)을 반액체 상태로 용융시키면, 상하 롤러의 압착력에 의해 이 용융된 수지가 원단의 직조 틈새나 멤브레인 표면의 미세 기공으로 침투한다. 이후 냉각 과정을 거치며 수지가 다시 고체화되면서 원단과 테이프가 화학적·물리적으로 결합(Bonding)하게 된다. 이 과정에서 접착제의 점도(Viscosity)와 원단의 표면 장력(Surface Tension) 사이의 균형이 품질을 결정한다.
대체 기법과의 비교: 1. 초음파 웰딩 (Ultrasonic Welding): 실을 사용하지 않고 원단 자체를 녹여 붙이는 방식이다. 시접 테이프 방식보다 외관이 깔끔하고 가벼우나, 원단 자체가 열가소성 성질을 가져야 하며 접합부의 인장 강도가 시접 테이프 보강 방식보다 낮을 수 있다. 2. 액상 실란트 (Seam Grip/Glue): 수동으로 바르는 방식으로, 복잡한 입체 구조나 수선 시 사용된다. 대량 생산 효율이 극히 낮으며 건조 시간이 길다는 단점이 있다. 3. 심실링 (Seam Sealing): 가장 표준화된 대량 생산 기법으로, 봉제선의 강도(실의 인장력)와 방수 성능(테이프의 밀폐력)을 동시에 확보할 수 있어 전문가용 아웃도어 장비에서 대체 불가능한 위치를 차지한다.
¶ 기술 사양 및 작업 파라미터 (Technical Specifications)
| 항목 | 세부 사양 및 권장 값 | 비고 |
|---|---|---|
| 공정 분류 | 심실링 (Seam Sealing) | 봉제 후 방수 처리 공정 |
| 주요 장비 | 열풍 심실링기 (Hot Air Seam Sealing Machine) | Queen Light QHP-778, Nawon HTM-3788, HTM-4777, H&H AI-001 등 |
| 노즐 온도 | 400°C ~ 750°C (디스플레이 기준) | 원단 두께 및 테이프 융점(Melting Point)에 따라 가변 |
| 작업 속도 | 5.0 ~ 18.0 m/min | 곡선 구간 및 크로스 심(Cross Seam) 구간에서 감속 필요 |
| 공기 압력 | 0.4 ~ 0.7 MPa (4 ~ 7 kgf/cm²) | 메인 공급 압력 기준 |
| 롤러 압착력 | 1.5 ~ 3.0 kgf/cm² | 상하 롤러 사이의 물리적 압착력 |
| 테이프 폭 | 13mm, 15mm, 18mm, 20mm, 22mm | 20mm가 아웃도어 자켓의 표준 규격 |
| 테이프 두께 | 0.08mm ~ 0.15mm | 2-Layer용은 얇고, 3-Layer용은 트리코트 보강형 사용 |
| 테이프 공급 장력 | 50g ~ 150g (Tension Meter 측정) | 원단 이송 시 주름 방지 및 테이프 수축 방지 설정치 |
| 노즐 구경 | 22mm, 24mm, 27mm | 테이프 폭보다 2~4mm 넓은 노즐 사용 권장 |
¶ 재질별 분류 및 화학적 특성 (Material Classification)
- PU 테이프 (Polyurethane): 가장 범용적인 타입. PU 코팅 원단 및 2-Layer 원단에 사용되며 투명하거나 반투명함. 내가수분해성이 상대적으로 낮아 장기 보관 시 주의가 필요함.
- TPU 테이프 (Thermoplastic Polyurethane): 내마모성과 유연성이 뛰어나며 고성능 아웃도어 의류에 주로 사용됨. 저온에서도 유연성을 유지하는 특성이 있음. 폴리에테르(Polyether)계와 폴리에스테르(Polyester)계로 나뉘며, 아웃도어용은 내수성이 강한 폴리에테르계를 선호함.
- 3-Layer 테이프 (Fabric Tape): 테이프 표면에 트리코트(Tricot)나 니트 조직이 결합된 형태. 3-Layer 원단의 안감과 시각적/촉각적 일체감을 주기 위해 사용되며, 피부에 직접 닿을 때의 이질감을 최소화함.
- PVC 테이프: 저가형 우의나 산업용 커버에 사용되며, 환경 규제(Phthalate) 대응 여부 확인이 필수적임. 열에 약하고 환경 호르몬 이슈로 의류용으로는 점차 퇴출되는 추세임.
- 스트레치 테이프 (Stretch Tape): 4-way stretch 원단에 대응하기 위해 신축성을 부여한 테이프. 활동성이 큰 겨드랑이나 무릎 부위에 적용.
- 실리콘 전용 테이프: 실리콘 코팅(Silnylon 등) 원단은 일반 핫멜트가 접착되지 않으므로, 특수 배합된 실리콘 접착층을 가진 테이프를 사용해야 함.
- 2.5-Layer용 프린트 테이프: 원단 내측의 도트(Dot) 프린트와 디자인을 맞추기 위해 테이프 표면에 패턴이 인쇄된 형태.
¶ 주요 적용 분야 및 산업별 표준 (Applications & Standards)
시접 테이프는 제품의 내구성과 방수성을 결정짓는 핵심 공정으로, 적용 부위에 따라 요구되는 테이프의 종류와 작업 방식이 상이하다.
1) 퍼포먼스 의류 (Performance Apparel) * 하드쉘 자켓: 어깨선(Shoulder Seam), 암홀(Armhole), 사이드 심(Side Seam), 후드 챙(Hood Brim) 연결부. 특히 어깨선은 배낭 하중에 의한 마찰이 심하므로 22mm 이상의 넓은 테이프를 선호한다. * 스키/스노보드복: 바지 밑단(Hem)의 스노우 가드 연결부, 가랑이(Crotch)의 크로스 심 부위. * 사이클링 웨어: 등판의 절개선 및 뒷주머니 부착부. 얇고 신축성이 좋은 TPU 테이프가 주로 사용된다.
2) 가방 및 액세서리 (Bags & Accessories) * 백팩: 메인 수납공간의 바닥면(Bottom Panel)과 몸판의 연결부, 지퍼 라이너(Zipper Liner) 안쪽. 가방은 의류보다 원단이 두껍고(500D~1000D Cordura 등) 단차가 커서 롤러 압력을 높게 설정해야 한다. * 드라이백 (Dry Bags): 원통형 바닥의 원형 솔기. 곡률이 심해 작업자의 숙련도가 가장 크게 요구되는 부위이다. * 어깨끈 연결부: 하중이 집중되는 부위의 봉제선을 보강하여 수분 침투로 인한 내부 충전재(Foam)의 오염을 방지한다.
3) 업종별 차이 및 봉제 사양 * 아웃도어/스포츠: 기능성이 최우선이다. 봉제 시 8~10 SPI (Stitches Per Inch)를 유지한다. SPI가 너무 높으면(촘촘하면) 바늘 구멍이 일렬로 배열되어 원단이 찢어지는 '우표 점선 효과(Postage Stamp Effect)'가 발생할 수 있고, 너무 낮으면 시접 테이프가 봉제선을 충분히 덮지 못해 누수가 발생한다. * 패션/정장: 최근 '테크니컬 수트' 트렌드로 인해 정장 내부에도 적용된다. 외관상 봉제선이 보이지 않게 하기 위해 시접을 한쪽으로 꺾어 누르는 '가름솔' 처리를 한 뒤 그 위에 얇은 시접 테이프를 부착한다. * 의료용 방호복: 일회용성이 강하므로 저가형 PU 또는 PE 테이프를 사용하며, 작업 속도를 최대(15~18m/min)로 높여 생산성을 확보한다. ISO 16604(혈액 및 체액 매개 병원균 침투 저항성) 기준을 충족해야 하므로 심실링의 완결성이 매우 중요하다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
| 결함 명칭 | 발생 원인 | 해결 방법 |
|---|---|---|
| 기포 발생 (Bubbling) | 롤러 압력 부족 또는 노즐 온도 과다로 인한 접착제 비등 | 롤러 압력을 0.5kgf 증압하고 노즐 온도를 10~20°C 하향 조정 |
| 테이프 박리 (Peeling) | 원단 표면 DWR(발수제) 과다 또는 접착 온도 미달 | 접착 강도 테스트 후 온도를 상향하거나 프라이머(Primer) 처리 검토 |
| 원단 수축/번 (Scorching) | 작업 속도 저하로 인한 과도한 열 노출 또는 노즐 근접 | 작업 속도를 높이고 노즐과 롤러 접점 사이의 간격을 재조정 |
| 테이프 이탈 (Misalignment) | 가이드 설정 오류 또는 작업자의 핸들링 미숙 | 테이프 가이드 폭을 테이프 폭 +0.5mm로 재설정하고 숙련공 배치 |
| 끝단 들뜸 (End-lifting) | 테이프 커팅 시 장력(Tension) 과다로 인한 수축 현상 | 테이프 공급 장력을 최소화하고 커터 칼날의 마모 상태 점검 및 교체 |
| 크로스 심 누수 (Cross Seam Leak) | 봉제선이 겹치는 단차 부위의 압착 불량 | 상부 롤러를 소프트 롤러(Soft Roller)로 교체하여 단차 흡수력 강화 |
| 사행 현상 (Snaking) | 상하 롤러의 평행도 불일치 또는 차동 이송 설정 오류 | 롤러 평행도를 재정렬하고 상하 롤러 속도비를 1:1.02로 미세 조정 |
현장 기술자 노하우: * "테이프가 자꾸 씹히거나 한쪽으로 쏠린다면, 노즐의 각도보다 상하 롤러의 평행도(Parallelism)를 먼저 확인하라. 롤러가 미세하게 어긋나면 장력이 불균일해져 사행 현상이 발생한다." * "DWR(발수) 처리가 강한 원단은 시접 테이프가 겉돌 수 있다. 이 경우 작업 전 해당 부위를 가볍게 프레싱(Pressing)하여 발수제를 날려버리거나 전용 프라이머 펜을 사용한다."
¶ 품질 검사 및 관리 기준 (Quality Control)
- 내수압 테스트 (Hydrostatic Head Test): ISO 811 또는 AATCC 127 기준. 심실링 부위에 직접 수압을 가해 누수 여부 확인.
- 일반 아웃도어: 10,000mm H2O 이상 합격.
- 전문가용(익스페디션): 20,000mm H2O 이상 합격.
- 박리 강도 테스트 (Peel Strength): ISO 2411 기준. 25mm 폭의 테이프를 180도 방향으로 당겨 접착 강도 측정.
- 최소 10N/25mm 이상 권장 (인장 속도 50mm/min 설정).
- 세탁 내구성 테스트: ISO 6330 기준. 40°C 표준 세탁 20회 후 테이프의 들뜸, 기포, 박리 여부 확인. 방수 모자(Hat parts)나 기능성 의류의 경우 세탁 후에도 테이프의 접착력이 유지되어야 한다.
- 외관 전수 검사: 육안으로 테이프의 중심 이탈(Centering), 주름(Wrinkle), 타버림(Burn) 여부를 확인. 특히 3-way(세 갈래) 교차점의 밀봉 상태를 집중 점검.
- 에이징 테스트 (Aging Test): 70°C 온도와 95% 습도 환경에서 24~48시간 방치 후 접착력 변화 측정. (미검증)
¶ 현장 은어 및 국가별 용어 (Glossary)
| 언어 | 용어 | 현장 활용 및 의미 |
|---|---|---|
| 한국어 (KR) | 심씰링 / 테이핑 | 공정 전체를 지칭하는 가장 일반적인 용어 |
| 한국어 (KR) | 압착 (Ap-chak) | 열과 압력을 가해 붙이는 행위 자체를 강조 |
| 한국어 (KR) | 심이 떴다 / 탔다 | 접착 불량(박리) 또는 과열로 인한 원단 손상을 의미하는 은어 |
| 베트남어 (VN) | Dán keo (단 깨오) | '풀/본드를 붙이다'는 의미로 현장 작업자들이 주로 사용 |
| 베트남어 (VN) | Ép seam (엡 심) | '심을 누르다(Press)'는 의미의 기술 용어 |
| 일본어 (JP) | シーム (시무) | Seam의 일본식 발음으로 공정 전체를 통칭 |
| 일본어 (JP) | 圧着 (앗차쿠) | 열압착 공정을 의미하며, 품질 관리 시 자주 사용 |
| 중국어 (CN) | 压胶 (야지아오) | '풀을 눌러 붙이다'는 뜻으로 심실링의 정식 명칭 |
| 중국어 (CN) | 压条 (야티아오) | 시접 테이프 자재 자체를 지칭할 때 주로 사용 |
¶ 장비 세팅 및 공정 가이드 (Process Guide)
- 온도 및 속도 동기화: 원단의 두께와 밀도에 따라 열 흡수율이 다르므로, 3-Layer 원단은 2-Layer보다 약 50~80°C 높게 설정하거나 속도를 20% 감속한다.
- 노즐 위치 최적화: 노즐 끝단은 상하 롤러의 접점(Nip Point)으로부터 3~5mm 후방에 위치해야 하며, 열풍이 테이프의 접착면(Glue side)에 집중되도록 각도를 조정한다.
- 차동 이송 (Differential Feed): 곡선 부위 작업 시 상부 롤러와 하부 롤러의 속도차를 주어 원단이 울거나 테이프가 당겨지는 현상을 방지한다. 일반적으로 상부 롤러를 1~2% 더 빠르게 설정하여 원단의 밀림을 상쇄한다.
- 냉각 시스템: 압착 직후 냉각 에어(Cooling Air)를 분사하여 테이프의 결정화(Crystallization)를 도와 접착력을 고착시킨다. 냉각 에어의 압력은 0.2~0.3 MPa가 적당하다.
- 롤러 경도 선택: 평면 작업은 경도 70~80도의 하드 롤러를, 크로스 심이나 단차가 큰 부위는 40~50도의 소프트 롤러를 사용하여 밀착력을 높인다.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목 및 기술 표준 (Related Standards)
- 심실링 머신 (Seam Sealing Machine): 시접 테이프 부착 전용 장비.
- 내수압 (Water Column): 방수 성능의 척도.
- ISO 4915: 스티치 분류 표준. 심실링 전 주로 301(본봉) 또는 401(체인) 스티치가 사용되며, 테이프 부착을 위한 시접 상태를 정의하는 데 필수적이다.
- 초음파 웰딩 (Ultrasonic Welding): 실 없이 원단을 접합하는 기술로, 시접 테이프와 병행하여 완전 무봉제 구현 가능.
- 심그립 (Seam Grip): 테이프 처리가 불가능한 복잡한 모서리나 수선 시 사용하는 액상 실란트.
- OEKO-TEX Standard 100: 부자재의 유해물질 안전성 인증.
¶ 국가별 공장 실무 및 설비 선호도 (Regional Insights)
1) 한국 (KR): 기술 개발 및 샘플링 중심 * 특징: 고난도 기술이 필요한 특수복(군용, 소방용) 및 프리미엄 아웃도어 샘플 제작 위주. * 설비 선호도: 국산 브랜드인 Nawon(나원) 설비(HTM 시리즈)의 점유율이 높으며, 정밀한 온도 제어를 중시한다. * 실무: 작업자의 숙련도가 매우 높아 복잡한 곡선이나 3D 입체 봉제선의 심실링 처리에 강점이 있다.
2) 베트남 (VN): 대량 생산 및 품질 관리의 표준화 * 특징: 글로벌 브랜드(Nike, Adidas, North Face 등)의 메인 생산 기지. * 설비 선호도: 일본의 Queen Light(퀸라이트) 모델이 표준으로 자리 잡고 있으며, 최근에는 자동화 라인이 도입되고 있다. * 실무: 인라인(In-line) 검사 시스템이 철저하다. 봉제 직후 바로 심실링 라인으로 투입되는 구조를 선호하며, 매 시간마다 내수압 테스트(Hourly Water Pressure Test)를 실시하여 기록한다.
3) 중국 (CN): 원가 경쟁력 및 설비 다양성 * 특징: 원단 생산부터 심실링까지 수직 계열화된 공장이 많음. * 설비 선호도: H&H 등 자국산 설비부터 고가형까지 폭넓게 사용. * 실무: '압교(压胶)' 공정의 속도를 극대화하는 경향이 있다. 대량 물량 처리를 위해 다수의 설비를 병렬로 배치하며, 테이프 자재의 로컬 수급이 가장 빠르다.
¶ 심실링 전단계 봉제 가이드 (Pre-sealing Stitching)
시접 테이프의 성공 여부는 그 전 단계인 봉제(Sewing) 품질에 70% 이상 좌우된다.
-
바늘 선택:
- 바늘 열(Needle Heat)에 의한 원단 손상을 방지하기 위해 세라믹 코팅 바늘이나 슬림 포인트 바늘을 사용한다.
- 바늘 시스템: 주로 DBx1 또는 DPx5 시스템을 사용하며, 번수는 원단 두께에 따라 #11에서 #14 사이를 권장한다. 너무 굵은 바늘은 테이프로도 메우기 힘든 큰 구멍을 남긴다.
-
실(Thread) 선택:
- 발수사(Water-repellent Thread) 사용이 필수적이다. 일반 실은 모세관 현상에 의해 테이프 안쪽으로 물을 빨아들이는 통로 역할을 할 수 있다.
- 실의 굵기는 테이프 압착 시 단차를 최소화하기 위해 너무 굵지 않은 것을 선택한다 (보통 60s/3 또는 40s/2).
-
장력 제어 (Tension Control):
- 본봉(Lockstitch) 작업 시 상실과 밑실의 장력이 균일해야 한다. 밑실 장력이 너무 강하면 봉제선이 쭈글거리는 '퍼커링(Puckering)'이 발생하며, 이 주름 사이로 물이 새는 '터널 현상'의 원인이 된다.
- Towa 장력계 기준, 밑실(보빈) 장력은 20~30g 수준으로 부드럽게 설정하는 것이 유리하다. (이는 심실링 롤러 압력과는 별개의 봉제 설정치임)
-
시접 처리 (Seam Allowance):
- 시접 폭은 시접 테이프 폭의 절반보다 2~3mm 좁게 유지해야 한다. (예: 20mm 테이프 사용 시 시접은 7~8mm가 적당). 시접이 너무 넓으면 테이프가 시접 끝단을 완전히 덮지 못해 박리되기 쉽다.
¶ 테이프 보관 및 유통기한 관리 (Storage & Shelf Life)
시접 테이프는 화학 제품이므로 보관 환경에 따라 접착 성능이 급격히 저하될 수 있다.
- 온도 및 습도: 온도 20±5°C, 습도 60% 이하의 그늘진 곳에 보관해야 한다. 고온다습한 베트남이나 인도네시아 공장에서는 반드시 에어컨이 가동되는 자재 창고(AC Room)에 보관해야 한다.
- 유통기한: 제조일로부터 통상 6개월~1년 이내 사용을 권장한다. 기간이 경과하면 핫멜트 층의 가소제가 용출되거나 경화되어 접착력이 떨어진다.
- 적재 방식: 테이프 롤을 눕혀서 쌓으면 자중에 의해 테이프 변형이나 측면 접착제 흘러나옴(Oozing)이 발생할 수 있으므로, 가급적 세워서 보관하거나 전용 랙(Rack)을 사용한다.
- 선입선출 (FIFO): Lot 번호별로 관리하여 먼저 입고된 자재를 우선 사용함으로써 품질 편차를 줄인다.
¶ 실전 트러블슈팅 심화 (Field Troubleshooting)
Q: 특정 구간에서만 내수압 테스트가 실패(누수)한다면? * A1 (단차 확인): 봉제선이 3겹 이상 겹치는 '크로스 심' 부위인지 확인하라. 이 경우 롤러의 압력이 분산되어 미세한 틈이 생길 수 있다. 해결책으로 해당 부위에만 패치(Patch) 테이프를 덧붙이거나, 롤러를 더 말랑한 소재(Shore A 40~50도)로 교체하여 단차를 감싸게 한다. * A2 (실의 매듭): 봉제 시작과 끝의 되박음질(Back-tack) 부위에 실 뭉침이 있는지 확인하라. 실 뭉침은 테이프 밀착을 방해한다. 실 끝을 짧게 커팅(Trimming)하고 압착해야 한다.
Q: 테이프 표면에 하얀 가루나 얼룩이 생긴다면? * A (과열 증상): 노즐 온도가 너무 높거나 작업 속도가 너무 느려 테이프의 수지가 타버린(Degradation) 것이다. 온도를 20도 낮추고 속도를 1m/min 올려보라. 또한 냉각 에어 노즐이 막혀 있지 않은지 점검하라.
Q: 세탁 후 테이프가 뱀 허물처럼 일어난다면? * A (상용성 불량): 원단의 코팅 성분(예: 실리콘 코팅)과 테이프의 접착제 성분이 맞지 않는 경우다. 실리콘 코팅 원단에는 일반 TPU 테이프가 붙지 않으므로, 반드시 실리콘 전용 시접 테이프를 사용해야 한다. 작업 전 반드시 60도 고온 세탁 테스트를 거쳐야 한다.
¶ 환경 및 안전 규정 (Compliance)
- REACH/RoHS: 유럽 수출 제품의 경우 테이프 내 프탈레이트(Phthalate) 및 중금속 함유 여부를 반드시 확인해야 한다.
- Bluesign: 지속 가능한 생산 공정을 인증받은 테이프 사용이 글로벌 브랜드의 필수 요구 사항이 되고 있다.
- VOC 관리: 작업장 내 휘발성 유기 화합물(VOC) 농도를 관리하기 위해 심실링 라인에는 반드시 국소 배기 장치를 설치해야 한다. (미검증)
- PFAS-free: 최근 환경 규제 강화에 따라 불소계 화합물을 배제한 테이프 및 발수제 사용이 의무화되는 추세이다. 특히 2025년 이후 북미 및 유럽 시장 진출을 위해서는 PFAS-free 인증이 필수적이다.