¶ 개요
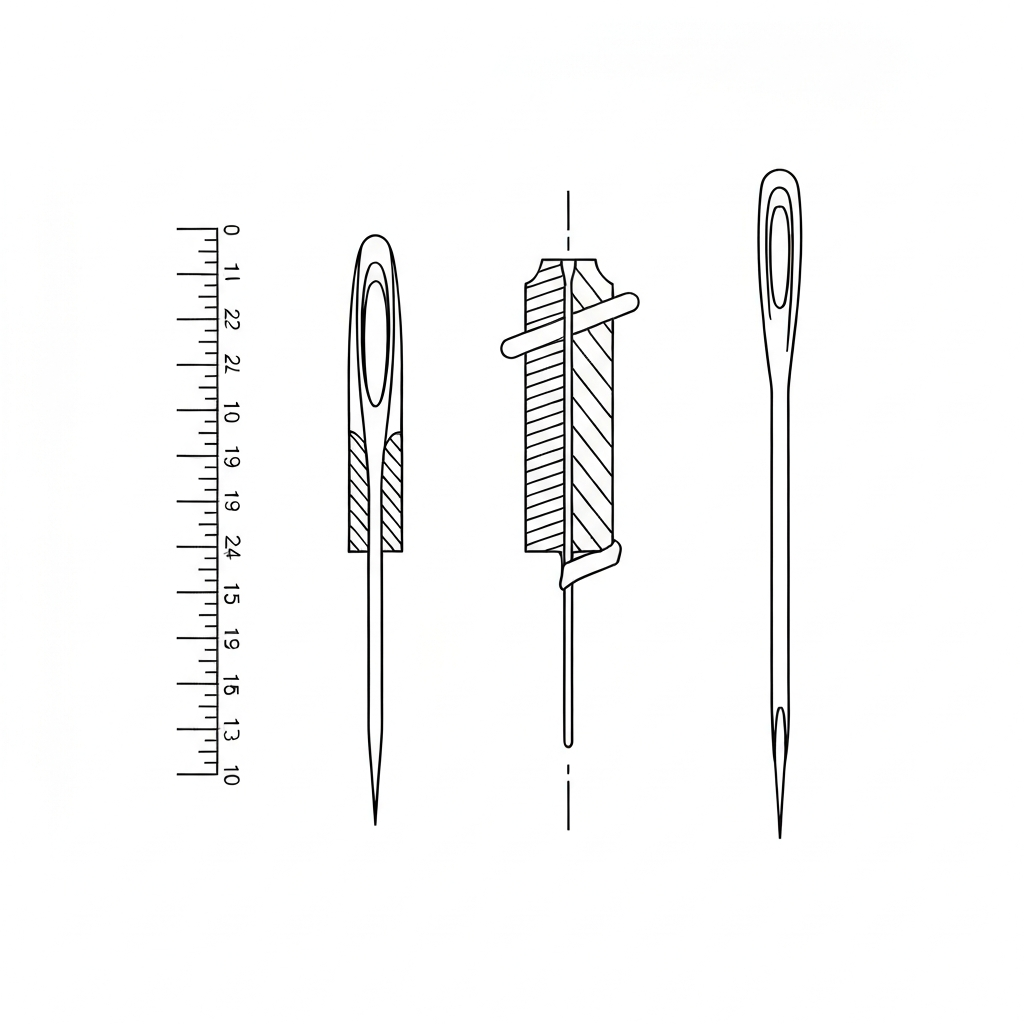
짧은 홈(Short Groove)은 산업용 재봉기 바늘의 눈(Eye) 바로 윗부분, 긴 홈(Long Groove)의 반대편(대개 바늘의 뒷면 또는 가마가 진입하는 방향)에 위치한 짧은 세로 홈을 의미한다. 이 구조는 바늘이 하사점(Bottom Dead Center, BDC)을 지나 상승할 때, 바늘실이 원단과의 마찰 및 관성으로 인해 팽창하며 루프(Loop)를 형성할 수 있는 물리적 공간을 제공한다.
스티치 형성 과정에서 가마(Hook)의 끝(Hook Point)이나 루퍼(Looper)가 이 홈 부위에서 형성된 실 고리 안으로 정확히 진입해야 하므로, 봉제 품질의 핵심인 '루프 형성의 안정성'을 결정짓는 가장 중요한 바늘 구조 중 하나이다. 물리적 메커니즘 관점에서 짧은 홈은 '실의 일시적 수용 및 방출'이라는 이중적 역할을 수행한다. 바늘이 원단을 관통하여 하강할 때는 실이 바늘 벽면에 밀착되도록 유도하여 마찰 저항을 줄이고, 바늘이 다시 상승하는 찰나에는 실이 원단에 걸려 발생하는 '벌징(Bulging) 현상'을 특정 방향(가마 쪽)으로 집중시킨다. 만약 짧은 홈이 없거나 설계가 부적절하다면, 실은 바늘의 양옆으로 무질서하게 팽창하게 되며, 이는 가마 끝이 실을 낚아채지 못하는 땀뜀(Skipped Stitch)의 직접적인 원인이 된다.
산업 현장에서 짧은 홈은 단순히 홈의 유무를 넘어, 그 깊이와 마감 상태에 따라 고속 봉제 시의 실 끊어짐(Thread Breakage)과 발열 문제를 제어하는 핵심 변수로 작용한다. 특히 분당 5,000침(spm) 이상의 고속 본봉 공정이나 극후물용 가방 제조 공정에서는 짧은 홈의 형상 설계가 전체 생산 수율을 결정짓는 임계 요소가 된다.
¶ 기술적 정의 및 메커니즘
물리적 메커니즘 측면에서 짧은 홈은 다음과 같은 다각적 역할을 수행한다.
- 루프 형성 공간 확보 (Loop Formation): 바늘이 하사점에서 약 1.8mm~2.4mm 상승할 때, 실은 원단과의 마찰로 인해 바늘에 밀착되지 않고 밖으로 부풀어 오르는데, 짧은 홈은 이 실이 꺾이거나 꼬이지 않고 일정한 방향(가마/루퍼 방향)으로 루프를 형성하도록 가이드 역할을 한다. 이를 '루프 스트로크(Loop Stroke)' 과정이라 한다.
- 실 보호 및 마찰 저항 감소 (Thread Protection): 바늘이 원단을 관통하고 다시 빠져나올 때, 실이 바늘과 원단 사이에 끼어 파손되는 것을 방지한다. 특히 고속 봉제 시 실이 바늘 구멍을 통과하는 속도는 기계 속도의 수배에 달하므로, 짧은 홈의 매끄러운 마감이 필수적이다.
- 가마 진입 허용 (Hook Clearance): 짧은 홈 바로 위에는 대개 스카프(Scarf)라고 불리는 오목한 부위가 연결되어 있다. 짧은 홈에서 시작된 루프가 스카프 부위에서 최대화되어 가마 끝(Hook Point)이 바늘에 최대한 밀착(0.05mm~0.1mm 간극)하여 실을 낚아챌 수 있게 한다.
- 실의 비틀림 방지 (Anti-Twist): 실이 루프를 형성할 때 자체적인 꼬임(S-twist 또는 Z-twist)으로 인해 루프가 돌아가는 현상을 짧은 홈의 벽면이 물리적으로 억제한다.
ISO 4915 기준 Class 301(본봉), Class 401(이중 사슬뜨기), Class 504(오바로크) 등 거의 모든 기계식 스티치 형성의 핵심 단계가 이 짧은 홈 부위에서 이루어진다. 특히 고속 봉제 시에는 실의 관성력이 커지므로, 짧은 홈의 깊이가 실의 직경 대비 약 40~50% 수준을 유지해야 실이 홈 내부에서 안정적으로 이탈하며 루프를 형성할 수 있다.
¶ 상세 사양표
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 관련 스티치 분류 | ISO 4915 Class 100, 300, 400, 500, 600 전반 | 전 세계 공통 표준 |
| 적용 기계 유형 | 본봉, 오바로크, 인타록, 자수기, 단추달이, 바택(Bartack) 등 | 산업용 전 기종 |
| 주요 장비 모델 | Juki DDL-9000C, Brother S-7300A, Pegasus EX5200, Siruba 700K | 고속 자동사절기 포함 |
| 바늘 시스템 | DB×1, DP×5, DC×27, TV×7, UY 128 GAS, TQ×1, UY 113 GS, 134-35 | 시스템별 홈 형상 상이 |
| 권장 SPI 범위 | 7 ~ 22 SPI (Stitches Per Inch) | 원단 두께에 따른 가변성 |
| 최대 봉제 속도 | 5,000 ~ 8,500 spm (Stitches Per Minute) | 고속 시 열 방산 중요 |
| 주요 소재 | 고탄성 합금강, 크롬 도금(표준), 티타늄(Titanium) 코팅 | 고속/후물용 특수 코팅 |
| 적합 원단 | 박지(Lightweight)부터 극후물(Extra Heavy-weight)까지 | 가죽, 캔버스, 니트 포함 |
| 홈 깊이 표준 | 바늘 직경(d)의 약 35% ~ 45% | 미검증: 제조사별 상이 |
| 표면 거칠기 | Ra 0.2μm 이하 | 실의 마찰 저항 최소화 기준 |
| 바늘 번수 범위 | Nm 60 (#8) ~ Nm 250 (#27) | 실 번수와 반드시 매칭 |
¶ 적용 분야 및 공정별 특성
짧은 홈의 설계와 상태는 공정의 난이도에 따라 그 중요성이 배가된다.
- 고속 의류 생산 (High-Speed Apparel): 셔츠, 티셔츠 등 대량 생산 라인에서 5,000spm 이상의 속도로 봉제할 때, 짧은 홈의 매끄러운 마감은 실의 보풀 발생을 억제하고 일정한 땀 형성을 보장한다. 고속 회전 시 발생하는 공기 와류가 짧은 홈 내부의 실 안정성에 영향을 미치므로, 프리미엄 바늘(예: Groz-Beckert GEBEDUR)은 이 부위의 경도를 극대화한다.
- 데님 및 후물 공정 (Denim & Heavy-duty): 청바지의 인심(Inseam) 합봉과 같이 두꺼운 시접이 겹치는 구간에서 바늘이 휘어질 때, 짧은 홈과 가마 사이의 간극이 변하더라도 루프가 안정적으로 형성되도록 돕는다. 후물용 바늘은 짧은 홈의 폭을 넓게 설계하여 굵은 번수의 실(코아사 20수/3합 등)이 끼이지 않도록 한다.
- 신축성 원단 (Knit/Stretch): 기능성 스포츠웨어 봉제 시, 원단의 복원력 때문에 루프가 불규칙해지기 쉬운데, 이때 짧은 홈의 깊이와 형상이 땀뜀 방지의 핵심 변수가 된다. 특히 니트용 바늘(Ball Point)은 짧은 홈 주변의 라운딩 처리가 더욱 정교하여 원단 손상을 방지한다.
- 특수 산업용 자재 (Technical Textiles): 자동차 에어백, 안전벨트 등 고강도 나일론 실을 사용하는 공정에서는 실의 마찰열을 최소화하기 위해 짧은 홈 내부에 특수 코팅 처리를 하기도 한다. 에어백 봉제 시 짧은 홈의 온도는 순간적으로 250°C 이상 상승할 수 있어, 티타늄 코팅 바늘 사용이 필수적이다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 땀뜀 (Skipped Stitches)
- 원인: 바늘 장착 시 짧은 홈의 방향이 가마/루퍼를 정확히 향하지 않음(각도 틀어짐). 또는 짧은 홈 내부에 실 찌꺼기(Lint)가 고착되어 루프 형성을 방해함.
- 해결: 바늘의 긴 홈이 정면(또는 왼쪽)을 향하게 하고, 짧은 홈이 가마 쪽을 향하도록 0도 위치를 재설정한다. 에어건을 이용하여 짧은 홈 내부의 이물질을 주기적으로 제거한다.
- 실 끊어짐 및 보풀 (Thread Breakage/Fraying)
- 원인: 짧은 홈 내부에 미세한 버(Burr)가 발생하거나 가마 끝과의 충돌로 스크래치가 생김. 실의 번수가 바늘 번수에 비해 너무 굵어 짧은 홈에 실이 꽉 끼는 경우(실 점유율 과다).
- 해결: 바늘을 즉시 교체하고, 가마와 바늘 사이의 간극(Clearance)을 재조정한다. 실의 직경이 짧은 홈 폭의 80%를 초과하지 않도록 바늘 번수를 상향한다.
- 루프 형성 불량 (Poor Loop Formation)
- 원인: 바늘대 높이(Needle Bar Height) 설정 오류로 인해 가마 끝이 짧은 홈/스카프 범위를 벗어난 지점에서 진입함. 실의 장력이 너무 강해 짧은 홈에서 실이 충분히 팽창하지 못함.
- 해결: 타이밍 게이지를 사용하여 바늘대 높이를 표준 사양(예: 하사점에서 2.0mm 상승 시 가마 끝 일치)으로 조정한다. 윗실 장력을 Towa 게이지 기준 적정 범위(본봉 기준 50~80g)로 완화한다.
- 열에 의한 실 녹음 (Thread Melting)
- 원인: 고속 봉제 시 짧은 홈과 실 사이의 마찰열이 합성섬유의 융점 이상으로 상승.
- 해결: 바늘 냉각 장치(Needle Cooler)를 가동하거나, 실리콘 오일 탱크를 통과시켜 실에 윤활성을 부여한다. 열 방산 효율이 높은 크롬 도금 바늘 대신 세라믹 또는 티타늄 코팅 바늘을 검토한다.
- 스티치 불균형 (Uneven Stitch)
- 원인: 짧은 홈의 깊이가 사용하는 실의 굵기에 비해 너무 얕아 실이 눌림.
- 해결: 실의 번수에 맞는 적절한 바늘 번수(Size)를 선택하여 짧은 홈 내에 실이 충분히 수용되게 한다.
¶ 품질 검사 및 관리 기준
- 바늘 장착 각도 검사: 숙련공은 손가락 끝으로 짧은 홈의 위치를 확인하며, 정밀 공정에서는 바늘 정렬 가이드를 사용하여 장착 각도를 검사한다. 베트남 및 중국의 대형 공장에서는 레이저 포인터를 이용한 바늘 각도 정렬 장비를 도입하기도 한다.
- 표면 조도 확인: 현미경(20배율 이상)을 통해 짧은 홈 내부의 도금 박리나 스크래치 여부를 정기적으로 확인한다 (AQL 1.0 적용). 특히 가죽 봉제 시에는 짧은 홈 측면의 마모가 실 끊어짐의 주범이 된다.
- 루프 테스트 (Loop Test): 저속 회전(Hand wheel 조작) 시 짧은 홈 부위에서 실이 좌우로 흔들리지 않고 수직으로 깨끗한 고리를 형성하는지 육안 검사한다. 이때 루프의 크기가 일정하지 않다면 짧은 홈의 가공 불량을 의심해야 한다.
- 바늘 교체 주기 관리: 고속 라인 기준 4~8시간마다 바늘을 교체하며, 짧은 홈 부위의 마모도를 체크하여 교체 주기를 데이터화한다. (미검증: 바늘 1개당 평균 봉제 연장 m수는 원단 재질에 따라 5,000m~15,000m 사이로 관리됨)
¶ 현장 은어 및 국가별 명칭
| 언어 | 용어 | 로마자/발음 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 짧은 홈 | Jjalbeun Hom | 공식 기술 용어 |
| 한국어 (KR) | 뒷홈 / 우라 홈 | Ura Hom | 일본어 '우라(뒤)'에서 유래, 현장 다수 사용 |
| 일본어 (JP) | 短溝 | Tangizo | 표준 기술 용어 |
| 일본어 (JP) | えぐり | Eguri | 스카프(Scarf)와 짧은 홈을 통칭하여 부르는 은어 |
| 베트남어 (VN) | Rãnh ngắn | Ranh ngan | 현장 기술자 및 메카닉 공통 사용 |
| 중국어 (CN) | 短槽 | Duǎncáo | 바늘 사양서 및 기술 도면 표준 표기 |
| 중국어 (CN) | 针槽 (后) | Zhēncáo (hòu) | 바늘의 뒷면 홈이라는 의미로 사용 |
¶ 장비 세팅 가이드 (Technical Setting)
- 바늘 방향 (Needle Orientation):
- 본봉(Lockstitch): 긴 홈은 왼쪽, 짧은 홈은 오른쪽(가마가 있는 쪽)을 향한다. (Juki DDL 시리즈 기준)
- 오바로크(Overlock): 기종에 따라 다르나, 대개 짧은 홈이 뒤쪽(루퍼가 진입하는 방향)을 향하게 한다. Pegasus EX 시리즈의 경우 바늘의 기울기 각도에 따라 짧은 홈의 위치를 미세 조정한다.
- 가마 타이밍 (Hook Timing):
- 바늘이 하사점에서 상승을 시작하여 약 1.8mm ~ 2.4mm(기종별 상이) 올라왔을 때, 가마의 끝(Hook Point)이 바늘 중심선에 도달해야 한다.
- 이때 가마 끝은 짧은 홈 바로 위의 스카프(Scarf) 중심부에 위치해야 루프를 가장 안정적으로 낚아챌 수 있다. 가마 끝이 짧은 홈의 하단부(눈에 가까운 쪽)에 진입하면 실을 쪼개는 현상(Thread Splitting)이 발생할 수 있다.
- 간극 조정 (Clearance):
- 가마 끝과 바늘의 짧은 홈/스카프 바닥 사이의 간격은 0.05mm ~ 0.1mm로 설정한다. (명함 한 장이 간신히 지나갈 정도의 틈)
- 이 간격이 너무 넓으면 땀뜀이 발생하고, 너무 좁으면 바늘과 가마가 충돌하여 파손된다. 특히 신축성이 강한 원단에서는 이 간극을 0.03mm까지 좁히는 '제로 세팅'을 하기도 하지만, 바늘 발열에 주의해야 한다.
¶ 공정 흐름도 (Process Flow)
¶ 실전 노하우 및 국가별 공장 관리 차이
- 한국 공장 (KR): 숙련된 메카닉들이 짧은 홈의 위치를 손가락의 촉감과 소리(가마와 바늘이 스치는 미세한 마찰음)로 잡아내는 경향이 있다. '우라 홈'의 각도를 미세하게(약 2~3도) 가마 쪽으로 더 틀어 루프 형성을 강제하는 '비정석 세팅'을 통해 난봉제 원단을 해결하기도 한다.
- 베트남 공장 (VN): 대규모 라인 생산이 주를 이루므로, 개인의 감각보다는 표준화된 게이지(Timing Gauge) 사용을 엄격히 규정한다. 바늘 교체 시 짧은 홈의 방향을 확인하기 위해 전용 돋보기가 부착된 조명을 사용하며, 바늘 소모량을 실시간 ERP로 관리한다.
- 중국 공장 (CN): 고속 자동화 설비가 보편화되어 있어, 짧은 홈의 내열 성능을 중시한다. 저가형 바늘 사용 시 짧은 홈 부위의 도금이 벗겨져 원단에 오염(금속 가루)이 발생하는 것을 방지하기 위해, 출고 전 검침기(Needle Detector) 통과와 별개로 바늘 표면 조도 검사를 병행한다.
¶ 관련 항목
- 긴 홈 (Long Groove): 바늘 앞면에 위치하며, 실이 원단을 통과할 때 마찰로부터 실을 보호하는 긴 통로. 짧은 홈보다 깊고 길게 설계된다.
- 스카프 (Scarf): 짧은 홈 상단에 깎여진 오목한 부위로, 가마와의 간극을 최소화하는 역할. 짧은 홈과 스카프는 하나의 기능적 단위로 움직인다.
- 바늘 눈 (Needle Eye): 실이 통과하는 구멍으로, 짧은 홈과 긴 홈이 만나는 하단 지점. 눈의 내경 마감 상태가 짧은 홈의 루프 형성력에 영향을 미친다.
- 가마 타이밍 (Hook Timing): 짧은 홈에서 형성된 루프와 가마의 시간적/공간적 일치성. 봉제 품질의 90%를 결정한다.
- 바늘 번수 (Needle Size): 실의 굵기에 따라 짧은 홈의 폭과 깊이가 결정되는 기준. Nm(Metric) 또는 번수(#)로 표기한다.
- 미검증: 일부 특수 바늘(예: 곡선 바늘, 퀼팅용 특수 바늘)에서의 짧은 홈 형상 변형에 따른 루프 형성률 데이터는 제조사별 기밀 사항으로 미검증됨. 또한, 초음파 봉제 등 비기계식 접합에서의 짧은 홈 유사 구조 적용 여부도 미검증 상태임. 바늘 제조 공정에서의 짧은 홈 절삭 정밀도(±0.001mm 단위) 역시 대외비로 관리됨.