¶ 개요 및 산업적 배경
싱글 져지(Single Jersey)는 위편물(Weft Knit)의 가장 대표적이고 기본적인 조직으로, 한 줄의 바늘 침상(Single Needle Bed)을 가진 원형 편기(Circular Knitting Machine)에서 생산되는 단면 편물입니다. 한국 현장에서는 '싱글' 또는 '메리야스'로 통칭되며, 일본식 은어인 '다이마루(大丸)' 범주에 속하는 가장 대중적인 원단입니다. 원단의 앞면과 뒷면의 조직 구성이 다른 비대칭 구조가 특징이며, 이로 인해 발생하는 물리적 특성은 봉제 공정에서 정밀한 기계 세팅을 요구합니다.
물리적 메커니즘 및 산업적 중요도: 싱글 져지는 루프(Loop)가 한 방향으로만 형성되는 구조적 특성상, 인터록(Interlock)이나 리브(Rib) 조직에 비해 두께가 얇고 가벼우며 통기성이 우수합니다. 편직 시 싱커(Sinker)가 루프를 잡아주는 역할을 하며, 바늘의 밀도(Gauge)에 따라 원단의 섬세함이 결정됩니다. 보통 20G(게이지)에서 40G 사이로 생산되며, 게이지가 높을수록 고밀도의 고급 원단으로 분류됩니다.
대체 기법과의 비교: * 인터록(양면) 대비: 싱글 져지는 생산 속도가 빠르고 원가 절감에 유리하지만, 가장자리가 말리는 컬링(Curling) 현상이 심해 봉제 난이도가 높습니다. * 리브(시보리) 대비: 가로 신축성은 리브보다 낮으나 표면이 매끄러워 프린트 및 자수 가공에 최적화되어 있습니다. 산업 현장에서 싱글 져지는 '가성비'와 '범용성'을 기준으로 선택됩니다. 특히 베트남과 중국의 대규모 의류 공장(Garment Factory)에서는 T-셔츠 생산의 80% 이상을 싱글 져지로 처리하며, 이는 전 세계 의류 생산량의 핵심적인 비중을 차지합니다.
¶ 기술적 정의 및 구조적 특성
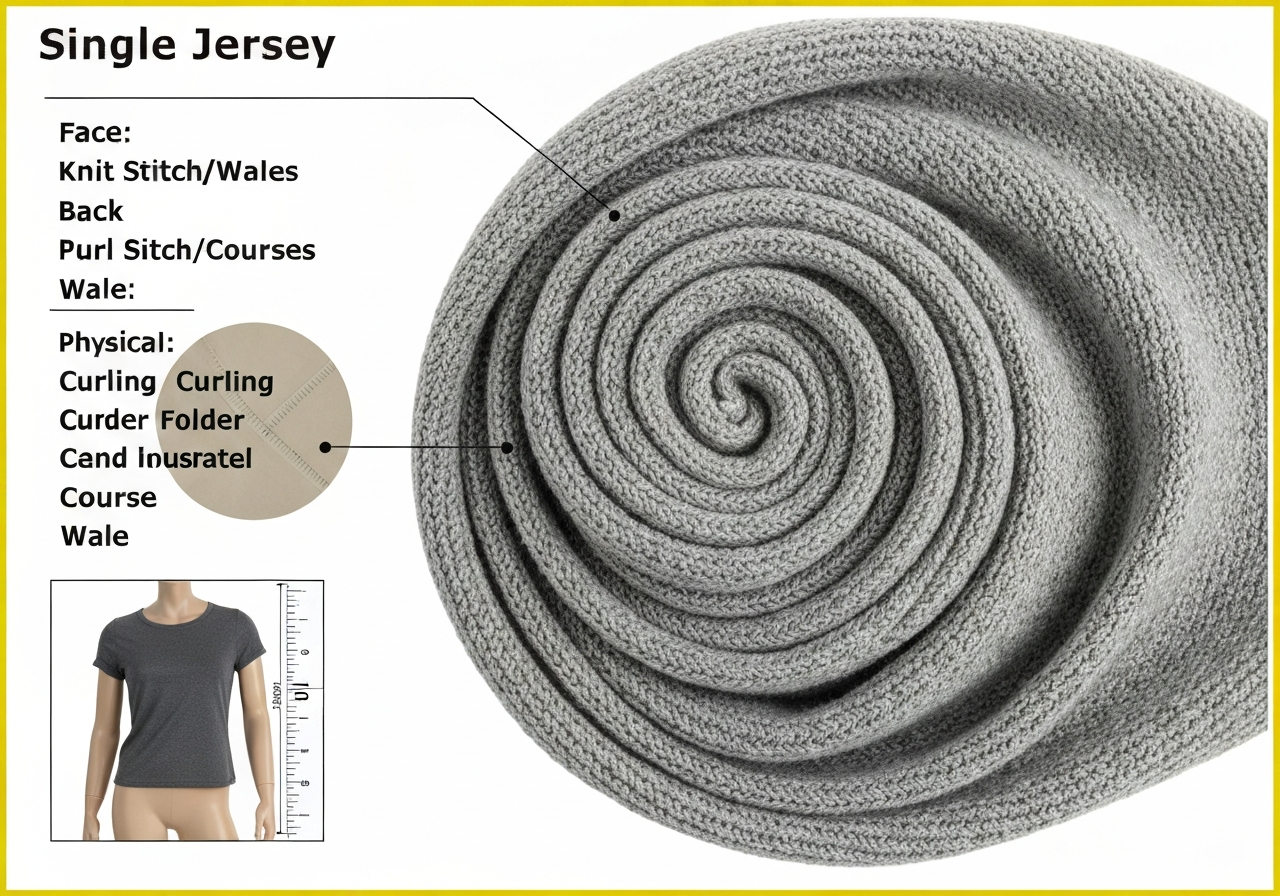
- 조직 구조: 원단의 겉면(Face)은 V자 형태의 편환(Knit Stitch/Wales)이 수직으로 배열되고, 안면(Back)은 반원형의 루프(Purl Stitch/Courses)가 수평으로 배열됩니다. 이 구조적 차이로 인해 빛의 반사율이 달라 겉면이 더 매끄럽고 광택이 납니다.
- 컬링 현상(Curling): 단면 조직의 특성상 절단 시 가장자리가 겉면 쪽으로 말리는 성질이 있습니다. 이는 봉제 시 작업 효율을 저하시키는 주된 요인이며, 이를 제어하기 위해 특수 노루발이나 가이드(Folder) 사용이 필수적입니다. 특히 저중량(100gsm 이하) 원단에서 심화됩니다.
- 신축성(Stretchability): 가로(Course) 방향의 신축성이 세로(Wale) 방향보다 월등히 우수합니다. 봉제 시 원단이 늘어나는 것을 방지하기 위해 차동 이송(Differential Feed) 조절이 핵심이며, 과도한 신축은 솔기 우글거림(Puckering)의 원인이 됩니다.
- 사행도(Spirality): 원사(Yarn)의 잔류 토크(Torque)로 인해 원단이 한쪽으로 쏠리는 현상이 발생할 수 있으며, 이는 완성된 의류의 옆솔기가 돌아가는 품질 결함의 원인이 됩니다. S-Twist와 Z-Twist 원사를 교대로 사용하거나 열고정(Heat Setting)을 통해 완화합니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 및 기준 값 | 비고 |
|---|---|---|
| 주요 봉제 스티치 (ISO 4915) | Class 504 (3-실 오버록), Class 514 (4-실 오버록), Class 406 (2-바늘 커버스티치), Class 607 (플랫로크) | 용도에 따른 스티치 선택 |
| 권장 재봉기 유형 | 고속 오바로크(Overlock), 실린더 베드 커버스티치(Cylinder Bed Coverstitch), 본봉(Lockstitch) | 자동 사절 기능 권장 |
| 대표 장비 모델 | Juki MO-6814S, Pegasus M952, Brother S-7250A (니트용), Yamato VG2700, Siruba 747K | 글로벌 공장 표준 장비 |
| 바늘 시스템 (Needle System) | DC×27 (오버록), UY128GAS (커버스티치), DB×1 KN (본봉용 볼포인트) | Groz-Beckert SAN 10 권장 |
| 바늘 굵기 (Needle Size) | Nm 65/9 ~ Nm 75/11 (원단 중량에 따라 가변) | 극세사 싱글은 Nm 60 이하 사용 |
| 스티치 밀도 (SPI) | 10 ~ 14 SPI (바이어 요구 사양 및 원단 복원력에 따라 설정) | 고신축 원단은 낮은 SPI 설정 |
| 봉제사 구성 | 바늘실: Spun Polyester 40/2, 50/2 / 루퍼실: Textured Polyester (Woolly Nylon) | 신축성 확보를 위한 구성 |
| 최대 봉제 속도 | 6,500 ~ 7,500 spm (장비 및 공정 난이도에 따라 상이) | 베트남/중국 대량생산 기준 |
| 적합 원단 중량 | 100 gsm (경량 내의) ~ 220 gsm (중량 T-셔츠) | 160-180 gsm이 가장 보편적 |
| 실 장력 기준 (Towa Gauge) | 바늘실: 10~15g / 밑실(보빈): 20~25g (본봉 기준) | 니트 전용 저장력 세팅 |
| 차동 이송비 (Diff. Feed) | 1.2 : 1.0 ~ 1.5 : 1.0 | 원단 늘어남 방지용 |
¶ 주요 적용 분야 및 공정 노하우
싱글 져지는 그 유연성과 가벼움으로 인해 의류 전반과 일부 산업용 자재에 광범위하게 사용됩니다.
-
의류 (Apparel):
- 상의 (T-Shirts/Polo): 몸판(Body)의 옆솔기(Side Seam)와 어깨선(Shoulder Line)에 주로 사용됩니다. 어깨선 봉제 시에는 늘어남 방지를 위해 '모빌론 테이프(Mobilon Tape)'를 함께 봉제하는 것이 표준입니다.
- 넥라인 (Neckline): 싱글 져지 몸판에 리브(Rib) 원단을 에리(Collar)로 부착할 때, 오바로크(Class 514) 후 본봉(Class 301)으로 스티치(Top-stitching)를 눌러주어 형태 안정성을 확보합니다.
- 내의 (Underwear): 팬티의 마찌(Gusset) 부위나 런닝의 암홀(Armhole) 바인딩 처리에 사용됩니다. 피부 접촉이 잦으므로 60/2 이상의 고번수 면사를 사용하며 SPI를 14 이상으로 높여 부드러운 솔기를 형성합니다.
- 스포츠웨어: 폴리에스테르/스판덱스 혼용 싱글 져지는 래쉬가드나 요가복의 주 원단입니다. 이때는 4바늘 6실 플랫로크(Flatseamer, ISO 607) 공법을 사용하여 시접의 두께를 최소화하고 피부 마찰을 방지합니다.
-
가방 및 잡화 (Bags & Accessories):
- 안감 (Lining): 고급 가죽 가방의 내부 안감으로 사용되어 소지품의 스크래치를 방지합니다.
- 더스트 백 (Dust Bag): 제품 보관용 주머니로 사용되며, 주로 저중량(120gsm 이하) 싱글 져지가 채택됩니다.
- 백팩 부위: 어깨끈(Shoulder Strap) 내부의 쿠션재를 감싸는 안쪽 면에 통기성을 위해 메쉬와 함께 혼용되기도 합니다.
-
업종별 실무 차이:
- 스포츠웨어: 고신축성이 요구되므로 우수한 복원력을 가진 코아사(Core Spun Yarn)를 사용하며, SPI를 낮게 설정하여 실 터짐을 방지합니다.
- 캐주얼/정장: 외관의 정갈함이 중요하므로 SPI를 12~14로 촘촘하게 설정하고, 프레싱(Pressing) 공정을 통해 솔기를 완전히 눕힙니다.
¶ 주요 봉제 결함 및 해결 방안 (Troubleshooting)
-
Puckering (우글거림/퍼커링)
- 원인: 원단 신축성 대비 과도한 실 장력 또는 이송치(Feed Dog) 설정 오류.
- 해결: 차동 이송(Differential Feed) 레버를 1.2~1.5로 설정하여 앞니가 원단을 약간 밀어넣도록 조정. 실 장력을 최소화하고 니트 전용 노루발을 사용함.
-
Needle Holes (핀홀/바늘 구멍)
- 원인: 날카로운 바늘 끝이 니트 루프를 절단하여 세탁 후 구멍이 커짐.
- 해결: 반드시 볼 포인트 바늘(Ball Point Needle, SES/SUK 타입)을 사용. 바늘 끝의 마모 상태를 매 8시간 작업 후 정기적으로 점검.
-
Skipped Stitches (메야스/땀뜀)
- 원인: 고속 봉제 시 바늘 열로 인한 실 끊김 또는 바늘과 루퍼 사이의 간극(Clearance) 과다.
- 해결: 바늘 냉각 장치(Needle Cooler/Silicone Oil) 사용. 바늘과 루퍼의 타이밍 및 간극을 0.05mm 이내로 재조정. 바늘 가드(Needle Guard)의 위치 확인.
-
Edge Curling (말림 현상)
- 원인: 싱글 져지 특유의 구조적 장력 불균형.
- 해결: 봉제 전 스팀 프레싱으로 단면을 평평하게 유지. 오바로크 작업 시 '컬링 방지용 가이드' 부착 및 노루발 압력 최적화. 재단 후 즉시 봉제 권장.
-
Seam Grin (실 벌어짐)
- 원인: 루퍼실 장력이 너무 느슨하거나 스티치 밀도가 낮음.
- 해결: 루퍼실 장력을 미세하게 강화하고, 강도가 필요한 부위에는 3실 대신 4실 오바로크(Safety Stitch)를 적용하여 구조적 안정성 확보.
-
Roping Effect (로핑 현상)
- 원인: 커버스티치(Hemming) 작업 시 하단 단면이 새끼줄처럼 꼬이는 현상.
- 해결: 노루발의 좌우 압력 균형을 맞추고, 이송 피치와 차동비를 재설정하여 원단이 사선으로 밀리지 않게 고정.
¶ 품질 검사 및 관리 기준 (QC Standard)
- 사행도 (Spirality/Torque): 세탁 후 옆솔기가 돌아가는 현상을 측정. 일반적으로 5% 이내를 합격 기준으로 하며, 8% 초과 시 불량으로 간주. (AATCC 179 기준)
- 파열 강도 (Bursting Strength): 니트 원단이 압력에 견디는 힘을 측정(ASTM D3786). 싱글 져지는 직물보다 파열에 취약하므로 기준치(보통 50-70 psi 이상) 준수 확인 필수.
- 수축률 (Dimensional Stability): 세탁 후 가로/세로 방향의 치수 변화율 확인. 통상 +/- 5% 이내 관리. (ISO 6330 기준)
- 스티치 신장률 (Stitch Elongation): 원단을 최대로 늘렸을 때 스티치가 터지지 않고 원단과 함께 늘어나는지 확인. (최소 120% 이상의 신장률 권장)
- 필링 (Pilling): 마찰에 의해 보풀이 발생하는 정도 측정. 싱글 져지는 3.5등급 이상을 요구함.
¶ 공장 실무 용어 및 국가별 은어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 싱글 / 메리야스 | Single / Meriyasu | 현장에서 가장 보편적으로 사용되는 명칭 |
| 한국어 (KR) | 다이마루 | Daimaru | 원형 편물(Knit) 전체를 통칭하는 일본식 은어 |
| 일본어 (JP) | 天竺 | Tenjiku | 싱글 져지 조직을 뜻하는 정식 명칭 |
| 일본어 (JP) | メリヤス | Meriyasu | 편물을 뜻하는 고어이자 현장 용어 |
| 베트남어 (VN) | Thun trơn | Thun tron | '매끄러운 니트'라는 뜻으로 싱글 져지를 의미 |
| 베트남어 (VN) | Vải Single | Vai Single | 기술 문서에서 주로 사용되는 명칭 |
| 중국어 (CN) | 单面布 | Danmianbu | '단면포'. 조직의 특성을 그대로 나타내는 용어 |
| 중국어 (CN) | 汗布 | Hanbu | '한포'. 땀 흡수가 좋은 T-셔츠용 얇은 싱글 져지 |
국가별 실무 관리 차이: * 한국: '다이마루'라는 용어가 뿌리 깊게 박혀 있으며, 소량 다품종 생산 시 본봉(Lockstitch)의 장력을 극도로 낮추어 니트의 맛을 살리는 기술을 선호합니다. * 베트남: 대형 벤더(Vendor) 중심의 대량 생산 체제로, Pegasus나 Yamato 자동 사절 오바로크 라인을 구축하여 속도(7,000spm 이상)와 균일한 품질에 집중합니다. * 중국: 원단 생산부터 봉제까지 수직 계열화된 공장이 많으며, 최근에는 실켓(Mercerized) 가공된 고급 싱글 져지 봉제 시 바늘 열 손상을 방지하기 위한 실리콘 오일 장치 사용이 일반화되어 있습니다.
¶ 장비 세팅 가이드 (Technical Setting)
- 차동 이송(Differential Feed): 싱글 져지는 봉제 시 늘어나기 쉬우므로 차동비를 1.2~1.5 사이로 설정하여 원단을 약간 오므리며 봉제되도록 조정. (원단이 얇을수록 차동비를 높임)
- 노루발 압력(Presser Foot Pressure): 원단에 이송치 자국이나 광택(Shine)이 남지 않도록 최소한의 압력으로 설정하되, 고속 주행 시 원단이 헛돌지 않을 정도로 유지. (약 1.5~2.5kgf)
- 바늘 선택: 30수~40수 싱글 기준 #9(65) ~ #11(75) 볼 포인트 바늘 사용 필수. 바늘 끝이 뾰족한 R(Sharp) 타입은 절대 금지.
- 실 장력(Tension): 니트의 신축성을 방해하지 않도록 본봉 작업 시에는 장력을 약간 느슨하게 설정하고, 오바로크는 루퍼실에 신축성 있는 실(Woolly Nylon) 사용을 권장하여 솔기 터짐 방지.
- 침판(Needle Plate): 얇은 싱글 져지의 경우 침판 구멍이 작은(1.2mm~1.5mm) 것을 사용하여 원단이 빨려 들어가는 현상을 방지.
¶ 공정 흐름도 (Process Flow)
¶ 실전 트러블슈팅 노하우 (Senior Technician's Tips)
-
원단이 씹히는 현상 (Fabric Jamming): - 싱글 져지가 얇을수록 침판(Needle Plate) 구멍으로 원단이 빨려 들어가는 경우가 많습니다. 이때는 침판 구멍이 작은 '니트 전용 침판'으로 교체하고, 이송치(Feed Dog)를 미세치(Fine Pitch) 타입으로 변경하십시오. 또한 노루발의 들림 높이를 최소화하십시오.
-
옆솔기 뒤틀림 (Skewing): - 재단 전 원단을 최소 24시간 이상 평평한 곳에 펴두는 '휴지(Relaxation)' 공정이 생략되었을 가능성이 큽니다. 봉제 시에는 차동 이송을 과하게 주지 말고, 상하 이송(Top and Bottom Feed) 재봉기를 사용하여 원단의 밀림을 원천 차단하십시오.
-
세탁 후 목 늘어남: - 넥라인 바인딩 시 싱글 져지 원단을 바이어스(Bias) 방향으로 재단했는지 확인하십시오. 또한, 체인스티치(Chainstitch)를 적용할 경우 실의 신축성이 원단보다 낮으면 세탁 후 실이 터지거나 원단이 우글거립니다. 반드시 루퍼실에 벌키성이 좋은 텍스처드사를 사용하십시오.
-
바늘 열에 의한 원단 녹음 (Synthetic Single Jersey): - 폴리에스테르 100% 싱글 져지 봉제 시 고속 회전으로 인한 바늘 열이 원단을 녹여 구멍을 낼 수 있습니다. 바늘 냉각용 실리콘 오일(Needle Cooler)을 장착하고, 바늘을 초경 코팅된 제품으로 교체하십시오.
¶ 관련 항목 (Related Terms)
- 인터록 (Interlock): 양면 조직으로 싱글 져지보다 두껍고 양면의 모양이 동일하며 말림 현상이 없음.
- 리브 (Rib): 흔히 '시보리'라 불리며, 가로 신축성이 극대화된 조직으로 목 시보리나 소매단에 사용.
- GSM (Grams per Square Meter): 원단의 단위 면적당 무게로, 싱글 져지의 두께와 단가를 결정하는 핵심 지표.
- 차동 이송 (Differential Feed): 니트 봉제 시 원단의 늘어남이나 우글거림을 조절하는 재봉기의 핵심 메커니즘.
- 볼 포인트 바늘 (Ball Point Needle): 니트 조직의 손상을 방지하기 위해 끝이 둥글게 설계된 바늘.
- 모빌론 테이프 (Mobilon Tape): 어깨나 암홀 등 늘어남 방지가 필요한 부위에 삽입하는 투명 탄성 테이프.
- 실켓 가공 (Mercerization): 면 싱글 져지에 광택과 강도를 부여하는 화학적 가공법.
- 사행도 (Spirality): 원단이 비틀리는 현상으로 싱글 져지의 고질적인 품질 관리 항목.