

슬라이더 (Slider)
¶ 정의 및 기계적 구조
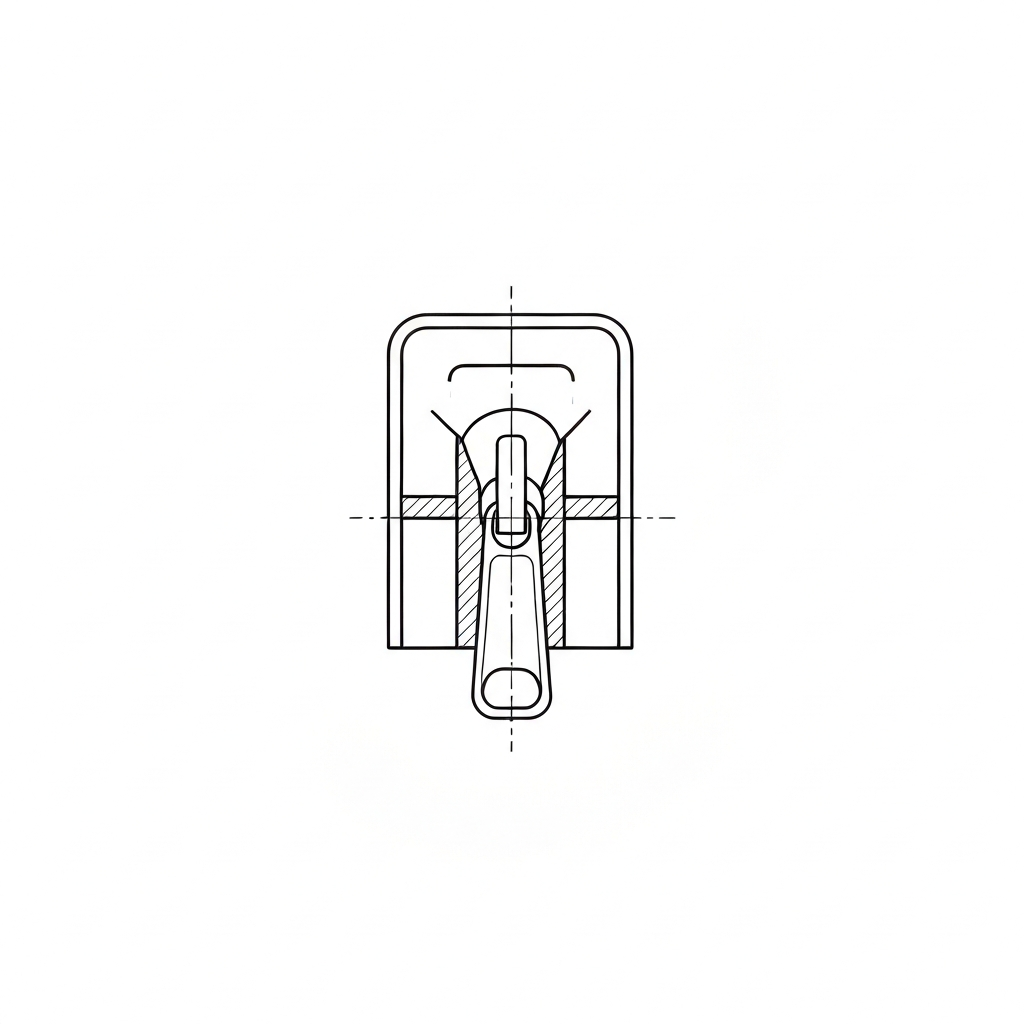
슬라이더(Slider)는 지퍼의 개폐를 제어하는 핵심 기계적 부품으로, 지퍼 체인(Elements)을 맞물리게 하거나 분리하는 기능을 수행합니다. 슬라이더 내부에는 '다이아몬드(Diamond)' 또는 '쐐기(Wedge)'라고 불리는 Y자형 내부 경로 구조가 설계되어 있습니다. 슬라이더가 전진할 때 양쪽의 엘리먼트를 일정한 각도로 유도하여 결합(Interlocking)시키고, 후진할 때는 분리(Disengaging)시킵니다. 이 과정에서 발생하는 물리적 마찰, 인장 응력, 압력을 견디기 위해 정밀한 금형 설계와 재질 선정이 필수적입니다.
봉제 산업에서 슬라이더는 단순한 부속품을 넘어 제품의 완성도와 브랜드 신뢰도를 결정하는 핵심 요소입니다. 단추(Button)가 불연속적인 결합을 제공하고 벨크로(Velcro)가 빠른 탈착에 특화되어 있다면, 슬라이더는 '완벽한 밀폐'와 '연속적인 장력 분산'이라는 독보적인 기능을 제공합니다. 현대의 슬라이더는 정밀 다이캐스팅(Die-casting) 기술을 통해 0.01mm 단위의 공차(Tolerance) 내에서 생산되며, 이는 지퍼의 부드러운 작동감(Hand-feel)과 직결됩니다.
한국 공장에서는 주로 '머리'라는 용어로 통용되며, 베트남과 중국의 대규모 생산 라인에서는 SOP(표준작업절차서)에 따른 '슬라이더 삽입 효율(Mounting Efficiency)'과 '자동화 기기 적합성'을 품질의 척도로 삼습니다. 특히 고기능성 아웃도어 브랜드에서는 슬라이더의 경량화, 염수 분무 저항성, 저온 충격 강도를 극한의 환경 테스트를 통해 검증하며, 이는 ISO 10733 및 ASTM D2061 표준에 따른 엄격한 품질 관리의 근거가 됩니다.
¶ 상세 사양표
| 항목 | 세부 내용 |
|---|---|
| 관련 표준 | ISO 10733 (지퍼 사양), ASTM D2061 (지퍼 강도 테스트 표준), BS 3084 |
| 주요 재질 | 아연 합금(Zinc Alloy #3 - Die-casting), 황동(Brass), 플라스틱(POM/Nylon), 스테인리스강(SUS 316 - 특수용) |
| 규격 (Size) | #2, #3, #4, #5, #7, #8, #10, #12, #15, #20, #30 (숫자가 클수록 대형) |
| 잠금 기능 유형 | Auto-lock (DA), Non-lock (DN), Pin-lock, Semi-auto lock, Reversible (회전형) |
| 표면 처리 | 전해 도금(니켈, 흑니켈, 골드, 무광/유광), 정전 분체 도장(Painting), 에폭시 코팅, PVD 코팅 |
| 주요 제조사 | YKK (일본), RIRI (스위스), SBS (중국), KCC (한국), IDEAL (미국), LAMPO (이탈리아) |
| 부착 장비 | 지퍼 지그(Zipper Jig), 자동 슬라이더 삽입기(Automatic Slider Mounting Machine) |
| 주요 검사 항목 | Puller Twist Force, Slider Locking Strength, Reciprocating Test (왕복 테스트), Nickel Release |
| 내열 성능 | 도장 제품 기준 약 130°C~150°C, 금속 도금 제품 기준 200°C 이상 (단, 테이프 내열성 고려 필요) |
| 작동 토크 | 규격별 상이하나 #5 기준 0.2~0.4 N·m 이하 권장 (부드러운 개폐 기준) |
| 화학적 규제 | OEKO-TEX Standard 100, REACH, CPSIA (납 및 프탈레이트 함유량 제한) |
¶ 적용 분야 및 세부 사양
- 의류 (Apparel):
- 아우터 및 다운 자켓: 재킷 앞중심(Front Center)에는 주로 #5~#8 규격의 오토락 슬라이더가 사용됩니다. 다운 자켓의 경우 미세한 털 빠짐을 방지하기 위해 슬라이더 내부 간극이 정밀하게 제어된 모델을 사용하며, 정전기 방지(Anti-static) 처리가 된 슬라이더를 선호합니다.
- 하의 (Denim/Trousers): 바지 앞여밈(Fly)에는 슬림한 #3~#4 규격의 핀락(Pin-lock) 또는 오토락 슬라이더가 적용됩니다. 특히 데님 제품은 스톤 워싱(Stone Washing) 공정의 강한 마찰을 견뎌야 하므로 황동(Brass) 재질의 고내구성 슬라이더가 필수적입니다.
- 특수복 (Workwear/Safety): 방화복에는 고온에서 변형되지 않는 특수 합금이, 잠수복이나 화학 방호복에는 수밀/기밀 유지를 위한 TIZIP 전용 슬라이더 또는 산성 저항성이 검증된 플라스틱 슬라이더가 채택됩니다.
- 가방 및 잡화 (Luggage & Accessories):
- 백팩 및 여행용 캐리어: 빈번한 개폐와 내부 충전물에 의한 고하중을 견뎌야 하므로 #8~#10 규격의 Non-lock 슬라이더를 양방향(O-type)으로 배치합니다. 캐리어용은 보안을 위해 자물쇠 체결이 가능한 '락커블(Lockable)' 풀러 구조가 표준입니다.
- 지갑 및 소형 파우치: 디자인적 요소가 강조된 커스텀 풀러가 달린 #2~#3 규격 슬라이더가 사용됩니다. 명품 라인에서는 슬라이더 본체 측면의 경면 연마(Mirror Polishing) 상태를 극도로 중요하게 관리합니다.
- 산업용 및 특수 분야:
- 군용 장비 및 텐트: 모래, 먼지, 진흙 유입 환경에서도 작동해야 하므로 슬라이더 내부 경로가 넓게 설계된 특수 모델과 #15 이상의 대형 규격이 적용됩니다. 야간 작전 시 빛 반사를 방지하기 위해 무광(Matte Black) 화학 착색 처리가 기본입니다.
- 자동차 시트 및 내장재: 진동에 의한 슬라이더 풀림 방지를 위해 강력한 스프링 장력의 오토락 기능이 필수이며, 충돌 시 파손되어 2차 가해를 하지 않도록 연성(Ductility)이 확보된 재질을 사용합니다.
¶ 주요 결함 및 해결 방안
- 슬라이더 작동 불량 및 끼임 (Jamming)
- 원인: 봉제 시 지퍼 테이프와 원단 사이의 간격(Clearance) 부족으로 원단이나 실밥이 슬라이더 입구(Mouth)에 물림.
- 해결: 지퍼 부착 시 가이드 노루발을 사용하여 슬라이더 이동 경로에 2~3mm의 여유를 확보하고, 시접 끝단을 오버록 처리하여 잔사 유입을 방지함.
- 도장 및 도금 박리 (Coating Flaking)
- 원인: 슬라이더 표면 처리 공정의 부실(전처리 미흡) 또는 세탁/건조 시 세탁조와의 물리적 충격. 특히 배럴 도금(Barrel Plating) 시 로딩량이 과다할 경우 밀착력이 저하됨.
- 해결: 정전기 분체 도장(Powder Coating) 제품을 채택하고, 벌크 세탁 시 지퍼를 잠근 상태에서 뒤집어 세탁하도록 가이드라인 설정. 랙 도금(Rack Plating) 방식을 통해 균일한 두께 확보.
- 풀러 이탈 및 크라운 파손 (Puller Detachment)
- 원인: 슬라이더 본체와 풀러를 연결하는 크라운(Crown/Cap)의 압착 강도 부족 또는 과도한 인장력 발생.
- 해결: ASTM D2061 기준에 따른 Puller Pull-off 강도 테스트를 실시하고, 고하중 제품에는 일체형(Solid type) 슬라이더 본체 사용 권장. 크라운 압착 지그의 마모 상태를 정기 점검.
- 오토락 기능 상실 (Lock Failure)
- 원인: 내부 판스프링의 변형 또는 고온 프레싱(Pressing) 공정 중 가해진 과도한 압력으로 인한 잠금 핀(Locking Pin) 손상.
- 해결: 다림질 및 프레스 공정 시 슬라이더 부위에 직접적인 열과 압력이 가해지지 않도록 보호 패드를 사용하거나 슬라이더를 피해서 작업함. 프레스 온도를 140°C 이하로 제한.
- 슬라이더 본체 균열 (Body Cracking)
- 원인: 아연 합금 다이캐스팅 공정 중 불순물(납, 주석 등) 혼입으로 인한 취성(Brittleness) 발생 또는 동절기 저온 취성 파손.
- 해결: 입고 검사 시 샘플링을 통해 낙하 테스트 및 비틀림 테스트를 수행하고, 신뢰할 수 있는 제조사의 원자재(Zinc Alloy #3 등) 사용 여부 확인.
- 슬라이더 벌어짐 (Mouth Spreading)
- 원인: 지퍼 체인에 과도한 횡하중(Lateral Load)이 걸린 상태에서 강제로 슬라이더를 조작할 경우 입구 부분이 벌어져 체인이 맞물리지 않음.
- 해결: 제품 설계 시 지퍼 부위에 충분한 여유분(Ease)을 확보하고, 슬라이더 입구 강도가 보강된 'Heavy Duty' 라인업을 선택함.
¶ 품질 검사 기준 (QC Standards)
- 슬라이더 잠금 강도 (Locking Strength): 슬라이더를 잠근 상태에서 지퍼 체인을 양옆으로 당겼을 때(Lateral Force), 슬라이더가 밀려 내려가지 않고 견디는 힘을 측정. #5 오토락 기준 최소 40N 이상 유지 (AQL 1.0 적용).
- 풀러 회전 및 작동 토크 (Puller Torque): 풀러가 180도 이상 자유롭게 회전해야 하며, 회전 시 걸림이나 이음이 없어야 함. 토크 렌치를 사용하여 회전 저항이 0.1 N·m 이하인지 확인.
- 색상 일치성 (Color Matching): 지퍼 테이프, 원단, 슬라이더 간의 색상 편차를 Delta E 1.0 이내로 관리. 금속 도금의 경우 로트(Lot)별 편차 방지를 위해 표준 시편(Master Sample)과 대조 (D65 표준 광원 아래 검사).
- 표면 조도 및 버(Burr) 검사: 슬라이더 내외부 및 풀러 모서리에 날카로운 돌출물이 없어야 함. 이는 원단 손상 및 사용자 피부 긁힘 사고와 직결됨. 10배율 돋보기를 통한 전수 또는 샘플링 검사 실시.
- 내식성 테스트 (Salt Spray Test): 금속 슬라이더의 경우 5% 염수 분무 환경에서 24~48시간 노출 후 부식 발생 여부 확인. 해양용 또는 수출용 아웃도어 제품은 96시간 테스트를 요구하기도 함.
- 왕복 개폐 내구성 (Reciprocating Test): 일정 하중을 가한 상태에서 슬라이더를 500회~2,000회 왕복 작동시킨 후, 체인 마모나 슬라이더 파손 여부 확인. (ISO 10733 기준)
- 니켈 용출 테스트 (Nickel Release): 피부에 직접 닿는 의류용 슬라이더의 경우 EN 1811 표준에 따라 니켈 용출량이 0.5 µg/cm²/week 이하인지 검증.
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 머리 | Meori | 현장에서 슬라이더를 지칭하는 가장 보편적인 용어 |
| 한국어 (KR) | 지퍼 대가리 | Jipeo Daegari | 작업자들 사이에서 쓰이는 거친 표현이나 현장 통용됨 |
| 일본어 (JP) | スライダー | Suraida | 일본어 '슬라이더' 외래어 표기 |
| 일본어 (JP) | ムシ | Mushi | 지퍼 이빨을 뜻하나 "무시가 머리에 걸린다" 등으로 혼용 |
| 베트남어 (VN) | Đầu kéo | Dau keo | '당기는 머리'라는 뜻으로 베트남 공장 표준 용어 |
| 베트남어 (VN) | Con trượt | Con truot | '미끄러지는 아이'라는 뜻의 기술적 명칭 |
| 중국어 (CN) | 拉头 | Latou | 슬라이더를 뜻하는 중국 표준 기술 용어 |
| 중국어 (CN) | 拉片 | Lapian | 슬라이더 본체가 아닌 '풀러(Puller)'만을 지칭할 때 사용 |
| 영어 (EN) | Runner | Runner | 영국 및 일부 유럽 국가에서 슬라이더를 지칭하는 용어 |
¶ 장비 세팅 및 공정 가이드
- 지퍼 전용 노루발(Zipper Foot) 활용: 본봉(Lockstitch) 기계(예: Juki DDL-9000 시리즈, Brother S-7300A) 사용 시, 슬라이더 본체와의 간섭을 피하기 위해 외발 노루발(Single Toe Foot) 또는 좁은 폭 노루발을 사용합니다. 노루발 바닥면에 테플론(Teflon) 테이프를 부착하여 슬라이더 표면 긁힘을 방지합니다.
- 바늘 선정 및 위치 조정: 지퍼 부착 시 바늘은 DB×1 (본봉용) 또는 DP×5 (두꺼운 원단용) 시스템을 사용하며, 슬라이더 본체를 치지 않도록 바늘 위치를 좌/우로 0.5~1.0mm 미세 조정합니다. 바늘 번수는 #11~#14(얇은 원단), #16~#21(가방/텐트)을 권장합니다.
- 통과 구간 속도 제어: 자동 웰트 포켓(Welt Pocket) 기계나 자동 지퍼 부착기에서 슬라이더가 위치한 구간을 지날 때는 재봉 속도를 500 spm 이하로 감속 설정하여 바늘 파손 및 슬라이더 손상을 방지합니다. 일반 직선 구간은 3,000~4,000 spm으로 작업 가능합니다.
- 윤활 및 마찰 감소: 슬라이더 작동이 뻑뻑한 경우 파라핀 왁스(Paraffin Wax)를 체인에 도포합니다. 단, 화이트 의류의 경우 실리콘 스프레이 사용 시 얼룩(Stain) 주의가 필요하며, 유성 윤활제는 테이프 변색의 원인이 됩니다.
- 스토퍼(Stopper) 압착 세팅: 상단 스토퍼(Top Stop)와 하단 스토퍼(Bottom Stop)의 압착 강도를 슬라이더 규격에 맞춰 조정하여, 슬라이더가 체인 밖으로 이탈하거나 스토퍼에 걸려 멈추지 않도록 합니다. 압착력이 너무 강하면 테이프가 손상되고, 약하면 슬라이더가 빠집니다.
- 실 장력(Tension) 조절: 지퍼 부착 시 윗실 장력을 평소보다 10~15% 강화하여 지퍼 테이프가 울지 않도록(Puckering 방지) 세팅합니다. Towa 장력계 기준 보빈 케이스 장력은 25~30g이 적당합니다.
- SPI (Stitches Per Inch) 설정: 지퍼 테이프 봉제 시 10~12 SPI를 유지하여 테이프의 강도를 보존하고 슬라이더 이동 시 실 걸림을 최소화합니다.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- 지퍼 체인 (Zipper Chain): 슬라이더가 이동하는 궤도 역할을 하는 이빨과 테이프의 결합체.
- 풀러 (Puller/Tab): 사용자가 슬라이더를 조작하기 위해 잡는 손잡이. 브랜드 로고 각인이 주로 이루어짐.
- 스토퍼 (Stopper): 슬라이더의 이동 범위를 제한하여 이탈을 방지하는 마감 부품.
- 역개폐 지퍼 (Two-way Zipper): 두 개의 슬라이더가 장착되어 위아래 양방향으로 열 수 있는 구조 (롱패딩 등에 필수).
- 방수 지퍼 (Water-repellent Zipper): 테이프에 필름 코팅 처리가 되어 있어 슬라이더와의 밀착도가 높아야 하는 특수 지퍼. 슬라이더 내부 간극(Gap)이 일반용보다 좁게 설계됨.
- 다이아몬드 (Diamond/Wedge): 슬라이더 내부에서 체인을 분리/결합시키는 핵심 삼각형 구조물.
¶ 국가별 공장 실무 차이 및 노하우
- 한국 (KR) 공장:
- 품질 기준이 매우 까다로워 슬라이더의 '도금 광택'과 '작동 소음'까지 체크하는 경우가 많습니다.
- 소량 다품종 생산이 많아 자동 삽입기보다는 숙련공이 지그(Jig)를 사용하여 수동으로 삽입하는 방식을 선호하며, 이 과정에서 발생하는 스크래치 관리가 핵심입니다.
- "머리가 뻑뻑하다"는 클레임에 대해 양초(왁스)를 바르는 전통적인 방식이 여전히 유효하게 사용됩니다.
- 베트남 (VN) 공장:
- 글로벌 브랜드(Nike, Adidas 등)의 대량 오더가 집중되어 있어, 모든 슬라이더 공정이 SOP에 의해 수치화되어 있습니다.
- 슬라이더 삽입 시 자동화 기기 사용률이 높으며, 바늘 파손 방지를 위한 '검침기(Needle Detector)' 통과 여부를 극도로 중요하게 관리합니다. (슬라이더 재질이 비자성체여야 함)
- 중국 (CN) 공장:
- 전 세계 슬라이더 공급량의 50% 이상을 차지하며, SBS나 3VS 같은 자국 브랜드 사용 비중이 높습니다.
- 금형(Mold) 제작 속도가 매우 빨라 커스텀 풀러 제작 시 샘플 대응이 신속합니다.
- 원가 절감을 위해 아연 합금의 순도를 낮추는 경우가 간혹 발생하므로, 입고 시 '취성 테스트(Brittle Test)'와 '성분 분석'이 필수적입니다.
¶ 실전 트러블슈팅 가이드 (Technician's Tip)
- 증상: 슬라이더를 올렸는데 뒤가 벌어짐 (Bursting Open)
- 체크 1: 슬라이더 내부의 '다이아몬드(쐐기)'가 마모되었는지 확인하십시오. 오래된 슬라이더는 내부가 깎여 이빨을 모아주는 힘이 약해집니다.
- 체크 2: 지퍼 체인의 규격과 슬라이더의 규격이 일치하는지 확인하십시오. (예: #5 체인에 #4.5 슬라이더 혼용 금지)
- 조치: 임시방편으로 펜치를 이용해 슬라이더의 뒷부분(입구)을 아주 살짝 눌러주면 해결되나, 근본적으로는 슬라이더 교체가 필요합니다.
- 증상: 슬라이더 도장이 자꾸 벗겨짐
- 체크 1: 건조기 온도가 너무 높지 않은지 확인하십시오. (160°C 이상 금지)
- 체크 2: 세탁 시 지퍼를 열어둔 채 작업하는지 확인하십시오. 지퍼를 열면 슬라이더가 세탁조 벽면에 직접 부딪혀 타격이 큽니다.
- 조치: '고밀착 분체 도장' 사양으로 변경하거나, 도금 후 투명 에폭시 코팅을 추가하십시오.
- 증상: 오토락 슬라이더가 제멋대로 내려감
- 체크 1: 슬라이더 내부의 판스프링이 부러졌거나 이탈했는지 확인하십시오. 풀러를 살짝 들어 올렸을 때 텐션이 느껴지지 않으면 스프링 불량입니다.
- 체크 2: 지퍼 이빨(Elements)의 높이가 너무 낮아 잠금 핀이 걸리지 않는지 확인하십시오.
- 조치: 슬라이더 로트 전량을 검사하고, 잠금 핀의 돌출 길이가 규격(보통 0.8mm 이상)에 맞는지 측정하십시오.
¶ 슬라이더 재질별 상세 특성 비교
| 재질 | 장점 | 단점 | 주요 용도 |
|---|---|---|---|
| 아연 합금 (Zinc) | 정밀한 형상 구현 가능, 도금 광택 우수, 대량 생산 용이 | 충격에 의한 균열 가능성, 금속 중 무거운 편 | 일반 의류, 가방, 고급 잡화 |
| 플라스틱 (POM) | 가볍고 부식에 강함, 색상 구현 자유로움, 저렴한 가격 | 금속 대비 강도가 낮음, 고온 프레스에 약함 | 스포츠웨어, 아동복, 침구류 |
| 황동 (Brass) | 극강의 내구성, 빈티지한 외관, 내부식성 우수 | 가격이 비쌈, 가공 오차가 발생할 수 있음 | 데님(Jeans), 워크웨어, 가죽 자켓 |
| 알루미늄 (Alu) | 매우 가벼움, 비자성체(검침기 유리) | 강도가 낮아 대형 규격에 부적합, 표면 마모 빠름 | 경량 패딩, 일회용 방호복 |
이 문서는 현장 기술자의 경험과 ISO/ASTM 국제 표준을 바탕으로 작성되었으며, 실제 공정 적용 시 원단 특성 및 재봉기 기종에 따라 미세 조정이 필요합니다. (미검증: 특정 브랜드의 최신 세라믹 코팅 슬라이더의 내마모 수치는 제조사별 데이터 확인 필요)